You might also like
- Sulfuric Acid Manufacture: Analysis, Control and OptimizationFrom EverandSulfuric Acid Manufacture: Analysis, Control and OptimizationRating: 3.5 out of 5 stars3.5/5 (3)
- Process Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantDocument34 pagesProcess Flow Diagram of A HALDOR TOPSOE Process Ammonia PlantJatinder Saini81% (32)
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Urea Manufacturing Plant-StamicarbonDocument4 pagesUrea Manufacturing Plant-StamicarbonRadhika PillayNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Manufacture of UreaDocument36 pagesManufacture of UreaNandadulal GhoshNo ratings yet
- Gas PurificationDocument26 pagesGas PurificationMahmud Rahman BizoyNo ratings yet
- Operation Difficulties at LP Carbamate Condenser Due To CrystallizationDocument6 pagesOperation Difficulties at LP Carbamate Condenser Due To CrystallizationReyes Sanchez100% (1)
- Urea ProjectDocument17 pagesUrea ProjectAbdo Shaaban100% (2)
- Urea Plant TrainingDocument34 pagesUrea Plant TrainingUtkarsh Sharma100% (1)
- Methanol Synthesis From SyngasDocument3 pagesMethanol Synthesis From SyngasSylvia SimonNo ratings yet
- Urea ProcessDocument6 pagesUrea ProcessYulitzaSanchezRiosNo ratings yet
- Aiche-36-021Equipment Performance of AmmoniaDocument9 pagesAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- SnumDocument3 pagesSnumOzge BulunazNo ratings yet
- Synthesis Gas ReformersDocument9 pagesSynthesis Gas ReformersAlbert PowaNo ratings yet
- End CorrosionDocument4 pagesEnd Corrosiondafteri11No ratings yet
- National Fertilizers Limited Nan Gal PunjabDocument3 pagesNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalNo ratings yet
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Ammonia Traniee Manual (General Theory)Document22 pagesAmmonia Traniee Manual (General Theory)Kvspavan Kumar100% (1)
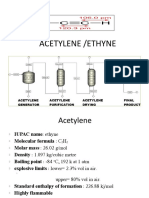
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- Ammonia PlantDocument10 pagesAmmonia PlantHemal Patel Sam100% (3)
- US2462413 FormaldehydeDocument5 pagesUS2462413 FormaldehydeRuchita PoilkarNo ratings yet
- Yg Mau DitranslateDocument13 pagesYg Mau DitranslateTeknik Kimia PLS1 Kelas B 2018No ratings yet
- Development of Novel CO Adsorbents For Capture of CO From Flue GasDocument13 pagesDevelopment of Novel CO Adsorbents For Capture of CO From Flue GasMayurkumar patilNo ratings yet
- Effect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)Document3 pagesEffect of Reaction Furnace and Converter Temperatures On Performance of Sulfur Recovery Units (SRUs)SEP-PublisherNo ratings yet
- Facilities - Rules of ThumbDocument43 pagesFacilities - Rules of ThumbDouglas Coleman100% (1)
- Manufacture AADocument11 pagesManufacture AASantiago BorgesNo ratings yet
- Acid Gas RemovalDocument18 pagesAcid Gas RemovalKailash NarainNo ratings yet
- Us Patent Process For Production of Urea, 1970Document4 pagesUs Patent Process For Production of Urea, 197025A Syifa Salsabila AlfianiNo ratings yet
- Blowdown: FIG. 39.16 How Boiler Water Solids Are Controlled by BlowdownDocument6 pagesBlowdown: FIG. 39.16 How Boiler Water Solids Are Controlled by BlowdownAnonymous lTEzOZk2KNo ratings yet
- CUFLDocument9 pagesCUFLSourav SutradharNo ratings yet
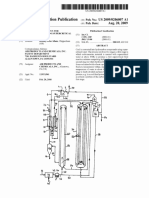
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- Syn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChDocument16 pagesSyn Gas: Nomula Devadeekshith B130943Ch Omprakash Hada B130980Ch Poluparthi Jagadish B130322ChkamauNo ratings yet
