You might also like
- Iso 5458 2018Document53 pagesIso 5458 2018mag5are.com100% (1)
- Iso 24817-2017 2Document11 pagesIso 24817-2017 2muzamilarshad31No ratings yet
- Design of Water Supply System-High Rise BLDGDocument108 pagesDesign of Water Supply System-High Rise BLDGcris bunagNo ratings yet
- Examples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsDocument44 pagesExamples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsNguyen Anh TuNo ratings yet
- Iso 3677 2016Document8 pagesIso 3677 2016sukanta420No ratings yet
- International Standard: Elastic Adhesives - Testing of Adhesively Bonded Joints - Bead Peel TestDocument6 pagesInternational Standard: Elastic Adhesives - Testing of Adhesively Bonded Joints - Bead Peel Testaltug deniz CantekinNo ratings yet
- Iso 17776-2000 PDFDocument8 pagesIso 17776-2000 PDFMorenoJo100% (1)
- ISO 10437 2003 (E) - Character PDFDocument11 pagesISO 10437 2003 (E) - Character PDFtsrinivasan5083No ratings yet
- 1 Iso - 19285 2017Document29 pages1 Iso - 19285 2017123100% (3)
- Iso 10282-2014Document16 pagesIso 10282-2014ifaNo ratings yet
- Iso 2560-2009 PDFDocument7 pagesIso 2560-2009 PDFfebby farizalNo ratings yet
- Iso 26866Document20 pagesIso 26866Josiel Felipe AlvesNo ratings yet
- Iso 16120 4 2017Document9 pagesIso 16120 4 2017Emmanuel Jiménez EcheverríaNo ratings yet
- Iso 1660 2017 en PDFDocument11 pagesIso 1660 2017 en PDFLeonardo MIRELESNo ratings yet
- ISO 17165-1 Hydraulic Hoses Dimensions 2007Document32 pagesISO 17165-1 Hydraulic Hoses Dimensions 2007larusi100% (1)
- Iso 527-4 PDFDocument14 pagesIso 527-4 PDFLeonardo RodriguezNo ratings yet
- Iso 14224-2016Document13 pagesIso 14224-2016remigiosenaNo ratings yet
- Iso 91 2017Document22 pagesIso 91 2017anitagissellatapiaNo ratings yet
- Iso 22300-2018Document43 pagesIso 22300-2018Linder Chavez Vargas100% (4)
- Iso 15797 2017Document11 pagesIso 15797 2017Tahir NizamNo ratings yet
- Four Bolt Unstiffened End PlateDocument7 pagesFour Bolt Unstiffened End PlateRnD2013No ratings yet
- ISO 23306 2020 (En)Document28 pagesISO 23306 2020 (En)SAMKUMARNo ratings yet
- ISO 8573 - Parte 2Document52 pagesISO 8573 - Parte 2caio vinicius da silva vieira100% (1)
- Iso 2408-2017Document60 pagesIso 2408-2017Ahmad Khreisat100% (1)
- Iso 26262-1Document44 pagesIso 26262-1chanti1348072100% (1)
- Estimating QuotientsDocument7 pagesEstimating Quotientssheila mae neri100% (1)
- International Standard: Road Vehicles - Functional Safety - Product Development at The System LevelDocument44 pagesInternational Standard: Road Vehicles - Functional Safety - Product Development at The System LevelNhat Han NguyenNo ratings yet
- Iso - 14692 4 2017Document8 pagesIso - 14692 4 2017Tafryan AgsanNo ratings yet
- Iso 19731-2017Document6 pagesIso 19731-2017Borja Arrizabalaga UriarteNo ratings yet
- Iso 14067-2018Document59 pagesIso 14067-2018SARA JABARNo ratings yet
- ISO - 16232 - 2018 Road Vehiclescleanliness of Components and SystemsDocument188 pagesISO - 16232 - 2018 Road Vehiclescleanliness of Components and SystemsFranciscoNo ratings yet
- Iso 22610Document34 pagesIso 22610Veronica GozdalskaNo ratings yet
- ISO 48-4 2018 (E) - Character PDF DocumentDocument5 pagesISO 48-4 2018 (E) - Character PDF Documentshafeeq nNo ratings yet
- Iso - 28598 1 2017Document7 pagesIso - 28598 1 2017Thanh Tâm NguyễnNo ratings yet
- Iso 10399 2017 en PDFDocument11 pagesIso 10399 2017 en PDFRadwan AjoNo ratings yet
- TCVN 105082014Document5 pagesTCVN 105082014tiến thử huỳnhNo ratings yet
- International StandardDocument16 pagesInternational StandardUdit Kumar SarkarNo ratings yet
- Iso 19596 2017Document11 pagesIso 19596 2017Ganesh BhusariNo ratings yet
- Iso 16396 2 2017Document9 pagesIso 16396 2 2017fNo ratings yet
- Iso 20654 2017Document9 pagesIso 20654 2017Wellington Silva GomesNo ratings yet
- Iso 1817-2011Document24 pagesIso 1817-2011sinanicikNo ratings yet
- ISO 21807 Water Activity-1Document12 pagesISO 21807 Water Activity-1Mohammed ElsenduonyNo ratings yet
- Iso 1833 4 2017Document8 pagesIso 1833 4 2017Doulat RamNo ratings yet
- Lightbox ISO 3668 2017Document9 pagesLightbox ISO 3668 2017Bin TuNo ratings yet
- Iso 28219 2017Document15 pagesIso 28219 2017Ganesh BhusariNo ratings yet
- Iso 16908 - Ut Kalinlik ÖlçümDocument13 pagesIso 16908 - Ut Kalinlik Ölçümfv8smsxx65No ratings yet
- Iso 663 2017Document9 pagesIso 663 2017jerrylimnardoNo ratings yet
- Iso 20299-1-2006Document8 pagesIso 20299-1-2006Tim MarvinNo ratings yet
- Iso 16112 2017Document12 pagesIso 16112 2017Thanhluan NguyenNo ratings yet
- Iso 16112 2017Document12 pagesIso 16112 2017Thanhluan NguyenNo ratings yet
- ISO10675Document5 pagesISO10675bianshuaishuai90No ratings yet
- Iso 2896 - 2001 eDocument16 pagesIso 2896 - 2001 ehappyhandslearningcenter2023No ratings yet
- Iso 21457-2010Document7 pagesIso 21457-2010empireamsyarNo ratings yet
- Previews 1999219 PreDocument7 pagesPreviews 1999219 PreDesta Bayu AENo ratings yet
- PDF Iso 2408 2017 PDF - CompressDocument61 pagesPDF Iso 2408 2017 PDF - CompressBoucennaNo ratings yet
- Iso 3600 - 2015 - 07 - 15Document16 pagesIso 3600 - 2015 - 07 - 15Hakan Tahir ÇokalNo ratings yet
- Iso 8528-1-2018 2Document6 pagesIso 8528-1-2018 2ParinyaNo ratings yet
- ISO 11138 2 1994 Indicadores BiologicosDocument9 pagesISO 11138 2 1994 Indicadores BiologicosXiomara Stefany Chacaltana UribeNo ratings yet
- Iso 16999 2003 PDFDocument9 pagesIso 16999 2003 PDFkulin_banNo ratings yet
- Technical Specification: Iso/Ts 3669-2Document12 pagesTechnical Specification: Iso/Ts 3669-2Willem PentzNo ratings yet
- ISO 4027 - 2003 - Hexagon Socket Set Screws With Cone PointDocument10 pagesISO 4027 - 2003 - Hexagon Socket Set Screws With Cone PointEduardo SantosNo ratings yet
- Iso 13715 2017Document12 pagesIso 13715 2017t.goncalvesNo ratings yet
- Iso 2930 2017Document9 pagesIso 2930 2017JuanNo ratings yet
- Ec tech report architectural and decorative coatings: Water-based and sustainableFrom EverandEc tech report architectural and decorative coatings: Water-based and sustainableVincentz Network GmbH & Co KGNo ratings yet
