You might also like
- Gateway A2 Test 1BDocument3 pagesGateway A2 Test 1BNewteacher29100% (6)
- Filmwise and Dropwise ExperimentDocument33 pagesFilmwise and Dropwise ExperimentRizuan Hakim100% (1)
- Moisture control in grinding millsDocument19 pagesMoisture control in grinding millsMehmet CNo ratings yet
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Refractory failure at nose ring and cooling zoneDocument69 pagesRefractory failure at nose ring and cooling zonezementhead100% (3)
- Rotary Kiln - Refractory Lining InstallationDocument41 pagesRotary Kiln - Refractory Lining InstallationNael94% (16)
- Sat Psat Word GamesDocument166 pagesSat Psat Word Gamesapi-360773187No ratings yet
- Advantages and Disadvantages of Steam and Hot Water Heating SystemsDocument9 pagesAdvantages and Disadvantages of Steam and Hot Water Heating SystemsGhulamMustafa76No ratings yet
- Transformer insulation drying methodsDocument2 pagesTransformer insulation drying methodsamulya sNo ratings yet
- ThermodynamicProperties BOILER PDFDocument20 pagesThermodynamicProperties BOILER PDFDoDuyBacNo ratings yet
- Climatology 2Document8 pagesClimatology 2Vivek PuniNo ratings yet
- Cooling Methods For Power Semiconductor Devices: Po We Rguru.o RGDocument7 pagesCooling Methods For Power Semiconductor Devices: Po We Rguru.o RGjagaNo ratings yet
- Filmwise and Dropwise ExperimentDocument33 pagesFilmwise and Dropwise ExperimentValentinoDullSatin100% (2)
- Film Boiling Condensation ExperimentDocument17 pagesFilm Boiling Condensation ExperimentTengku AshrafNo ratings yet
- Experiment No. 7: Objective: Apparatus: ComponentsDocument5 pagesExperiment No. 7: Objective: Apparatus: ComponentsHannanNo ratings yet
- Blowdown Systems EG 9 - 2 PDFDocument4 pagesBlowdown Systems EG 9 - 2 PDFcvolkan1No ratings yet
- Cooling TowerDocument60 pagesCooling Towerkumar sandeep100% (1)
- Film & Dropwise Condensation UnitDocument16 pagesFilm & Dropwise Condensation UnitHafizszul FeyzulNo ratings yet
- Good Piping Practice Prevents Water Hammer in Steam SystemsDocument4 pagesGood Piping Practice Prevents Water Hammer in Steam SystemsShubham GautamNo ratings yet
- Thermal Maintenance of Sulphur TanksDocument18 pagesThermal Maintenance of Sulphur TanksmartinNo ratings yet
- Cooling Technology for ElectronicsDocument29 pagesCooling Technology for ElectronicsNikhil ShahNo ratings yet
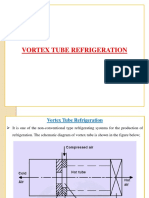
- Vortex Tube Steam Jet RefrigerationDocument14 pagesVortex Tube Steam Jet RefrigerationDInesh KumarNo ratings yet
- Cooling Towers GuideDocument60 pagesCooling Towers GuideAndhreNo ratings yet
- Boost Boiler Efficiency & Steam System PerformanceDocument29 pagesBoost Boiler Efficiency & Steam System Performancemadan karkiNo ratings yet
- Cooling TowersDocument60 pagesCooling TowersMudassar NoreNo ratings yet
- Cooling TowersDocument60 pagesCooling TowersaffashNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Ornos, Janlyn Z. MEL 2 Assessment 1Document4 pagesOrnos, Janlyn Z. MEL 2 Assessment 1Janlyn OrnosNo ratings yet
- Cooling Towers PDFDocument60 pagesCooling Towers PDFRamakrishnaNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Deaerating Boiler FeedwaterDocument4 pagesDeaerating Boiler Feedwaterritesh sharmaNo ratings yet
- Steam Jet RefrigerationDocument6 pagesSteam Jet RefrigerationbbaytlNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