- Process Description Urea Melt-StdDocument6 pagesProcess Description Urea Melt-StdDai RojasNo ratings yet
- Urea Synthesis With Pool CondenserDocument1 pageUrea Synthesis With Pool Condensersite commissing teamNo ratings yet
- Ammonia Plant Design For 1 MtpaDocument43 pagesAmmonia Plant Design For 1 MtpaPrateek Mall67% (3)
- Sulfur Costs Vary With Process SelectionDocument5 pagesSulfur Costs Vary With Process Selectionbakhtiari_afNo ratings yet
- Advanced Minerals Engrng Presentation1F-1Document25 pagesAdvanced Minerals Engrng Presentation1F-1LorraineNo ratings yet
- Carbon Dioxide CaptureDocument8 pagesCarbon Dioxide Capturedarenft_No ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Selection of Technologies For Gas Plant NaturalDocument15 pagesSelection of Technologies For Gas Plant NaturaljxlNo ratings yet
- Synthesis Gas Production 4Document34 pagesSynthesis Gas Production 4Aravind KumarNo ratings yet
- A On Report Comparison Among All Manufacturing ProcessesDocument11 pagesA On Report Comparison Among All Manufacturing ProcessesMohit BayerNo ratings yet
- Gold Adsorption On Activated CarbonDocument3 pagesGold Adsorption On Activated CarbongtdomboNo ratings yet
- Ammonia Production ProcessDocument17 pagesAmmonia Production ProcessGarvit Chopra100% (4)
- US3303001Document3 pagesUS3303001Lokesh RavichandranNo ratings yet
- Condensate System Troubleshooting and OptimizationDocument8 pagesCondensate System Troubleshooting and OptimizationJoubert TrovatiNo ratings yet
- Process Flow Diagram For Ammonia SynthesisDocument6 pagesProcess Flow Diagram For Ammonia SynthesisHanan Ahmed Ibrahim100% (1)
- UreaDocument3 pagesUrea임충규No ratings yet
- US1938609Document3 pagesUS1938609分析室信箱No ratings yet
- European Patent Application: Process and Plant For Ammonia-Urea ProductionDocument16 pagesEuropean Patent Application: Process and Plant For Ammonia-Urea ProductionRashminda AttanayakeNo ratings yet
- Mechanism of CO Formation in Reverse Water-Gas Shift Reaction Over Cu/Al O CatalystDocument4 pagesMechanism of CO Formation in Reverse Water-Gas Shift Reaction Over Cu/Al O CatalystUmesh Kumar Sharma RamamoorthiNo ratings yet
- Lecture 16 NitricAcid UreaDocument68 pagesLecture 16 NitricAcid UreaAnilKumar100% (1)
- US ButyraldehydeDocument2 pagesUS ButyraldehydeAstriany AnyNo ratings yet
- Ammonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziDocument57 pagesAmmonia, Urea & Cement Industries by Shahab Ud Din Khan NiaziShahabuddin Khan NiaziNo ratings yet
- Internship Report FFBL Fauji Fertilizer Bin Qasim Limited KarachiDocument17 pagesInternship Report FFBL Fauji Fertilizer Bin Qasim Limited KarachiAnonymous Yx7iyBlsENo ratings yet
- Ammonia Plant Fundamentals PDFDocument27 pagesAmmonia Plant Fundamentals PDFMubarik Ali100% (1)
- Ammonia Process DescriptionDocument7 pagesAmmonia Process DescriptionAnanda BalaNo ratings yet
- Ammonia Synthesis and Molecular SieveDocument25 pagesAmmonia Synthesis and Molecular Sieveaehque04No ratings yet
- Ammonia ProductionDocument5 pagesAmmonia ProductionHarsh WaliaNo ratings yet
- Investor User ManualDocument38 pagesInvestor User ManualArpita DeyNo ratings yet
- Lecture 9 - Week 2Document9 pagesLecture 9 - Week 2Arpita DeyNo ratings yet
- Lecture 60 - Week12Document26 pagesLecture 60 - Week12Arpita DeyNo ratings yet
- Lecture 51 - WEEK 11Document22 pagesLecture 51 - WEEK 11Arpita DeyNo ratings yet
- Water Resource Management: by Arpita DeyDocument10 pagesWater Resource Management: by Arpita DeyArpita DeyNo ratings yet
- Lecture 29 - Week 6Document11 pagesLecture 29 - Week 6Arpita DeyNo ratings yet
