You might also like
- Injection Mold Tooling Standards Manual2019Document222 pagesInjection Mold Tooling Standards Manual2019Jean AlexNo ratings yet
- Abdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDocument14 pagesAbdulmalek, Rajgopal - 2007 - Analyzing The Benefits of Lean Manufacturing and Value Stream Mapping Via Simulation A Process Sector CaseDragan DragičevićNo ratings yet
- DIN EN ISO 12944-4 071998-EnDocument29 pagesDIN EN ISO 12944-4 071998-EnChristopher MendozaNo ratings yet
- Literature ReviewDocument7 pagesLiterature ReviewChikooNo ratings yet
- 508 5408 2 PB PDFDocument17 pages508 5408 2 PB PDFTeknik IndustriNo ratings yet
- Material HandlingDocument12 pagesMaterial Handlingseid negashNo ratings yet
- Research Article: Material Handling Equipment Selection Using Weighted Utility Additive TheoryDocument10 pagesResearch Article: Material Handling Equipment Selection Using Weighted Utility Additive TheoryDouglas Zanchettin DutraNo ratings yet
- Bba PM 4Document10 pagesBba PM 4jyoti.singhNo ratings yet
- Lean Implementation and Its Benefits To Production IndustryDocument13 pagesLean Implementation and Its Benefits To Production IndustryJunando HunterNo ratings yet
- Using Tacit Expert Knowledge To Support Shop-Floor Operators Through A Knowledge-Based Assistance SystemDocument37 pagesUsing Tacit Expert Knowledge To Support Shop-Floor Operators Through A Knowledge-Based Assistance SystemAyu Kartika PuspaNo ratings yet
- ArenaDocument8 pagesArenaHemanthNo ratings yet
- Case StudyDocument12 pagesCase StudySourav JaiswalNo ratings yet
- Bo 24437446Document10 pagesBo 24437446Kelvin SudaniNo ratings yet
- Material HandlingDocument10 pagesMaterial Handlingmerlin masterchiefNo ratings yet
- FmsDocument40 pagesFmsAbdul NazarNo ratings yet
- Trends and Perspectives in Flexible and Reconfigurable Manufacturing SystemsDocument24 pagesTrends and Perspectives in Flexible and Reconfigurable Manufacturing SystemsRadu ChisiuNo ratings yet
- Stateoftheart Analysis of The Usage and Potential of Automation in Logistics2020Industry 40 For SMEs Challenges Opportunities and RequirementsDocument20 pagesStateoftheart Analysis of The Usage and Potential of Automation in Logistics2020Industry 40 For SMEs Challenges Opportunities and RequirementsCarolina JaimesNo ratings yet
- Revised CH 5 Material Handling PDFDocument19 pagesRevised CH 5 Material Handling PDFTaha Bzizi100% (1)
- Value Stream Mapping: Literature Review and Implications For Indian IndustryDocument11 pagesValue Stream Mapping: Literature Review and Implications For Indian IndustryMohamed SafeerNo ratings yet
- Automated Material Handling SystemDocument6 pagesAutomated Material Handling SystemSuraj Prakash100% (1)
- Operations ResearchDocument35 pagesOperations ResearchFida Al HasanNo ratings yet
- La Evolucion Lean Six SigmaDocument18 pagesLa Evolucion Lean Six SigmaJuan Coasaca PortalNo ratings yet
- Kitting TrolleyDocument31 pagesKitting TrolleyShubham Jain100% (1)
- The Advantages of Just in Time (JIT) Supplies From A Supplier-A System Dynamics Simulation AnalysisDocument16 pagesThe Advantages of Just in Time (JIT) Supplies From A Supplier-A System Dynamics Simulation AnalysisXin YingNo ratings yet
- Material Handling NewDocument70 pagesMaterial Handling Newphilo minaNo ratings yet
- Decision Making With Analytical Hierarchy Process For Selection of Furnace For Foundry IndustryDocument8 pagesDecision Making With Analytical Hierarchy Process For Selection of Furnace For Foundry IndustryTJPRC PublicationsNo ratings yet
- 7 Material HandlingDocument11 pages7 Material HandlingTejaswini KotianNo ratings yet
- Chapter 1Document12 pagesChapter 1Priya dharshiniNo ratings yet
- Methodology On Investigating The Influences of Aut PDFDocument11 pagesMethodology On Investigating The Influences of Aut PDFabhishek ranjanNo ratings yet
- Methodology On Investigating The Influences of Aut PDFDocument11 pagesMethodology On Investigating The Influences of Aut PDFabhishek ranjanNo ratings yet
