You might also like
- TRW Steering Box Service ManualDocument0 pagesTRW Steering Box Service ManualJuanLopez64Ch100% (1)
- 1971 Chevy Overhaul ManualDocument505 pages1971 Chevy Overhaul ManualCharlie Moretti100% (1)
- Caterpillar Cat 320 EXCAVATOR (Prefix 4ZJ) Service Repair Manual (4ZJ00460 and Up)Document23 pagesCaterpillar Cat 320 EXCAVATOR (Prefix 4ZJ) Service Repair Manual (4ZJ00460 and Up)kfmuseddkNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Ac Compressor ServicingDocument25 pagesAc Compressor Servicingsonny1234100% (1)
- PC-203-3 - O-320-E1a,-E2aDocument82 pagesPC-203-3 - O-320-E1a,-E2aNathaniel LuraNo ratings yet
- Beechcraft T-6B Texan II Flight Training InstructionsDocument230 pagesBeechcraft T-6B Texan II Flight Training InstructionsegorNo ratings yet
- Fuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Document9 pagesFuel Injection Pump Housing and Governor (New Scroll Fuel System Effective in Production With 10X5411-UP, 45V36536-UP)Hammam al HammamNo ratings yet
- Remove & Install Boom CylindersDocument10 pagesRemove & Install Boom CylinderschanlinNo ratings yet
- Boom Drift Reduction ValveDocument9 pagesBoom Drift Reduction Valvechanlin100% (1)
- Sec4abc PDFDocument86 pagesSec4abc PDFAnibal Jose Cruz LarezNo ratings yet
- Manual de Transmisiones Chrysler Años 90 PrincipalmenteDocument188 pagesManual de Transmisiones Chrysler Años 90 PrincipalmenteMarbelmen100% (1)
- Cat 936eDocument5 pagesCat 936eAlberto Ferradás100% (1)
- Remove & Install Bucket CylinderDocument8 pagesRemove & Install Bucket CylinderchanlinNo ratings yet
- 06-Brake Rims & BandsDocument11 pages06-Brake Rims & BandsMartinez Mauricio Martinez GomezNo ratings yet
- Disassembly and Assembly of Vehicular Engine Fuel Injection PumpDocument9 pagesDisassembly and Assembly of Vehicular Engine Fuel Injection PumpHammam al HammamNo ratings yet
- 166-31590-AT ManualDocument66 pages166-31590-AT ManualRafael Charry AndradeNo ratings yet
- Cat 950F Transmission PDFDocument13 pagesCat 950F Transmission PDFMehdi Chakroune100% (2)
- Toyota Matrix Timing Chain Removal and Installation GuideDocument16 pagesToyota Matrix Timing Chain Removal and Installation GuideGesco EscobarNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Diesel Engine Fuel Injection Pump and Governor Removal and InstallationDocument39 pagesDiesel Engine Fuel Injection Pump and Governor Removal and InstallationGallego Carlos100% (1)
- Franks 300 Parts List Ecopetrol-OcrDocument373 pagesFranks 300 Parts List Ecopetrol-OcrMartinez Mauricio Martinez GomezNo ratings yet
- Automatic Timing Advance 2Document10 pagesAutomatic Timing Advance 2nuari tri sNo ratings yet
- 966c Torque Convertidor Desarmado y ArmadoDocument7 pages966c Torque Convertidor Desarmado y ArmadoJohn Ceballos100% (1)
- Jcmmc01.s2022-Annex H7-H8 Certificate of Sea Service and Crew ListDocument3 pagesJcmmc01.s2022-Annex H7-H8 Certificate of Sea Service and Crew Listmarvicmoral6197No ratings yet
- Eaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate DesignDocument9 pagesEaton: Model 74318 and 74348 Piston Motors Fixed Displacement, Valve Plate Designluisbravo1264No ratings yet
- Generator Rotor RemovalDocument8 pagesGenerator Rotor RemovalnuesteNo ratings yet
- Fallas de Rodamientos PI - 401 - EDocument44 pagesFallas de Rodamientos PI - 401 - EMartinez Mauricio Martinez GomezNo ratings yet
- Bomba de Lodos 7s600-MontajeDocument108 pagesBomba de Lodos 7s600-MontajeJerson serrano100% (1)
- Science q3 Module 2Document23 pagesScience q3 Module 2Akisha Nicole EliasNo ratings yet