- Lecture 52 WEEK 11Document30 pagesLecture 52 WEEK 11Arpita DeyNo ratings yet
- Standard 1500Document1 pageStandard 1500Arpita DeyNo ratings yet
- Lecture 24 - Week5Document13 pagesLecture 24 - Week5Arpita DeyNo ratings yet
- Lecture 59 - Week12Document45 pagesLecture 59 - Week12Arpita DeyNo ratings yet
- Lecture 33Document19 pagesLecture 33Arpita DeyNo ratings yet
- Lecture 02 - Week1Document14 pagesLecture 02 - Week1Arpita DeyNo ratings yet
- Lecture 34Document22 pagesLecture 34Arpita DeyNo ratings yet
- Lecture 35Document28 pagesLecture 35Arpita DeyNo ratings yet
- Lecture 50Document27 pagesLecture 50Arpita DeyNo ratings yet
- Lecture 01 - Week1Document13 pagesLecture 01 - Week1Arpita DeyNo ratings yet
- Lecture 03 - Week1Document8 pagesLecture 03 - Week1Arpita DeyNo ratings yet
- IOGCA 2021 Virtual Conference BrochureDocument8 pagesIOGCA 2021 Virtual Conference BrochureArpita DeyNo ratings yet
- Lecture 05 - Week1Document7 pagesLecture 05 - Week1Arpita DeyNo ratings yet
- Material Safety Data Sheet: INDFOAM 2346Document3 pagesMaterial Safety Data Sheet: INDFOAM 2346Arpita DeyNo ratings yet
- Lecture 04 - Week1Document9 pagesLecture 04 - Week1Arpita DeyNo ratings yet
- HandlerDocument772 pagesHandlerArpita DeyNo ratings yet
- Afton Claydon2014Document12 pagesAfton Claydon2014Arpita DeyNo ratings yet
- Instrument For Corrosion Inhibitor Application Instrument For Kinematic Viscosity Analysis. Instrument For Flash Point AnalysisDocument2 pagesInstrument For Corrosion Inhibitor Application Instrument For Kinematic Viscosity Analysis. Instrument For Flash Point AnalysisArpita DeyNo ratings yet
- Application Note - Oil Color: OILCOL in Measuring The ASTM D1500 Oil ColorDocument2 pagesApplication Note - Oil Color: OILCOL in Measuring The ASTM D1500 Oil ColorArpita DeyNo ratings yet
- Wet Breaking Length (In Meters)Document5 pagesWet Breaking Length (In Meters)Arpita DeyNo ratings yet
- SNF Emulsion Handbook EDocument25 pagesSNF Emulsion Handbook EArpita DeyNo ratings yet
- Acrylamide Production With MicrobesDocument7 pagesAcrylamide Production With MicrobesArpita DeyNo ratings yet
- Safety Data Sheet: Biodiesel (B99.9)Document8 pagesSafety Data Sheet: Biodiesel (B99.9)Arpita DeyNo ratings yet
- Current Affairs - March 2018 - EN 1530864520 26Document100 pagesCurrent Affairs - March 2018 - EN 1530864520 26Arpita DeyNo ratings yet
- CH - Haloalkanes and Haloarenes AssignmentDocument6 pagesCH - Haloalkanes and Haloarenes AssignmentHarshtej Singh MakkarNo ratings yet
- Regeneration Section of CO Capture Plant by MEA Scrubbing With A Rate-Based ModelDocument6 pagesRegeneration Section of CO Capture Plant by MEA Scrubbing With A Rate-Based Modeltrilok corporationNo ratings yet
- Foundations of Organic ChemistryDocument4 pagesFoundations of Organic Chemistryeager18No ratings yet
- Chapter 3 ProblemsDocument3 pagesChapter 3 ProblemsSteve HoNo ratings yet
- Contact ProcessDocument12 pagesContact ProcessAdil Yaqub - 74665/TCHR/CNTBNo ratings yet
- Unit 4 - Equilibria Inckuding Acid Base QuestionsDocument134 pagesUnit 4 - Equilibria Inckuding Acid Base Questionsareyouthere92100% (1)
- TS1 Flyer Lug09Document8 pagesTS1 Flyer Lug09Pham PhuongNo ratings yet
- New General Mathematics For Secondary Schools 3 TG Full PDFDocument180 pagesNew General Mathematics For Secondary Schools 3 TG Full PDFAlimon Gabriel Kutadza0% (1)
- Use of Steam and Co2 As Activating AgentsDocument9 pagesUse of Steam and Co2 As Activating AgentsvinodNo ratings yet