- Design and Optimization of Order Picking Systems An Integrated Procedureand Two Case StudiesDocument17 pagesDesign and Optimization of Order Picking Systems An Integrated Procedureand Two Case Studiespert pattameeNo ratings yet
- Fix IJPRDocument28 pagesFix IJPRRupali PatilNo ratings yet
- Impact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2Document18 pagesImpact of Just-In-Time Inventory Systems On OEM Suppliers: Imds 106,2newview111No ratings yet
- Role of Technological Dimensions of GSCM Practices - Manuscript FinalDocument40 pagesRole of Technological Dimensions of GSCM Practices - Manuscript Finalthqhospital pasrurNo ratings yet
- RESUME FACILITIES PLANNING MATERIAL HANDLINGDocument11 pagesRESUME FACILITIES PLANNING MATERIAL HANDLINGFathi RahmanNo ratings yet
- Lean Manufacturing Case 01Document13 pagesLean Manufacturing Case 01Astrid KumalaNo ratings yet
- Case Study 1Document4 pagesCase Study 1KokoriaNo ratings yet
- Flexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BDocument14 pagesFlexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BTJPRC PublicationsNo ratings yet
- 497 Cardeal e BittencourtDocument12 pages497 Cardeal e Bittencourtnatrix029No ratings yet
- A Decision Support System For Fuzzy Multi-Attribute Selection of Material Handling Equipments PDFDocument10 pagesA Decision Support System For Fuzzy Multi-Attribute Selection of Material Handling Equipments PDFprime SEONo ratings yet
- Introduction of Material HandlingDocument14 pagesIntroduction of Material HandlingsankasturkarNo ratings yet
- Design For Quality in Agile Manufacturing Environment Through Modified Orthogonal Array-Based ExperimentationDocument22 pagesDesign For Quality in Agile Manufacturing Environment Through Modified Orthogonal Array-Based ExperimentationRasgullah PhaniNo ratings yet
- Optimization of Scheduling of Automated Guided Vehicles in FMSDocument20 pagesOptimization of Scheduling of Automated Guided Vehicles in FMSitzgayaNo ratings yet
- Lean 4.0-GeraClaroDocument18 pagesLean 4.0-GeraClaroWilliam David Hernandez GaravitoNo ratings yet
- CostsrelationDocument26 pagesCostsrelationManprita BasumataryNo ratings yet
- Lean Agile PaperDocument23 pagesLean Agile Paperashish patelNo ratings yet
- DevelopmentofanautomatedmechanicalliftformaterialhandlingpurposesDocument11 pagesDevelopmentofanautomatedmechanicalliftformaterialhandlingpurposessadnesh58No ratings yet
- Management Science LettersDocument12 pagesManagement Science LettersRaka R RamadhianNo ratings yet
- Application of Value Streem Mapping - Dr. Farzad Tahriri-LibreDocument21 pagesApplication of Value Streem Mapping - Dr. Farzad Tahriri-LibrePankajatSIBMNo ratings yet
- Facility Layou DesignDocument6 pagesFacility Layou Designravishankar89No ratings yet
- Materials Handling & Productivity1Document14 pagesMaterials Handling & Productivity1Venugopal ShanmugamNo ratings yet
- The Moving, Packaging and Storing of Substances in Any FormDocument7 pagesThe Moving, Packaging and Storing of Substances in Any FormKanchan MishraNo ratings yet
- A Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsDocument24 pagesA Comparative Study of Multi-Criteria Decision-Making Approaches For Prioritising The Manufacturing SystemsBung RifandiNo ratings yet
- Materials Handling Case Study Analyzing Improvements' Impact on SatisfactionDocument12 pagesMaterials Handling Case Study Analyzing Improvements' Impact on Satisfactionsmartwebs100% (2)
- Minimizing Production Costs Through Material Handling AutomationDocument10 pagesMinimizing Production Costs Through Material Handling AutomationRekí Azura PratamaNo ratings yet
- New Approach For The Joint Optimization of The Design and Maintenance of Multi-Component Systems by Integration of Life Cycle CostsDocument12 pagesNew Approach For The Joint Optimization of The Design and Maintenance of Multi-Component Systems by Integration of Life Cycle CostssaifbenNo ratings yet
- 137 Introduction To Materials Handling Sidphartha Ray Edisi 1 2008Document150 pages137 Introduction To Materials Handling Sidphartha Ray Edisi 1 2008JyNo ratings yet
- The Role of Raw Material Management in Production OperationsDocument8 pagesThe Role of Raw Material Management in Production OperationsWilliam ScottNo ratings yet
- The Management of Additive Manufacturing: Enhancing Business ValueFrom EverandThe Management of Additive Manufacturing: Enhancing Business ValueNo ratings yet
- Strengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsFrom EverandStrengthening the Operational Pillar: The Building Blocks of World-Class Production Planning and Inventory Control SystemsNo ratings yet
- Optimal Control and Optimization of Stochastic Supply Chain SystemsFrom EverandOptimal Control and Optimization of Stochastic Supply Chain SystemsNo ratings yet
- COCLUDocument1 pageCOCLUAryan RathoreNo ratings yet
- Conclusion: Apparel Internship Report 2021Document1 pageConclusion: Apparel Internship Report 2021Aryan RathoreNo ratings yet
- Business Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Document5 pagesBusiness Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Aryan RathoreNo ratings yet
- Aryan - Polo TshirtDocument7 pagesAryan - Polo TshirtAryan Rathore100% (2)
- Business Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Document5 pagesBusiness Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Aryan RathoreNo ratings yet
- Business Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Document5 pagesBusiness Start Up Ideas By: (Aryan Rathore, Komal Priya, Divyansha)Aryan RathoreNo ratings yet
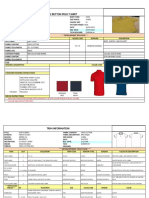
- STYLE #FE19F-WWAN-TOP WVN-AA-3804: Woven Vendor Sourced Body, Sleeve, Collar Band, Cuff 100% PolyesterDocument7 pagesSTYLE #FE19F-WWAN-TOP WVN-AA-3804: Woven Vendor Sourced Body, Sleeve, Collar Band, Cuff 100% PolyesterAryan RathoreNo ratings yet
- Entrepreneurship IdeasDocument3 pagesEntrepreneurship IdeasAryan RathoreNo ratings yet
- Details of GE - Mandatory & OptionalDocument1 pageDetails of GE - Mandatory & OptionalAryan RathoreNo ratings yet
- COCLUDocument1 pageCOCLUAryan RathoreNo ratings yet
- Declaration SaurabhDocument1 pageDeclaration SaurabhAryan RathoreNo ratings yet
- Handloom Weaving in BiharDocument22 pagesHandloom Weaving in BiharAryan RathoreNo ratings yet
- Spreading and Cutting Room Study AppendixDocument7 pagesSpreading and Cutting Room Study AppendixAryan RathoreNo ratings yet
- National Institute of Fashion Technology, Patna: UNDERTAKING FORM Parent/Guardian and StudentDocument1 pageNational Institute of Fashion Technology, Patna: UNDERTAKING FORM Parent/Guardian and StudentAryan RathoreNo ratings yet
- Ges Subjects For The Session August-December 2021.: Gem/Geo Subject Name Faculty Offered For Sem RemarksDocument1 pageGes Subjects For The Session August-December 2021.: Gem/Geo Subject Name Faculty Offered For Sem RemarksAryan RathoreNo ratings yet
- Human Detection & PositionDocument25 pagesHuman Detection & PositionAryan RathoreNo ratings yet
- Molecular Diagnostics: Report Status - Final Test Name Result Biological Ref. Interval UnitDocument2 pagesMolecular Diagnostics: Report Status - Final Test Name Result Biological Ref. Interval UnitAryan RathoreNo ratings yet
- AccpwcDocument1 pageAccpwcAryan RathoreNo ratings yet
- Raymond Group Corporate ProfileDocument117 pagesRaymond Group Corporate ProfileAryan RathoreNo ratings yet
- WhatsApp Chat With Pwc-Renu 3 BHK OwnerDocument1 pageWhatsApp Chat With Pwc-Renu 3 BHK OwnerAryan RathoreNo ratings yet
- MAY21 - BillDesk Payment GatewayDocument1 pageMAY21 - BillDesk Payment GatewayAryan RathoreNo ratings yet
- ARTISAN AWARENESS WORKSHOP INSIGHTSDocument30 pagesARTISAN AWARENESS WORKSHOP INSIGHTSAryan RathoreNo ratings yet
- Eco AnsDocument4 pagesEco AnsAryan RathoreNo ratings yet
- Date Sheet DFT Jan-June 2021Document2 pagesDate Sheet DFT Jan-June 2021Aryan RathoreNo ratings yet
- A Ryan Rathore K Omal Priya Akanksha KumariDocument1 pageA Ryan Rathore K Omal Priya Akanksha KumariAryan RathoreNo ratings yet
- Payment Successful '199.00: Quick PayDocument1 pagePayment Successful '199.00: Quick PayAryan RathoreNo ratings yet
- Payment Successful '199.00: Quick PayDocument1 pagePayment Successful '199.00: Quick PayAryan RathoreNo ratings yet
- Payment Successful '125.00: Quick PayDocument1 pagePayment Successful '125.00: Quick PayAryan RathoreNo ratings yet
- Ikea Marketing Mix (China Vs India) : Submitted To Ms - Archana Shefali KongariDocument2 pagesIkea Marketing Mix (China Vs India) : Submitted To Ms - Archana Shefali KongariAryan RathoreNo ratings yet
- Experimental Investigation of Natural Fiber-Reinforced Polymer NanocompositesDocument12 pagesExperimental Investigation of Natural Fiber-Reinforced Polymer NanocompositesSailada GirishNo ratings yet
- Epoxy Joint Filler: Epoxy Joint Filler For Saw Cut Expansion Joints 100% Solids Zero (0) VOC Epoxy ResinDocument4 pagesEpoxy Joint Filler: Epoxy Joint Filler For Saw Cut Expansion Joints 100% Solids Zero (0) VOC Epoxy ResinDharmendra DubeyNo ratings yet
- Study On Heat Affected Zone Softening in ResistanceDocument11 pagesStudy On Heat Affected Zone Softening in Resistanceswati kumariNo ratings yet
- ASTM D4414 - Measur. Wet Film Thickness by GagesDocument3 pagesASTM D4414 - Measur. Wet Film Thickness by GagesMarlon Villarreal100% (1)
- Pre Feasibility Report For: Itagi & Diggaon Villages, Chittapur Taluk, Kalaburagi District, KarnatakaDocument37 pagesPre Feasibility Report For: Itagi & Diggaon Villages, Chittapur Taluk, Kalaburagi District, Karnatakabinamarga seksi2bontang100% (1)
- B-12-02961 - KMT - Ugm13 - en - LR - BitsDocument182 pagesB-12-02961 - KMT - Ugm13 - en - LR - BitsEdi FiebichNo ratings yet
- 1000W Dual Drive Sheet Metal LaserDocument3 pages1000W Dual Drive Sheet Metal LaserAbayNo ratings yet
- Unit-3 SyntheticsDocument10 pagesUnit-3 SyntheticsumidgrtNo ratings yet
- Kefid 400-500TPH LayoutDocument1 pageKefid 400-500TPH LayoutJohn LeonneNo ratings yet
- Benefits of Using Rice Husk Ash in Concrete ConstructionDocument2 pagesBenefits of Using Rice Husk Ash in Concrete ConstructionAbiodun AmusatNo ratings yet
- Sheila Landry Designs: SLDK167 Slotted Fretwork Victorian OrnamentsDocument5 pagesSheila Landry Designs: SLDK167 Slotted Fretwork Victorian OrnamentsBob JonesNo ratings yet
- Design and Analysis of Pressure Die Casting For Door HandleDocument6 pagesDesign and Analysis of Pressure Die Casting For Door HandleEditor IJTSRDNo ratings yet
- Water Solutions: Unitank - Wastewater TreatmentDocument2 pagesWater Solutions: Unitank - Wastewater TreatmentPhạm LinhNo ratings yet
- Nammaaaa 000031Document147 pagesNammaaaa 000031mohammad qaruishNo ratings yet
- Catalogue AMF Standard Clamping ElementsDocument168 pagesCatalogue AMF Standard Clamping ElementsLang AwNo ratings yet
- Manufacture of Metallurgical CokeDocument9 pagesManufacture of Metallurgical CokeThomasNo ratings yet
- Industrial RevolutionDocument17 pagesIndustrial Revolutionmigsalger04No ratings yet
- Use of Electrolytic Zinc Powder For Cementation of GoldDocument8 pagesUse of Electrolytic Zinc Powder For Cementation of GoldArief RHNo ratings yet
- Industrial Automation NotesDocument52 pagesIndustrial Automation NotesajxcommunityNo ratings yet
- Welded, Applied & Extruded Finned TubingDocument16 pagesWelded, Applied & Extruded Finned TubingFederico MoranNo ratings yet
- PeekayDocument8 pagesPeekayChef HouseNo ratings yet
- Essential Tools To Get Started in LeatherDocument36 pagesEssential Tools To Get Started in LeatherHallam DavisNo ratings yet
- Rohit Gorat MPRDocument19 pagesRohit Gorat MPRRavan bhoyeNo ratings yet
- MMS Unit 3 Hardening of SteelsDocument17 pagesMMS Unit 3 Hardening of SteelsPraveen KolukulaNo ratings yet
- The Benchmark in Plastics ProcessingDocument8 pagesThe Benchmark in Plastics ProcessingvenkithankamNo ratings yet
- ETA-19/0665 HIT-HY-200-R-V3-Rebar-TR069-100yearsDocument58 pagesETA-19/0665 HIT-HY-200-R-V3-Rebar-TR069-100yearsFranco CapelliNo ratings yet
- Bacclean DoorsDocument2 pagesBacclean DoorsPharmalat MantenimientoNo ratings yet
- Chipping and Filing Metal WorksDocument14 pagesChipping and Filing Metal WorksDumaquit Ara LouiseNo ratings yet