- Magnetophoresis and Electromagnetophoresis of Microparticles in LiquidsDocument7 pagesMagnetophoresis and Electromagnetophoresis of Microparticles in Liquids3issazakaNo ratings yet
- Assignment 1Document2 pagesAssignment 1Alif Bukhari Imran NaimNo ratings yet
- JVM InternalsDocument55 pagesJVM InternalsAmol ChikhalkarNo ratings yet
- W.R. Klemm (Auth.) - Atoms of Mind - The - Ghost in The Machine - Materializes-Springer Netherlands (2011)Document371 pagesW.R. Klemm (Auth.) - Atoms of Mind - The - Ghost in The Machine - Materializes-Springer Netherlands (2011)El equipo de Genesis ProjectNo ratings yet
- Agfa CR 10XDocument4 pagesAgfa CR 10Xwisateru Inti niagaNo ratings yet
- DLP Mathematics 6 q1 w6Document5 pagesDLP Mathematics 6 q1 w6Kathlyn PerezNo ratings yet
- OcrDocument16 pagesOcrBeena JaiswalNo ratings yet
- Case StudyDocument4 pagesCase Studyadil rangoonNo ratings yet
- Calculus 1: CONTINUITYDocument56 pagesCalculus 1: CONTINUITYMa Lorraine PerezNo ratings yet
- FP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFDocument4 pagesFP - ES - 28 - Rindu Grahabhakti Intani - PERMEABLE ENTRY CHARACTERIZATION AT DARAJAT FIELD, WEST JAVA PDFrindu_intaniNo ratings yet
- 100 TOP Real Time Objective C Multiple Choice Questions and Answers PDF DownloadDocument22 pages100 TOP Real Time Objective C Multiple Choice Questions and Answers PDF DownloadNayan BariNo ratings yet
- 1 s2.0 0304386X9190055Q MainDocument32 pages1 s2.0 0304386X9190055Q MainJordan Ulloa Bello100% (1)
- Data Download CMM366A-4G V1.0 enDocument16 pagesData Download CMM366A-4G V1.0 enSuramanNo ratings yet
- Oracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)Document188 pagesOracle Goldengate: Oracle Installation and Setup Guide 11 Release 2 (11.2.1.0.0)kashifmeoNo ratings yet
- Customer DemandDocument42 pagesCustomer Demandtulika_ajwaniNo ratings yet
- FST 3000Document4 pagesFST 3000ariksyaiful82No ratings yet
- 5-Canal Irrigation SystemDocument23 pages5-Canal Irrigation Systemwajid malikNo ratings yet
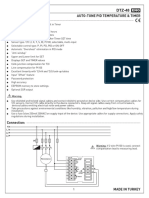
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20No ratings yet
- D4304-Syllabus-Neural Networks and Fuzzy SystemsDocument1 pageD4304-Syllabus-Neural Networks and Fuzzy Systemsshankar15050% (1)
- Comptector & Chiller (Cdu) Controller (Fx32C Series) : Precaution For UseDocument5 pagesComptector & Chiller (Cdu) Controller (Fx32C Series) : Precaution For UseFcma0903100% (1)
- Design and Development of An Additive Manufactured Component by Topology OptimisationDocument6 pagesDesign and Development of An Additive Manufactured Component by Topology OptimisationJon SnowNo ratings yet
- SpiralDocument47 pagesSpiralEr. Vicky MakawanaNo ratings yet
- Baulkham Hills 2012 2U Prelim Yearly & SolutionsDocument11 pagesBaulkham Hills 2012 2U Prelim Yearly & SolutionsYe ZhangNo ratings yet
- 8 Coil PWM Drivers PDFDocument4 pages8 Coil PWM Drivers PDFDuzng Hoang TriNo ratings yet
- List of Knapsack Problems: 2 Multiple ConstraintsDocument3 pagesList of Knapsack Problems: 2 Multiple ConstraintssaiNo ratings yet
- AWK - WikipediaDocument1 pageAWK - WikipediachassisdNo ratings yet