- Extraction of Aleuritic Acid From Seedlac and Purification by Reactive Adsorption On Functionalized PolymersDocument7 pagesExtraction of Aleuritic Acid From Seedlac and Purification by Reactive Adsorption On Functionalized PolymersMd. Badrul IslamNo ratings yet
- Chapter 4 - Introduction To StoichemistryDocument41 pagesChapter 4 - Introduction To StoichemistrySamantha Glen Zarandin BibosoNo ratings yet
- WP 1408 FRDocument128 pagesWP 1408 FRBernard ShamNo ratings yet
- Microsoft Word - CH 12 Worksheet 2-2 - DocDocument7 pagesMicrosoft Word - CH 12 Worksheet 2-2 - DocAhmad RezaNo ratings yet
- UntitledDocument791 pagesUntitledMayra RodriguezNo ratings yet
- Biochemistry 9th Edition Campbell Test BankDocument30 pagesBiochemistry 9th Edition Campbell Test Bankspawnerminutiaxae7n100% (29)
- Neet 2019 Chemistry GuideDocument772 pagesNeet 2019 Chemistry GuideAnjaliNo ratings yet
- Description of The Reacting Flow Solver Fgmfoam: CFD With Opensource SoftwareDocument31 pagesDescription of The Reacting Flow Solver Fgmfoam: CFD With Opensource SoftwareCarlos AlarconNo ratings yet
- Addition Reactions at sp2 CarbonsDocument85 pagesAddition Reactions at sp2 CarbonsPrarabdha SharmaNo ratings yet
- Homogenous Equilibrium and Equilibrium ConstantDocument3 pagesHomogenous Equilibrium and Equilibrium ConstantAdrian LalogNo ratings yet
- Analysis of The C Swan Bands As A Thermometric Probe in CO Microwave PlasmasDocument26 pagesAnalysis of The C Swan Bands As A Thermometric Probe in CO Microwave PlasmasematlisNo ratings yet
- Reactions of Benzene and Alkylbenzene A Level A2 Chemistry CIEDocument7 pagesReactions of Benzene and Alkylbenzene A Level A2 Chemistry CIErayaNo ratings yet
- Internship Report NML Nikita RajDocument30 pagesInternship Report NML Nikita RajAVINASH KUMAR100% (1)
- Model Answer Chapter 1 Final RevisionDocument67 pagesModel Answer Chapter 1 Final RevisionAhmed BasemNo ratings yet
- Physics Books - Navneet Practice Paper and Activity Sheets Multiple Choice QuestionsDocument50 pagesPhysics Books - Navneet Practice Paper and Activity Sheets Multiple Choice QuestionsAamir KhanNo ratings yet
- Peter C. Jordan Chemical KineticsDocument374 pagesPeter C. Jordan Chemical KineticsDiana MontagutNo ratings yet
- Cambridge International Examinations Cambridge Pre-U CertificateDocument16 pagesCambridge International Examinations Cambridge Pre-U CertificateBebeNo ratings yet
- Athabasca University Chemistry 350 Organic Chemistry IDocument921 pagesAthabasca University Chemistry 350 Organic Chemistry IAntonija JovanovskaNo ratings yet
- At-2016-17-C-Xi - Paper-1 - At+pcm PDFDocument20 pagesAt-2016-17-C-Xi - Paper-1 - At+pcm PDFhiralalnhpcNo ratings yet
- Syllabus of ChemDocument6 pagesSyllabus of ChemJaspreet SinghNo ratings yet
- Chapt 4Document33 pagesChapt 4Ahmed AL-HarthiNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Chemical Process Equipment - Selection and Design (Revised 2nd Edition)From EverandChemical Process Equipment - Selection and Design (Revised 2nd Edition)Rating: 5 out of 5 stars5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Life Cycle of a Process PlantFrom EverandLife Cycle of a Process PlantMahdi NouriNo ratings yet
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringFrom EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNo ratings yet
- Guidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceFrom EverandGuidelines for Integrating Management Systems and Metrics to Improve Process Safety PerformanceNo ratings yet
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet