»». With ick seeaee of automation
Optimized performance, precision, universality,
and operational convenience i
‘The BFT 110 and BFT 130 Boring, Driling and Milling Machines are highly automated
boring mills from the successful UNION production series well known to ambitions,
‘customers. Constantly developed for years, these machines are featuring extraordi-
nary productivity
Performance, precision and economy have been optimized.
‘The machines are equipped with a firmly integrated facing head that s ready for cirect
application.
Rational circular form milling is feasible by continuous-path control and by separate,
infinitely variable feed drives.
Technical Advantages
«= Infinitely variable main drive for boring spindle and facing head
= High driving power
= Wide speed range
1 Infinitely variable feeds in all 6 axes X, Y, Z, W, B, U
‘= Automatic locking and self-acting lubrication
= Precision guides with matching slides:
hardened steel on sliding material EGM
«= Nitrided, axially adjustable boring spindle and
firmly integrated facing head with radially
adjustable facing slide
= Backlash-iree table centring to enable
high-precision table positioning of
4.x 90° £2 angular seconds
vu
bm
width ofbacklash
Py doviation of position
, positioning variation
P_ in stability in positioning
200mm
= Main bearing system equipped with
double-row precision antitiction bea-
rings and circulation lubrication Facii-
ties for attaching an oil cooling system
‘= Programmable machine data that can
be controlled from the control pendant
= TNC 155 Manual Input Control System
with circular milling option for machining
programs
1» Floppy disk unit to store machining pro-
grams
The acceptance test of the machine, accu-
racy and limits of accuracy required are in
compliance with TGL32716. Precision and.
Performance tests are performed on the
test workpiece by the machining methods
of driling and milling,
Performance - Precision -_Economy in Operation
Torque/Power
A = Facing head — torque
BET 110 Mpa, 3,400 Nm
BFT 130 Mra, 5,300 Nm
B = Boring spindle torque
BFT 110 Myax 2,500 Nm
BFT 130 Mpg, 3,150 Nm
riving power
BFT 110. Phas 30 KW
BET 130 Pr 45 KW
ILIV = Speed range
BET 110 Max 1,250 rpm,
BFT 130 Mpg, 1,000 rpm.
iW] New
i
20
| 2000!
kw) Nop
BFT 110
160.315 630 1250 min”
BFT 130
$0} soo
25| 2500}
128) 1250)
| 630
Se
345 63 125 250 500 1000 mi
BFT 110
BFT 130
Table Sizes Selection
Clamping Areas
art i190 1.250% 1,400 | 1,400 x 1,600 6,300
8FT 130 1,400 1,600 1,800 x 2,000 8,000
x Y Fa
‘Traverses Selection Table~ Spindle head Table —longitudinal with clamping areas
X,Y,Z transverse vertical 1,250 x 1,400 | 1,400x 1,600 | 1,800 x 2,000
mm mm mm mm
BFT110 1,985, 1,270 41,260 4,260,
without boring stay 1,620 1,960 1,960
BFT110 4,985 1,270
with boring stay 1,620
41,490 1,490!)
BFT 190 2,235 4,620 4,205 1,095%)
without boring stay 2,785 2,020 2,455 2,345)
2,520
BFT 190 2,235 41,620 1,925
with boring stay 2,785 2,020
2,820
B 7
Table positioning | With styles equipped with coolant attach-
Table rotation ment
460 mm,
.070 mm,
320 mm,
360°, 4x 90° 2"
360°, 4 x 90° 2"
Table— Longitudinal adjustment
Table — Transverse adjustment
Central slideways designed as narrow
guides.
Workpieces, the centre of gravity of which
Js outside the bedways, can be also
machined along with high rigidity and accu-
racy to size, since the saddle is equipped
with lateral supports and rolling guides.
‘The supports are running with adjustable
rollers on hardened and ground rails.
Manual Data Input
Contouring
Control . .
integrated into
control pendant...
with electronic
hand wheel
type: TNC 155
from Heidenhain rac
Selection of control features
= Controlled axes: X, ¥, Zand W
= Linear and circular interpolation
= 12° graphic sereen
«= Input increment 0.001 mm or
(0.0001 inch
1» Programming in plain language dialogue
resp. in DIN/ISO code
1» Display of the actuall program
= Part program memory for
3100 blocks
1 Tool length and radius compensation
Operating modes:
manual,
positioning by MDI,
single-biock operation,
automatic operation,
programming (input or edit also during
machining)
‘Speed and feed override
Convenient subprogramming
Canned machining cycles for pecking,
tapping, slot miling, rectangular
and circular pocket miling,
mirror image, datum shift and rotation
of the co-ordinate system
= Parameter and polar co-ordinate
programming
‘= Tangential contour run-on and
run-off
‘= Automatic calculation of path intersec-
tions and rounding of comers
1 Settable zero offsets for all axes
‘= Data interface V 24 as per standard
RS 232-C
= Interference diagnosis for CNC,
measuring system and machine
Option
Floppy disk FE 401
BFT 110
BFT 130
Standard Accessories
Universal cutting toolholder
(mounted on facing slide)
‘Adjusting keys and aligning elements for
machine bed and lateral rails
Extras
Flange to extras with centring
BFT110 = Dh6 = 380mm
BFT 130 Bh = 440mm
for fastening @ supporting bearing or the
Vertical/Universal Milling Attachments.
‘This flange, which can be screwed on the
facing head guard, transmits occurring
Cutting forces directly to the spindle head
casing.
‘Supporting Bearing
Vertical Miling Attachment and
Universal Miling Attachment with
Toolholder ISO 50 Steep-Angle Taper
‘As to further extras, please see our special
catalogue on extras.
DS,
Boring Stay
To guide and support long boring bars and large sp
Hinged boring stay bearing
Basichole Boring stay bearing H6 160mm
Bore of the boring stay bushing carried in antifriction
bearings DH © 125mm
Sizing device for vertical adjustment, optionally:
Vernier with illuminated magnifier 0.1 mm
Optical Measuring Device FAE 0.01 mm
Rapid Traverse
Vertical and longitudinal 4,600 mm/min
Boring Stay Traverses BFT 110
Vertical 1,250, 1,600 mm
Longitudinalwithtablesizes 1,250x 1,400 1,490mm,
4,400 1,600 1,460, 1,490mm
Boring Stay Traverses BFT 130
Vertical 1,600, 2,000 mm
Longitudinalwithtablesizes 1,400 x 1,600 1,925 mm,
1800 x 2,000 1,695 mm.
BFT 110
BFT 130
Specifications BFT110 BFT130
D.C. main driving motor kw 30 45
Boring spindle speed, infinitely variable, fourranges rpm 6.3-1,250 5-1,000
Boring spindle diam, mm 110 130
Internal taper of boring spindle 'so50 Iso.s0
‘Speeds of facing head, infinitely variable, tworanges rom. 63-315 5-250
Diam. offacing head mm 700 785
Centring of facing head, 2 H6 mm 450 500
Tableclamping area mm 1,250 x 1,400 41,400 x 1,600
‘T-slots oftable Width/spacing/number 28/1607 28/160/9
Table clamping area mm 41,400 x 1,600 41,800 x 2,000
slots oftable Width/spacinginumbor 28/160/9 2B/160/11
Table loading (max. work weight) kg 6,300 8,000
Traverse Rates:
X Table, transverse mm 1,985 2,235, 2.785
Y Spindle head, vertical mm 1,270, 1,620 1,620, 2,020, 2,520
Z Table, longitudinal without boring stay mm 1,260, 1,960 4,205"), 2,455")
Z_ Table, longitudinal with boring stay mm. 1,490") 1,695"), 1,925")
W Boring spindle, axial mm 710 900
U Facing slide, radial mm 250 320
B Tablepositioning, 4 x 90° angular +2
seconds
Infinitely variable feeds for X,Y, 8 mm/min 5-2,500 5-2,500
Infinitely variable feeds for Z, W, U mm/min 2-2.500 2-2,500
Rapidtraverse rates mm/min upto 6,300 tupt0.5,000
Connected load kw 90 100
Netweight of machine kg 22,000-30,000 30,000-37,000
We reserve the righttoalter our *)Versions, p.4
products forimprovement.
|
UNION
Space Required Sizes inmm UNIONBFT 110/8FT 1390 “For styles with table size of 1,800 x 2,000 mm
Taare as Traverse
Machine x by bs z oj ok yYo| om | oh
ies ame | a0 | 250 | a0 Tar | A150 | tomo
a teso | 7400 ez 'so0 sero
1400 7.100 earns
1,205 1,095" 6,800 1,620 4,550 ae
arr | 220s | 150 | oom [208s 231s aso 220 aso. | SSE
aes so00 | 600 | 1925 1.9" zeso | 2520 | 54so | ebm)
mt
WMW-Export-import
\Volkseigener Aussenhandelsbetrieb der
Deutschen Demokratischen Republik
Chausseestrasse 111/112
DDR Berlin, 1040
\VEB Werkzeugmaschinentabrik
UNION Gera
Beltre des
\VEB Werkzeugmaschinenkombinat
“FRITZ HECKERT”
Strasse dos 25. Jahrestages der DOR 3
DDR— Gera, 6500
Telephone: 38 30
Gables: Unionwerke Gera
Telex: 058264 wema dd
058265 wema dd
Printesin GOR.
5 2era49 Ag os083eB 7259,
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Estudio Análisis Potencial de Riesgos Por Maquinaria y EquipoDocument108 pagesEstudio Análisis Potencial de Riesgos Por Maquinaria y EquipoPaola Esparragoza100% (2)
- NS en Iso 14122 2 2016Document24 pagesNS en Iso 14122 2 2016Paola EsparragozaNo ratings yet
- (Ex) Une-En Iso 14122-4 2017Document5 pages(Ex) Une-En Iso 14122-4 2017Paola EsparragozaNo ratings yet
- (Ex) Une-En Iso 14122-3 2017Document4 pages(Ex) Une-En Iso 14122-3 2017Paola Esparragoza0% (1)
- Dstu en Iso 14122-3 2016Document29 pagesDstu en Iso 14122-3 2016Paola EsparragozaNo ratings yet
- Requisitos Visto Bueno PC 2023Document3 pagesRequisitos Visto Bueno PC 2023Paola EsparragozaNo ratings yet
- 99-000-242 - FT 99-000-242Document1 page99-000-242 - FT 99-000-242Paola EsparragozaNo ratings yet
- SPT 5 ErgointroDocument3 pagesSPT 5 ErgointroPaola EsparragozaNo ratings yet
- 1 - 090302laseguridadesresponsabilidaddetodos 130710154635 Phpapp01Document1 page1 - 090302laseguridadesresponsabilidaddetodos 130710154635 Phpapp01Paola EsparragozaNo ratings yet
- Aceite para MOPDocument1 pageAceite para MOPPaola EsparragozaNo ratings yet
- Hoja de Seguridad Amercoat 65Document15 pagesHoja de Seguridad Amercoat 65Paola EsparragozaNo ratings yet
- 3008 3008 3008 Ed01-12 Es EsDocument353 pages3008 3008 3008 Ed01-12 Es EsPaola EsparragozaNo ratings yet
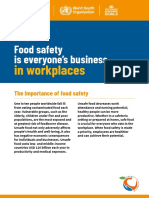
- Who Hep Nfs Afs 2022.5 EngDocument2 pagesWho Hep Nfs Afs 2022.5 EngPaola EsparragozaNo ratings yet
- ThinnerDocument1 pageThinnerPaola EsparragozaNo ratings yet
- 2021 12 HSE Newsletter 1Document2 pages2021 12 HSE Newsletter 1Paola EsparragozaNo ratings yet
- Matriz IdentificacionDocument26 pagesMatriz IdentificacionPaola EsparragozaNo ratings yet
- Air Compressor Lubricant XL 300: FeaturesDocument2 pagesAir Compressor Lubricant XL 300: FeaturesPaola EsparragozaNo ratings yet
- WHO MPX Gatherings 2022.1 SpaDocument2 pagesWHO MPX Gatherings 2022.1 SpaPaola EsparragozaNo ratings yet