You might also like
- Anadolu University: Lecture 3 - Dimensions, Tolerances and Surfaces Spring 2007Document56 pagesAnadolu University: Lecture 3 - Dimensions, Tolerances and Surfaces Spring 2007hiren_mistry55No ratings yet
- Lecture-3 Tolerances and SurfacesDocument56 pagesLecture-3 Tolerances and SurfacesAswaja313No ratings yet
- Tolerances Can Be Expressed in Several WaysDocument17 pagesTolerances Can Be Expressed in Several Waysajeng.saraswatiNo ratings yet
- Geometrical Tolerances (Form) : Spring 2005Document23 pagesGeometrical Tolerances (Form) : Spring 2005Mahesh JawaleNo ratings yet
- LIMITS AND TOLERANCES - Ver - 0.1Document13 pagesLIMITS AND TOLERANCES - Ver - 0.1Andile ButheleziNo ratings yet
- Assembly FitsDocument28 pagesAssembly FitsCraig DaughertyNo ratings yet
- IntroductionDocument24 pagesIntroductionVictor PirvulescuNo ratings yet
- Manufacturing TolerancesDocument13 pagesManufacturing TolerancesHarsh100% (1)
- Limits, Fits and TolerancesDocument81 pagesLimits, Fits and TolerancesSaYed RaDyNo ratings yet
- 3-Limits Fits and TolerancesDocument22 pages3-Limits Fits and TolerancesAbhay Sharma100% (1)
- ME-311 Machine Design - Lecture 3Document27 pagesME-311 Machine Design - Lecture 3Muhammad Zun Nooren BangashNo ratings yet
- WINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Document54 pagesWINSEM2022-23 MEE3502 ETH VL2022230500702 Reference Material I 11-01-2023 8 - TOLERANCE ANALYSIS 11-JAN 23Hariharan SNo ratings yet
- Appendix A - Tolerances For Impression DieDocument21 pagesAppendix A - Tolerances For Impression Diekkozak99No ratings yet
- Types of Fits: Engineering TolerancingDocument2 pagesTypes of Fits: Engineering TolerancingRandima GajanayakaNo ratings yet
- Fits and TolerancesDocument46 pagesFits and TolerancesAd Man GeTig100% (1)
- Start GD&TDocument81 pagesStart GD&TVijay Pawar100% (1)
- FALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingDocument22 pagesFALLSEM2019-20 MEE2001 ELA VL2019201005431 Reference Material II 12-Jul-2019 Conventional TolerancingNikhil VermaNo ratings yet
- Tolerancias de Forja Segun F.I.A.Document20 pagesTolerancias de Forja Segun F.I.A.Carlos EspinosaNo ratings yet
- MED-Unit-1-2 (1) (Autosaved)Document60 pagesMED-Unit-1-2 (1) (Autosaved)MITUL PATELNo ratings yet
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- Tolerance Stack Up-Lecture 3Document69 pagesTolerance Stack Up-Lecture 3deepakgr79No ratings yet
- Tolerances: ENDG105 Class 7.1Document43 pagesTolerances: ENDG105 Class 7.1nedunchiNo ratings yet
- Limits Fits and TolerancesDocument42 pagesLimits Fits and Tolerances544 vishwavijay PatilNo ratings yet
- LECTURE 2B Limits and Fits NewDocument17 pagesLECTURE 2B Limits and Fits Newmanishkrbarnwal13No ratings yet
- Limits and FitsDocument6 pagesLimits and Fitscamohunter71No ratings yet
- Product Specification Dimensioning and TolerancingDocument64 pagesProduct Specification Dimensioning and TolerancingilroscioNo ratings yet
- Fits and TolerencesDocument55 pagesFits and TolerencesRadu MartinNo ratings yet
- Chapter One: Fits and TolerancesDocument46 pagesChapter One: Fits and TolerancesAd Man GeTigNo ratings yet
- Chapter 1 (Fits and Tolerance)Document49 pagesChapter 1 (Fits and Tolerance)Hassan El-kholyNo ratings yet
- Limts&fitsDocument48 pagesLimts&fitsSa RaNo ratings yet
- MD Lecture 3 4 PDFDocument35 pagesMD Lecture 3 4 PDFDeekshaomarNo ratings yet
- 1 ToleranceDocument42 pages1 ToleranceDesalegn DgaNo ratings yet
- Linear TolerancesDocument7 pagesLinear Tolerancesbrpnaidu2157No ratings yet
- Tolerance AnalysisDocument0 pagesTolerance AnalysisKishore BhatNo ratings yet
- Limits Fits & ToleranceDocument30 pagesLimits Fits & ToleranceSrikanth SrikeeNo ratings yet
- Lecture Slides On Metrology and Inspection - PPTDocument30 pagesLecture Slides On Metrology and Inspection - PPTDeb PradhanNo ratings yet
- Limits Fits and TolerancesDocument62 pagesLimits Fits and TolerancesVikrant SinghNo ratings yet
- Fits&Tolerances SemI 0708Document32 pagesFits&Tolerances SemI 0708jaydeepsinhNo ratings yet
- Notes On Geometric Dimensioning and TolerancingDocument68 pagesNotes On Geometric Dimensioning and TolerancingVinod KumarNo ratings yet
- Limits Fits and TolerancesDocument29 pagesLimits Fits and TolerancesARS100% (2)
- Module 2 - LIMITS, FITS, AND TOLERANCESDocument40 pagesModule 2 - LIMITS, FITS, AND TOLERANCESonemillionsubinNo ratings yet
- NADCA StandardsDocument8 pagesNADCA StandardsmathiprakashNo ratings yet
- Metrology: BY A.Radha KrishnaDocument73 pagesMetrology: BY A.Radha KrishnaSai Radha KrishnaNo ratings yet
- Fits TolerancesDocument26 pagesFits TolerancesHardeep Singh BaliNo ratings yet
- Mechanical Limit, Tolerance & FitsDocument104 pagesMechanical Limit, Tolerance & FitssrinivasNo ratings yet
- UNIT1 - Design of GaugesDocument41 pagesUNIT1 - Design of Gaugesraghav maske100% (1)
- Metrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingDocument20 pagesMetrology & Mech. Measurement Ch. 02 System of Limits, Fits, Tolerance and GaugingAjij MujawarNo ratings yet
- Fundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, IndianDocument35 pagesFundamentals of Limits and Fits: Notes Prepared by Dr. Suhas S. Joshi, Department of Mechanical Engineering, Indianyair Enrique Romero OspinoNo ratings yet
- Ch-24 Limit, Tolerance & FitsDocument104 pagesCh-24 Limit, Tolerance & FitsK Pavan KumarNo ratings yet
- GD&TDocument26 pagesGD&TUsman ansarNo ratings yet
- Limits&TolerancesDocument7 pagesLimits&Tolerancessekar507No ratings yet
- Limits and Fits HandoutDocument6 pagesLimits and Fits HandoutdrthuhanNo ratings yet
- E Contents of Mechanical Engg DrawingDocument94 pagesE Contents of Mechanical Engg DrawingWasiv kiramNo ratings yet
- ToleranceDocument21 pagesTolerancemonikeshNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- A Classification System to Describe Workpieces: DefinitionsFrom EverandA Classification System to Describe Workpieces: DefinitionsW. R. MacconnellNo ratings yet
- SolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)From EverandSolidWorks 2015 Learn by doing-Part 3 (DimXpert and Rendering)Rating: 4.5 out of 5 stars4.5/5 (5)
- Preemptive Goal ProgrammingDocument9 pagesPreemptive Goal Programmingajeng.saraswatiNo ratings yet
- Ortho First Angle Ex 9Document3 pagesOrtho First Angle Ex 9ajeng.saraswati0% (1)
- Ortho First Angle Ex 9Document3 pagesOrtho First Angle Ex 9ajeng.saraswati0% (1)
- Goal ProgrammingDocument7 pagesGoal Programmingajeng.saraswatiNo ratings yet
- An Advertisement Example: - The Penalties Are Estimated To Be As FollowsDocument8 pagesAn Advertisement Example: - The Penalties Are Estimated To Be As Followsajeng.saraswatiNo ratings yet
- Ortho Notes First AngleDocument4 pagesOrtho Notes First Angleajeng.saraswatiNo ratings yet
- Ortho First Angle Ex 9Document3 pagesOrtho First Angle Ex 9ajeng.saraswati0% (1)
- 25.3 Failure and Risk Assessment: Consequence / Unit Time Events / Unit Time Consequence / EventDocument5 pages25.3 Failure and Risk Assessment: Consequence / Unit Time Events / Unit Time Consequence / Eventajeng.saraswatiNo ratings yet
- Ortho First Angle Ex 9Document3 pagesOrtho First Angle Ex 9ajeng.saraswati0% (1)
- Ortho Notes First AngleDocument4 pagesOrtho Notes First Angleajeng.saraswatiNo ratings yet
- 25.2 Failure Awareness: System Outage Stats (%) Hardware Software Operations EnvironmentDocument5 pages25.2 Failure Awareness: System Outage Stats (%) Hardware Software Operations Environmentajeng.saraswatiNo ratings yet
- Orthographic r1Document9 pagesOrthographic r1ajeng.saraswatiNo ratings yet
- 25 Failure Confinement: Nov. 2020 - Failures: Computational Breaches Slide 1Document5 pages25 Failure Confinement: Nov. 2020 - Failures: Computational Breaches Slide 1ajeng.saraswatiNo ratings yet
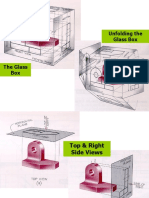
- Unfolding The Glass BoxDocument15 pagesUnfolding The Glass Boxajeng.saraswatiNo ratings yet
- A Corner or Point, Intersection of 3 Planes: VerticesDocument19 pagesA Corner or Point, Intersection of 3 Planes: Verticesajeng.saraswatiNo ratings yet
- Penyimpanan Barang Ke GudangDocument10 pagesPenyimpanan Barang Ke Gudangajeng.saraswatiNo ratings yet
- In Addition To Mechanical and Physical Properties, Other Factors That Determine The Performance of A Manufactured Product IncludeDocument5 pagesIn Addition To Mechanical and Physical Properties, Other Factors That Determine The Performance of A Manufactured Product Includeajeng.saraswatiNo ratings yet
- Contribution MarginDocument6 pagesContribution Marginajeng.saraswatiNo ratings yet
- Ce 1Document3 pagesCe 1ajeng.saraswatiNo ratings yet
- Material Requirements Planning (MRP) : ComputerDocument21 pagesMaterial Requirements Planning (MRP) : Computerajeng.saraswatiNo ratings yet
- CVP and Income Taxes: OI X (1-Tax Rate) NIDocument8 pagesCVP and Income Taxes: OI X (1-Tax Rate) NIajeng.saraswatiNo ratings yet
- KnewtonDocument4 pagesKnewtonajeng.saraswatiNo ratings yet
- Akuntansi Biaya Bahan: Transaksi Jurnal JumlahDocument3 pagesAkuntansi Biaya Bahan: Transaksi Jurnal Jumlahajeng.saraswatiNo ratings yet
- PerusallDocument5 pagesPerusallajeng.saraswatiNo ratings yet
- Openstax: Openstax, A Non-Profit Based Out of Rice University, Is Among The LeadersDocument3 pagesOpenstax: Openstax, A Non-Profit Based Out of Rice University, Is Among The Leadersajeng.saraswatiNo ratings yet
- Tee Square/ Drafting Machine: Drawing Instruments 4Document17 pagesTee Square/ Drafting Machine: Drawing Instruments 4ajeng.saraswatiNo ratings yet
- Technical Drawing Is The Language of Engineers and DesignersDocument5 pagesTechnical Drawing Is The Language of Engineers and Designersajeng.saraswatiNo ratings yet
- SyllabusDocument5 pagesSyllabusajeng.saraswatiNo ratings yet
- Efecto de Superdesintegrantes en La Disolución de Drogas CatiónicasDocument6 pagesEfecto de Superdesintegrantes en La Disolución de Drogas CatiónicascbcalderonNo ratings yet
- Ab 1486 Developer Interest ListDocument84 pagesAb 1486 Developer Interest ListPrajwal DSNo ratings yet
- 1491559890CL 0417 PDFDocument48 pages1491559890CL 0417 PDFCoolerAdsNo ratings yet
- Basic Details: Government Eprocurement SystemDocument4 pagesBasic Details: Government Eprocurement SystemNhai VijayawadaNo ratings yet
- 3D Archicad Training - Module 1Document3 pages3D Archicad Training - Module 1Brahmantia Iskandar MudaNo ratings yet
- Sop Urilyzer 100Document4 pagesSop Urilyzer 100misriyantiNo ratings yet
- VKC Group of Companies Industry ProfileDocument5 pagesVKC Group of Companies Industry ProfilePavithraPramodNo ratings yet
- Chapter 9 Audit SamplingDocument47 pagesChapter 9 Audit SamplingYenelyn Apistar CambarijanNo ratings yet
- Traffic Speed StudyDocument55 pagesTraffic Speed StudyAnika Tabassum SarkarNo ratings yet
- O-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisDocument11 pagesO-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisJose Angel Duarte MartinezNo ratings yet
- DMP 2021 TPJ SRDocument275 pagesDMP 2021 TPJ SRishu sNo ratings yet
- KL1508 KL1516: 8/16-Port Cat 5 High-Density Dual Rail LCD KVM SwitchDocument5 pagesKL1508 KL1516: 8/16-Port Cat 5 High-Density Dual Rail LCD KVM SwitchnisarahmedgfecNo ratings yet
- Dolby Atmos Specifications PDFDocument24 pagesDolby Atmos Specifications PDFVanya ValdovinosNo ratings yet
- Payment Systems Worldwide: Appendix Country-by-Country AnswersDocument306 pagesPayment Systems Worldwide: Appendix Country-by-Country Answersravinewatia27No ratings yet
- LG LCD TV 32lp1dc - Al-04ca Service ManualDocument47 pagesLG LCD TV 32lp1dc - Al-04ca Service ManualJavin GallardoNo ratings yet
- "Laughter Is Part of The Human Survival Kit. : David NathanDocument4 pages"Laughter Is Part of The Human Survival Kit. : David NathanTrang NhungNo ratings yet
- Statics: Vector Mechanics For EngineersDocument25 pagesStatics: Vector Mechanics For EngineersProkopyo BalagbagNo ratings yet
- Study For 33KV Sub-Marine Cable Crossings PDFDocument80 pagesStudy For 33KV Sub-Marine Cable Crossings PDFOGBONNAYA MARTINSNo ratings yet
- 2023 Reso-01Document3 pages2023 Reso-01John Mark Mercado JubelagNo ratings yet
- X606 PDFDocument1 pageX606 PDFDany OrioliNo ratings yet
- q2 Long Quiz 002 EntreDocument8 pagesq2 Long Quiz 002 EntreMonn Justine Sabido0% (1)
- Management and Entrepreneurship Important QuestionsDocument1 pageManagement and Entrepreneurship Important QuestionslambazNo ratings yet
- Helsingborg EngDocument8 pagesHelsingborg EngMassaCoNo ratings yet
- A2frc MetricDocument1 pageA2frc MetricSudar MyshaNo ratings yet
- 2 1 PDFDocument18 pages2 1 PDFالمهندسوليدالطويلNo ratings yet
- Price Action Trading Strategies - 6 Patterns That Work (Plus Free Video Tutorial)Document22 pagesPrice Action Trading Strategies - 6 Patterns That Work (Plus Free Video Tutorial)kalpesh kathar100% (1)
- Maths VIII FA4Document3 pagesMaths VIII FA4BGTM 1988No ratings yet
- Defination of ValuesDocument11 pagesDefination of ValuesDipannita GhoshNo ratings yet
- Non-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDocument2 pagesNon-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDiana ArredondoNo ratings yet
- Bid Evaluation Report Sample TemplateDocument2 pagesBid Evaluation Report Sample Templatemarie100% (8)