- How steam jet and thermoelectric refrigeration systems workDocument6 pagesHow steam jet and thermoelectric refrigeration systems workbbaytlNo ratings yet
- Refrigeration Sysy TypeDocument6 pagesRefrigeration Sysy TypebbaytlNo ratings yet
- Unit Iii Phase Change Heat Transfer & Heat Exchangers: Department of Mechanical Global Institute Oe Engg&TechDocument9 pagesUnit Iii Phase Change Heat Transfer & Heat Exchangers: Department of Mechanical Global Institute Oe Engg&TechMohanraj SubramaniNo ratings yet
- Cooling Tower 1Document69 pagesCooling Tower 1Hemchand MoreNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Industrial Plant Cooling EquipmentDocument15 pagesIndustrial Plant Cooling EquipmentkennnNo ratings yet
- Refrigeration Sysy TypeDocument6 pagesRefrigeration Sysy TypebbaytlNo ratings yet
- Refrigeration Sysy TypeDocument6 pagesRefrigeration Sysy TypebbaytlNo ratings yet
- Refrigeration Sysy TypeDocument6 pagesRefrigeration Sysy TypebbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration Systembbaytl100% (1)
- 1 Boilers MmsDocument35 pages1 Boilers MmsTahir MahmoodNo ratings yet
- Steam Jet Refrigeration: How it WorksDocument6 pagesSteam Jet Refrigeration: How it WorksbbaytlNo ratings yet
- Optimizing Hot Gas DefrostDocument9 pagesOptimizing Hot Gas DefrostHoàngViệtAnhNo ratings yet
- Steam jet refrigeration system explainedDocument6 pagesSteam jet refrigeration system explainedbbaytlNo ratings yet
- How steam jet refrigeration systems workDocument6 pagesHow steam jet refrigeration systems workbbaytlNo ratings yet
- New Microsoft Word DocumentDocument3 pagesNew Microsoft Word DocumentaliNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Steam jet refrigeration systemDocument7 pagesSteam jet refrigeration systembbaytlNo ratings yet
- Climate Wizard Technical ExplanationDocument7 pagesClimate Wizard Technical ExplanationGaurav Panditrao UdanshivNo ratings yet
- Superheaters and ReheaterDocument16 pagesSuperheaters and ReheaterBudi NortonNo ratings yet
- Steam jet refrigeration systemDocument6 pagesSteam jet refrigeration systembbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument7 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Steam Jet Refrigeration SystemDocument6 pagesSteam Jet Refrigeration SystembbaytlNo ratings yet
- Shopmillingmsme: Steam Jet Refrigeration SystemDocument7 pagesShopmillingmsme: Steam Jet Refrigeration SystembbaytlNo ratings yet
- Assignment # 2: Subject Submitted To Submitted by TopicDocument8 pagesAssignment # 2: Subject Submitted To Submitted by TopicSania SaeedNo ratings yet
- Steam jet refrigeration systemDocument7 pagesSteam jet refrigeration systembbaytlNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- How it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useFrom EverandHow it Works: Dealing in simple language with steam, electricity, light, heat, sound, hydraulics, optics, etc., and with their applications to apparatus in common useNo ratings yet
- Mortar, Refractory (High-Temperature, Air-Setting) : Standard Specification ForDocument4 pagesMortar, Refractory (High-Temperature, Air-Setting) : Standard Specification ForKhaled BOUALINo ratings yet
- Dry-Out and Heat-Up ProceduresDocument30 pagesDry-Out and Heat-Up ProceduresKhaled BOUALI100% (1)
- Enhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesDocument10 pagesEnhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesKhaled BOUALINo ratings yet
- Refractories in Cement ManufacturingDocument24 pagesRefractories in Cement ManufacturingNael91% (23)
- Brick, Insulating, High Temperature, Fire Clay: Standard Specification ForDocument3 pagesBrick, Insulating, High Temperature, Fire Clay: Standard Specification ForKhaled BOUALINo ratings yet
- Ahmed Ramadan Abdel-Aziem Abdel-Bary: 01064663055 01117611682 39. El-Zohoor ST, Beside Helwan University .Cairo - EgyptDocument8 pagesAhmed Ramadan Abdel-Aziem Abdel-Bary: 01064663055 01117611682 39. El-Zohoor ST, Beside Helwan University .Cairo - EgyptKhaled BOUALINo ratings yet
- Energy Efficiency in Alumina Refineries - Combining Hydrate Filtration With Alumina CalcinerDocument5 pagesEnergy Efficiency in Alumina Refineries - Combining Hydrate Filtration With Alumina CalcinerKhaled BOUALINo ratings yet
- Ahmed Ramadan Abdel-Aziem Abdel-Bary: 01064663055 01117611682 39. El-Zohoor ST, Beside Helwan University .Cairo - EgyptDocument8 pagesAhmed Ramadan Abdel-Aziem Abdel-Bary: 01064663055 01117611682 39. El-Zohoor ST, Beside Helwan University .Cairo - EgyptKhaled BOUALINo ratings yet
- Kiln Inlet Section Casting Procedure LafargeDocument8 pagesKiln Inlet Section Casting Procedure LafargeKhaled BOUALINo ratings yet
- Fractography of Ceramic and Metal FailureDocument415 pagesFractography of Ceramic and Metal FailureKhaled BOUALINo ratings yet
- Enhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesDocument10 pagesEnhanced Numerical Tool To Evaluate Steel Ladle Thermal LossesKhaled BOUALINo ratings yet
- Mortar, Refractory (High-Temperature, Air-Setting) : Standard Specification ForDocument4 pagesMortar, Refractory (High-Temperature, Air-Setting) : Standard Specification ForKhaled BOUALINo ratings yet
- Brick, Insulating, High Temperature, Fire Clay: Standard Specification ForDocument3 pagesBrick, Insulating, High Temperature, Fire Clay: Standard Specification ForKhaled BOUALINo ratings yet
- Energy Efficiency in Alumina Refineries - Combining Hydrate Filtration With Alumina CalcinerDocument5 pagesEnergy Efficiency in Alumina Refineries - Combining Hydrate Filtration With Alumina CalcinerKhaled BOUALINo ratings yet
- IRM2700 Curing and DryoutDocument8 pagesIRM2700 Curing and Dryoutmika cabelloNo ratings yet
- FIRE Compendium Series: Refractory Castable EngineeringDocument2 pagesFIRE Compendium Series: Refractory Castable EngineeringKhaled BOUALINo ratings yet
- CAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptDocument50 pagesCAT-10-110-MikeMaholland-DougMcAulay EDITED JLH - OptKhaled BOUALINo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALINo ratings yet
- Damage of Monolithic Refractory Linings in Steel LadlesDocument20 pagesDamage of Monolithic Refractory Linings in Steel LadlesKhaled BOUALINo ratings yet
- g51 PH SuelosDocument3 pagesg51 PH SuelosErnesto BencosmeNo ratings yet
- Astm 7348-08-Loi Using TgaDocument7 pagesAstm 7348-08-Loi Using TgaNinit MiyuNo ratings yet
- g51 PH SuelosDocument3 pagesg51 PH SuelosErnesto BencosmeNo ratings yet
- IRM2700 Curing and DryoutDocument8 pagesIRM2700 Curing and Dryoutmika cabelloNo ratings yet
- Ultra High Temperature Materials 1Document800 pagesUltra High Temperature Materials 1Khaled BOUALINo ratings yet
- Thermal Conductivity of Refractory MaterialsDocument108 pagesThermal Conductivity of Refractory MaterialsKhaled BOUALINo ratings yet
- Suzhou Hanxin Machinery CatalogueDocument19 pagesSuzhou Hanxin Machinery CatalogueKhaled BOUALINo ratings yet
- Warehousing Functions and TypesDocument5 pagesWarehousing Functions and TypesporseenaNo ratings yet
- ED Review Test 4Document2 pagesED Review Test 4Huyen KimNo ratings yet
- CaffeineDocument2 pagesCaffeineSaini Malkeet100% (1)
- ADL Report "Attacking" Press TVDocument20 pagesADL Report "Attacking" Press TVGordon DuffNo ratings yet
- Multimedia ExerciseDocument1 pageMultimedia ExercisemskgghNo ratings yet
- IMU 25,26 Oct 2014 (Other) ResultDocument2,582 pagesIMU 25,26 Oct 2014 (Other) ResultMuhammadFarhanShakee100% (1)
- PDF Penstock Manual DLDocument160 pagesPDF Penstock Manual DLWilmer Fernando DuarteNo ratings yet
- Geography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksDocument13 pagesGeography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksTheo MolotoNo ratings yet
- Group No 5 - Ultratech - Jaypee 20th Sep-1Document23 pagesGroup No 5 - Ultratech - Jaypee 20th Sep-1Snehal100% (1)
- Research Project On Capital PunishmentDocument6 pagesResearch Project On Capital PunishmentNitwit NoddyNo ratings yet
- Distribution and Production of Rice in IndiaDocument6 pagesDistribution and Production of Rice in IndiaZehan SheikhNo ratings yet
- Biraogo vs. Philippine Truth CommissionDocument3 pagesBiraogo vs. Philippine Truth CommissionJulesMillanarNo ratings yet
- 9 Sinaq 8Document2 pages9 Sinaq 8Murad QuliyevNo ratings yet
- TheoryDocument34 pagesTheoryPrashant SahNo ratings yet
- Greetings To EveryoneDocument2 pagesGreetings To EveryoneLouella MedinaNo ratings yet
- StudenttextDocument29 pagesStudenttextapi-195130729No ratings yet
- Power2 Leading The Way in Two-Stage TurbochargingDocument4 pagesPower2 Leading The Way in Two-Stage TurbochargingМаксим АгеевNo ratings yet
- Detailed 200L Course OutlineDocument8 pagesDetailed 200L Course OutlineBoluwatife OloyedeNo ratings yet
- Placement Test: VocabularyDocument6 pagesPlacement Test: VocabularyRachel*No ratings yet
- Hatch-Slack PathwayDocument10 pagesHatch-Slack Pathwaychurail khanNo ratings yet
- Society of Radiographers - PDFDocument9 pagesSociety of Radiographers - PDFOsama AhmedNo ratings yet
- DR Horton Homeowners ManualDocument80 pagesDR Horton Homeowners ManualLynn RaisesNo ratings yet
- The Concept of Social Capital: A Critical Review: Sophie Ponthieux ( )Document23 pagesThe Concept of Social Capital: A Critical Review: Sophie Ponthieux ( )Ali Muhtarom LilikNo ratings yet
- 5187 0103Document141 pages5187 0103Aravind ArjunanNo ratings yet
- Current Openings: The Sirpur Paper Mills LTDDocument3 pagesCurrent Openings: The Sirpur Paper Mills LTDMano VardhanNo ratings yet
- Stigmatization of Feminism: Gender Studies As "Gender Ideology" in Right-Wing Populist Political Discourse in HungaryDocument55 pagesStigmatization of Feminism: Gender Studies As "Gender Ideology" in Right-Wing Populist Political Discourse in HungaryAnubhav SinghNo ratings yet
- MTSC QuestionsDocument8 pagesMTSC QuestionsAbhi RamNo ratings yet
- Business Studies Project: Made By: Rahil JainDocument29 pagesBusiness Studies Project: Made By: Rahil JainChirag KothariNo ratings yet