- Proportional Directional ValvesDocument12 pagesProportional Directional ValvesMartinez Mauricio Martinez GomezNo ratings yet
- Caterpillar Cat 320 L EXCAVATOR (Prefix 4ZJ) Service Repair Manual (4ZJ00460 and Up)Document23 pagesCaterpillar Cat 320 L EXCAVATOR (Prefix 4ZJ) Service Repair Manual (4ZJ00460 and Up)kfmuseddkNo ratings yet
- Remove and Install Torque Divider 3113-010Document19 pagesRemove and Install Torque Divider 3113-010Milton Hernandez PérezNo ratings yet
- Remove & Install Bucket CylinderDocument6 pagesRemove & Install Bucket CylinderKevin DayNo ratings yet
- Caterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)Document24 pagesCaterpillar Cat 245B EXCAVATOR (Prefix 1SJ) Service Repair Manual (1SJ00001-00712)rpoy9396615No ratings yet
- R&I Track Roller MenDocument5 pagesR&I Track Roller MenDanNo ratings yet
- DR Service InstructionsDocument4 pagesDR Service InstructionsCentral HydraulicsNo ratings yet
- Https 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print PageDocument9 pagesHttps 127.0.0.1 Sisweb Sisweb Techdoc Techdoc Print Pagep.motortechNo ratings yet
- WD Service InstructionsDocument2 pagesWD Service InstructionsCentral HydraulicsNo ratings yet
- PumpDocument14 pagesPumpleang1234No ratings yet
- Manutencao Caixa Direcao Hilux PDFDocument12 pagesManutencao Caixa Direcao Hilux PDFseverinocvNo ratings yet
- Union Giratoria 320BDocument5 pagesUnion Giratoria 320BJuan PalestinaNo ratings yet
- Pinion Assemblies - AssembleDocument4 pagesPinion Assemblies - Assemblemijael1393No ratings yet
- Convertidor de Torque D5BDocument13 pagesConvertidor de Torque D5BDeyner PerezNo ratings yet
- Starter CluchDocument8 pagesStarter CluchJerry BeckettNo ratings yet
- Crankshaft - InstallDocument7 pagesCrankshaft - InstallLeonardo PerezNo ratings yet
- Desarmado & Armado Eje Trasero 426BDocument14 pagesDesarmado & Armado Eje Trasero 426BAbelardo Pina100% (1)
- Remove Flywheel ClutchDocument8 pagesRemove Flywheel ClutchWillian SantosNo ratings yet
- Arme y Desarme Del Transfer 120gDocument14 pagesArme y Desarme Del Transfer 120gAlex Consuegra MedinaNo ratings yet
- XJ Clutch Removal and Installation GuideDocument8 pagesXJ Clutch Removal and Installation GuideawemetalNo ratings yet
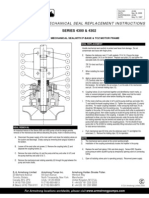
- Mechanical Seal Replacement InstructionsDocument1 pageMechanical Seal Replacement InstructionsGiorgio FerNo ratings yet
- XL Series Actuators 1: Installation, Operating and Maintenance InstructionsDocument8 pagesXL Series Actuators 1: Installation, Operating and Maintenance InstructionsFranco M. CaverzanNo ratings yet
- STi TIMING BELT INSTALLATION GUIDEDocument19 pagesSTi TIMING BELT INSTALLATION GUIDEPablo DpNo ratings yet
- Cr250 Engine Service ManualDocument21 pagesCr250 Engine Service ManualGary Cline100% (1)
- Iom TorqmaxDocument10 pagesIom TorqmaxReddy SadhanaNo ratings yet
- Embrayade de Volant MoteurDocument8 pagesEmbrayade de Volant MoteurVICTOR BEMENGUENo ratings yet
- Remove & Install Travel Motor & Final DrivesDocument49 pagesRemove & Install Travel Motor & Final DrivesAngelica VergaraNo ratings yet
- Fork Strip ExtractDocument24 pagesFork Strip Extract张连杉No ratings yet
- Remove Fuel Injection Pump Housing and GovernorDocument7 pagesRemove Fuel Injection Pump Housing and GovernorAnonymous cS9UMvhBqNo ratings yet
- Caterpillar Cat 245D EXCAVATOR (Prefix 7ZJ) Service Repair Manual (7ZJ00001 and Up)Document29 pagesCaterpillar Cat 245D EXCAVATOR (Prefix 7ZJ) Service Repair Manual (7ZJ00001 and Up)rpoy9396615No ratings yet
- AC Compressor ServicingDocument28 pagesAC Compressor Servicinggentiles mdqNo ratings yet
- Caterpillar Cat 245 EXCAVATOR (Prefix 84X) Service Repair Manual (84X00001 and Up)Document23 pagesCaterpillar Cat 245 EXCAVATOR (Prefix 84X) Service Repair Manual (84X00001 and Up)rpoy9396615No ratings yet
- Timing Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalDocument7 pagesTiming Chain Components & Instalation Toyota Hilux 22R-E: Preparation of RemovalPablo FernandezNo ratings yet
- Procedimento Desmonte Bequilha 39400030 Cessna 182 Skylane Procedimentos de ManutencaoDocument7 pagesProcedimento Desmonte Bequilha 39400030 Cessna 182 Skylane Procedimentos de ManutencaoadrianvieroNo ratings yet
- Differential Carrier: ComponentsDocument16 pagesDifferential Carrier: Componentspriyankar007No ratings yet
- Flow Doc 2 PDFDocument18 pagesFlow Doc 2 PDFJozefNo ratings yet
- 6.0L Turbo Rebuild Instructions PDFDocument5 pages6.0L Turbo Rebuild Instructions PDFW MoralesNo ratings yet
- C6.6 Cam Shaft InstallDocument5 pagesC6.6 Cam Shaft InstallsenNo ratings yet
- Group 10 Rear AxleDocument42 pagesGroup 10 Rear AxleTaha RdmanNo ratings yet
- Recon Service GuideDocument12 pagesRecon Service GuideJuho KauppinenNo ratings yet
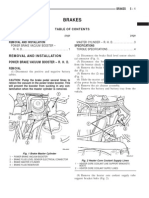
- How to Remove and Install Power Brake Booster and Master CylinderDocument0 pagesHow to Remove and Install Power Brake Booster and Master CylinderLuis Alberto OrtegaNo ratings yet
- Caja de Cambios VT2412B I Shift Diagnostico PDFDocument21 pagesCaja de Cambios VT2412B I Shift Diagnostico PDFRoussel Florez ZuloagaNo ratings yet
- Mechanical product price listDocument1 pageMechanical product price listMartinez Mauricio Martinez GomezNo ratings yet
- HightorqueclutchDocument2 pagesHightorqueclutchMartinez Mauricio Martinez GomezNo ratings yet
- API 16A Drill ThroughDocument9 pagesAPI 16A Drill Throughtry&tryNo ratings yet
- RT /rte SeriesDocument8 pagesRT /rte SeriesMartinez Mauricio Martinez GomezNo ratings yet
- M&a Product SummaryDocument34 pagesM&a Product SummaryMartinez Mauricio Martinez GomezNo ratings yet
- PGP/PGM zp21 Bushing Design: 300/400 SeriesDocument27 pagesPGP/PGM zp21 Bushing Design: 300/400 SeriestitanwlxNo ratings yet
- Hydromatic Brake CatalogDocument36 pagesHydromatic Brake CatalogMartinez Mauricio Martinez GomezNo ratings yet
- Ring Type Current Transformers - Standard Range and SpecificationDocument4 pagesRing Type Current Transformers - Standard Range and SpecificationMartinez Mauricio Martinez GomezNo ratings yet
- WPT 36W Aux BrakeDocument12 pagesWPT 36W Aux Brakelucas ronaldo coronel mendozaNo ratings yet
- Sensotec WJAFDocument1 pageSensotec WJAFMartinez Mauricio Martinez GomezNo ratings yet
- Swivel Joints: Section Pages Section Pages Section PagesDocument16 pagesSwivel Joints: Section Pages Section Pages Section PagesMartinez Mauricio Martinez GomezNo ratings yet
- Warning: Two Stage/Four Cylinder R70A Air Compressor & UnitsDocument32 pagesWarning: Two Stage/Four Cylinder R70A Air Compressor & UnitsingcalderonNo ratings yet
- Lincoln SAE400Document22 pagesLincoln SAE400Martinez Mauricio Martinez GomezNo ratings yet
- 068 180 PDFDocument113 pages068 180 PDFingcalderonNo ratings yet
- Firestone w013589082Document1 pageFirestone w013589082lucas ronaldo coronel mendozaNo ratings yet
- A08 Braden Series PD12C PD15B Hydrulic WinchDocument38 pagesA08 Braden Series PD12C PD15B Hydrulic WinchMartinez Mauricio Martinez Gomez100% (1)
- WPT - Pneumatic Hydraulic Power Take-Off ClutchesDocument12 pagesWPT - Pneumatic Hydraulic Power Take-Off ClutchesMartinez Mauricio Martinez GomezNo ratings yet
- Data Sheet Brake MalacateDocument10 pagesData Sheet Brake MalacateAnonymous ciu3QEjuS100% (1)
- Pneumatic & Hydraulic CylinderDocument12 pagesPneumatic & Hydraulic CylinderMartinez Mauricio Martinez GomezNo ratings yet
- Pentacle Oil Field Supply Inc.: MODEL: XQ114/6YBDocument24 pagesPentacle Oil Field Supply Inc.: MODEL: XQ114/6YBMartinez Mauricio Martinez GomezNo ratings yet
- Bendix BA-922 Compressor: DescriptionDocument32 pagesBendix BA-922 Compressor: DescriptionMartinez Mauricio Martinez GomezNo ratings yet
- FrenoDocument78 pagesFrenojairojorquera02No ratings yet
- Road cross section design plansDocument2 pagesRoad cross section design plansyedidiNo ratings yet
- Forensic Structural Engineering - Zeulenroda BridgeDocument8 pagesForensic Structural Engineering - Zeulenroda Bridgesantodejar469No ratings yet
- 10 1016@j Ergon 2018 01 011Document9 pages10 1016@j Ergon 2018 01 011JON-KARLO ANICETENo ratings yet
- HotSheet Helm Master EXDocument12 pagesHotSheet Helm Master EXKittipat officeNo ratings yet
- Selec T: Electronically Controlled Variable Displacement Compressor (ECV) Diagnostic Tool Kit P/N 69636Document2 pagesSelec T: Electronically Controlled Variable Displacement Compressor (ECV) Diagnostic Tool Kit P/N 69636home businessNo ratings yet
- Scaune Cu Memorie A4 b7Document5 pagesScaune Cu Memorie A4 b7Marius DavidNo ratings yet
- StairDocument44 pagesStairAtul BhagwatNo ratings yet
- OJT AppDocument3 pagesOJT AppSaaddudin PaunteNo ratings yet
- 2 bản - 2 mặt - LỚP 7 - ĐỀ CƯƠNG GIỮA HK2Document4 pages2 bản - 2 mặt - LỚP 7 - ĐỀ CƯƠNG GIỮA HK2Trà GiangNo ratings yet
- Dept TixDocument2 pagesDept TixRicky TanNo ratings yet
- Deed of Absolute SaleDocument1 pageDeed of Absolute SaleNelcy BonifacioNo ratings yet
- Delaware Water Gap National Recreation Area RegulationsDocument23 pagesDelaware Water Gap National Recreation Area RegulationsAnonymous arnc2g2NNo ratings yet
- Autel Maxiscan ms509 User Manual 140823234539 Phpapp02Document73 pagesAutel Maxiscan ms509 User Manual 140823234539 Phpapp02Ricardo AuriemmaNo ratings yet
- SD 6-19-513 Rev3 Speed Tables For One Way Traffic With Pedestrian CrossingDocument1 pageSD 6-19-513 Rev3 Speed Tables For One Way Traffic With Pedestrian CrossingwasimNo ratings yet
- Experienced Railway Signalling EngineerDocument2 pagesExperienced Railway Signalling Engineerm sherNo ratings yet
- Ankit Kharbanda BrochureDocument24 pagesAnkit Kharbanda BrochureGauravkumar NeralkatteNo ratings yet
- Block 1 IBO 4 Unit 3Document12 pagesBlock 1 IBO 4 Unit 3diablolcNo ratings yet
- Ford Focus MK2 Headlight Switch Wiring DiagramDocument1 pageFord Focus MK2 Headlight Switch Wiring DiagramAdam TNo ratings yet
- 6 Development ControlDocument96 pages6 Development ControlChun Ming Boo100% (1)
- Energisation of Q50 Relay for Traction and BrakingDocument2 pagesEnergisation of Q50 Relay for Traction and BrakingCTLC SURNo ratings yet
- Geotechnical Grouting Highway Pavement StabilizationDocument45 pagesGeotechnical Grouting Highway Pavement StabilizationNikola GlisicNo ratings yet
- Healthway Branches & Consultation HoursDocument12 pagesHealthway Branches & Consultation Hours7761430No ratings yet
- If The Ledge of 3 MTR Is Maintained On Galhar Side, The Ledge Available On Dul Side Is ZeroDocument75 pagesIf The Ledge of 3 MTR Is Maintained On Galhar Side, The Ledge Available On Dul Side Is ZeroAaron WilsonNo ratings yet
- Automatic Emergency Brake System GuideDocument19 pagesAutomatic Emergency Brake System GuideKrysalisNo ratings yet
- PSSR exam questions and answersDocument12 pagesPSSR exam questions and answersKarthik AbishNo ratings yet