You might also like
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Published-FatiguelifeofmachinedcomponentsDocument21 pagesPublished-FatiguelifeofmachinedcomponentsGabriel MoreiraNo ratings yet
- Jan Jun-5Document14 pagesJan Jun-5sreeiitm09No ratings yet
- Simulationof Weldingfor Dissimilar Metalsusing ABAQUSDocument10 pagesSimulationof Weldingfor Dissimilar Metalsusing ABAQUSAlok SinghNo ratings yet
- Fabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Document5 pagesFabrication of Semi Automated Arc Welding Machine IJERTV6IS060286Prince SharmaNo ratings yet
- Friction Stir Welding Review of Al AlloysDocument16 pagesFriction Stir Welding Review of Al AlloysImdad JalaliNo ratings yet
- Effects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Document6 pagesEffects of Joint Geometries On Welding of Mild Steel by Shielded Metal Arc Welding (Smaw)Sudeep Kumar SinghNo ratings yet
- Investigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessDocument15 pagesInvestigating The Effect of Electrode Preheating in Novel Water-Cooled Advanced Submerged Arc Welding ProcessTEJENDRA SINGH SINGHALNo ratings yet
- Inconel 600Document14 pagesInconel 600ChockalingamNo ratings yet
- A Review On The State of Art in Wire Electric Discharge MachiningDocument18 pagesA Review On The State of Art in Wire Electric Discharge MachiningBarış TaktakNo ratings yet
- Optimization of The Resistance Spot Welding ProcesDocument11 pagesOptimization of The Resistance Spot Welding ProcesMohamed FathyNo ratings yet
- Optimization of Shielded Metal Arc Welding (SMAW) Process For Mild SteelDocument9 pagesOptimization of Shielded Metal Arc Welding (SMAW) Process For Mild Steelzaki amNo ratings yet
- Electrical Discharge Machining (EDM) : A Review: September 2016Document9 pagesElectrical Discharge Machining (EDM) : A Review: September 2016Mayank PatelNo ratings yet
- A Review On Different Optimization Techniques Used To Optimize The Process Parameters of Resistance Spot WeldingDocument9 pagesA Review On Different Optimization Techniques Used To Optimize The Process Parameters of Resistance Spot WeldingRam PrakashNo ratings yet
- Optimization of MIG Welding Parameters for Maximum Tensile StrengthDocument6 pagesOptimization of MIG Welding Parameters for Maximum Tensile StrengthMario Antonio Araya MorosoNo ratings yet
- A25 DissimilarMetalWeldsIJRRASDocument10 pagesA25 DissimilarMetalWeldsIJRRASTech WorldNo ratings yet
- Finite Element Analysis of Residual Stresses in Shield Metal Arc Welding of Ferritic Stainless Steel - A ReviewDocument4 pagesFinite Element Analysis of Residual Stresses in Shield Metal Arc Welding of Ferritic Stainless Steel - A ReviewEditor IJRITCCNo ratings yet
- Investigating The Effect of Smaw Parameters On The Hardness of Commercial Carbon Steel IJERTV12IS010023Document7 pagesInvestigating The Effect of Smaw Parameters On The Hardness of Commercial Carbon Steel IJERTV12IS010023santiago.corredorcoNo ratings yet
- Fracture Characterization of Threaded Rebar and Coupler ManufacturingDocument5 pagesFracture Characterization of Threaded Rebar and Coupler ManufacturingHotel Green DotNo ratings yet
- Alkahla 2017 IOP Conf. Ser. Mater. Sci. Eng. 244 012001Document9 pagesAlkahla 2017 IOP Conf. Ser. Mater. Sci. Eng. 244 012001Helfi AyuningsihNo ratings yet
- Design and Analysis of Connecting Tie Rod Assembly For Automotive ApplicationDocument7 pagesDesign and Analysis of Connecting Tie Rod Assembly For Automotive ApplicationvipimNo ratings yet
- Application of Taguchi Method For Resistance Spot Welding of Galvanized SteelDocument6 pagesApplication of Taguchi Method For Resistance Spot Welding of Galvanized Steelpradipta satrio wNo ratings yet
- The Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Document11 pagesThe Effect of Welding On Reliability of Mechanical Properties of AISI 1020 and AISI 6150 Steel Materials!Dalitso MwanzaNo ratings yet
- Effect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316Document11 pagesEffect of Laser Welding Process Parameters On Mechanical P Roperties of Stainless Steel-316kamal touilebNo ratings yet
- Natrayan 2018Document7 pagesNatrayan 2018Agastin RubanNo ratings yet
- ICSESD2017 Bankok Journal Paper PDFDocument13 pagesICSESD2017 Bankok Journal Paper PDFWeld TechNo ratings yet
- Tig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisDocument7 pagesTig Welding Process Parameters Optimization For Stainless Steel Materials Using Regression AnalysisNaveen KumarNo ratings yet
- Materials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDocument12 pagesMaterials Today: Proceedings: Khalique Ejaz Ahmed, B.M. Nagesh, B.S. Raju, D.N. DrakshayaniDavid SanchezNo ratings yet
- AnggeDocument28 pagesAnggeGizelle DueñasNo ratings yet
- Previous Paper - EditedDocument7 pagesPrevious Paper - EditedNaveen KumarNo ratings yet
- Influence of PMEDM On MRR and TWRDocument11 pagesInfluence of PMEDM On MRR and TWRdanikichlerNo ratings yet
- 10 1016@j Matpr 2020 02 382Document4 pages10 1016@j Matpr 2020 02 382Desalegn DgaNo ratings yet
- Jaser 31084Document12 pagesJaser 31084kshitijNo ratings yet
- CryoEDM COPEN8Document7 pagesCryoEDM COPEN8Ravi VaghelaNo ratings yet
- Effects of Electrode Heating in Electro Chemical Micro MachiningDocument5 pagesEffects of Electrode Heating in Electro Chemical Micro MachiningIJRASETPublicationsNo ratings yet
- Friction Stir Welding of Aluminum and SteelDocument7 pagesFriction Stir Welding of Aluminum and SteelEr Kruss ShahNo ratings yet
- Powerpoint Lectures MECH 213, 2005 EditionDocument22 pagesPowerpoint Lectures MECH 213, 2005 EditionSaturnus PlutoNo ratings yet
- Design and Manufacturing of Job Rotary Welding (SPM)Document4 pagesDesign and Manufacturing of Job Rotary Welding (SPM)Sanath KumarNo ratings yet
- Tensile Strength Analysis of Lap Welded Joint of Similar Plates With F.E.ADocument19 pagesTensile Strength Analysis of Lap Welded Joint of Similar Plates With F.E.AIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Fabrication of A Pneumatic Sheet Metal Cutting Machine: December 2017Document8 pagesFabrication of A Pneumatic Sheet Metal Cutting Machine: December 2017Raj virat RajNo ratings yet
- Investigation of Stresses in U-Shaped Metal Bellow Using EJMA StandardsDocument12 pagesInvestigation of Stresses in U-Shaped Metal Bellow Using EJMA StandardsMourad BenabderrahmaneNo ratings yet
- A Review Paper On Optimization of Shield PDFDocument8 pagesA Review Paper On Optimization of Shield PDFZen KingNo ratings yet
- Study HAZ SMAW Low Carbon SteelDocument7 pagesStudy HAZ SMAW Low Carbon SteelAnas IslamNo ratings yet
- Modeling and Optimization of Ultrasonic Welding Process For Low Density Polymer: A ReviewDocument4 pagesModeling and Optimization of Ultrasonic Welding Process For Low Density Polymer: A ReviewEditor IJRITCCNo ratings yet
- Experiment On Optimization of Robot Welding Process ParametersDocument4 pagesExperiment On Optimization of Robot Welding Process ParametersRaj SoniNo ratings yet
- Ultrasonic WeldingDocument29 pagesUltrasonic WeldingPapaNo ratings yet
- Paper Darabi 2003Document8 pagesPaper Darabi 2003Siddharth VibhuteNo ratings yet
- Assingment 2 MEC610Document14 pagesAssingment 2 MEC610MUHAMMAD NURUDIN IMAN GHANINo ratings yet
- Optimization of Submerged Arc WeldingDocument4 pagesOptimization of Submerged Arc WeldingricardoNo ratings yet
- MSF 1029 15Mei2021MF1Document10 pagesMSF 1029 15Mei2021MF1rheyneillborasNo ratings yet
- 278-285-Oucip191 IJETSRDocument8 pages278-285-Oucip191 IJETSRehabjawherNo ratings yet
- Investigation of Knuckle Joint and Its ImportanceDocument10 pagesInvestigation of Knuckle Joint and Its Importanceyash sanwareNo ratings yet
- Effects of Some Process Parameters On Weld Bead: A Brief InvestigationDocument8 pagesEffects of Some Process Parameters On Weld Bead: A Brief InvestigationkunjNo ratings yet
- Resistance_Spot_Welding_A_Review (1)Document17 pagesResistance_Spot_Welding_A_Review (1)kimtuan835958549964No ratings yet
- Welding Machine - Project ReportDocument62 pagesWelding Machine - Project ReportTanvi KhuranaNo ratings yet
- Static, Modal & Thermal Analysis of Engine Block: Mr. Rushikesh G. Kolhe Mr. Pratik V. KokateDocument6 pagesStatic, Modal & Thermal Analysis of Engine Block: Mr. Rushikesh G. Kolhe Mr. Pratik V. KokateBunny Goud PerumandlaNo ratings yet
- Optimization and Microstructure Analysis of CortenDocument8 pagesOptimization and Microstructure Analysis of CortenSREEJITH S NAIRNo ratings yet
- Failure Analysis of Buttress, Acme and Modified Square Threaded Mild Steel (Is2062) Tie RodsDocument7 pagesFailure Analysis of Buttress, Acme and Modified Square Threaded Mild Steel (Is2062) Tie RodsIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- Ijmet 07 05 010Document7 pagesIjmet 07 05 010hadi ebrahimfathNo ratings yet
- Analyzing The Effect of Parameters On SMAW ProcessDocument6 pagesAnalyzing The Effect of Parameters On SMAW ProcessRadinal Fernandez Simanjuntak100% (1)
- Shielded Metal Arc Welding NC I: Jenny's Avenue Ext., Pasig, Metro ManilaDocument4 pagesShielded Metal Arc Welding NC I: Jenny's Avenue Ext., Pasig, Metro Manilaryan4munarNo ratings yet
- A Beginners Guide To Flux Cored Arc WeldingDocument13 pagesA Beginners Guide To Flux Cored Arc WeldingEduardo Taguiam0% (1)
- 5406 Tenney Oven ManualDocument2 pages5406 Tenney Oven ManualTonyNo ratings yet
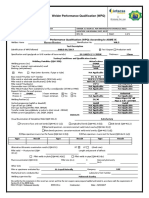
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- Welding Procedure Specifications for P91 Butt WeldsDocument6 pagesWelding Procedure Specifications for P91 Butt WeldssrinivasanNo ratings yet
- ISO - TC 44 - SC 3 - Welding ConsumablesDocument3 pagesISO - TC 44 - SC 3 - Welding ConsumablesNilesh MistryNo ratings yet
- 4G 2G 2F 3G UphillDocument2 pages4G 2G 2F 3G Uphillamit singhNo ratings yet
- ExHeat - HRF Flanged Industrial Immersion HeatersDocument2 pagesExHeat - HRF Flanged Industrial Immersion HeatersVictor PomboNo ratings yet
- Sample Questions & Practice Examination For D1.1Document21 pagesSample Questions & Practice Examination For D1.1Earl HarbertNo ratings yet
- Circulation Heaters 865893812Document13 pagesCirculation Heaters 865893812Latonya RossNo ratings yet
- Repair Welds: Mark/Locate Weld: DefectsDocument23 pagesRepair Welds: Mark/Locate Weld: DefectsJhultran KatipunanNo ratings yet
- Pune AutomotiveDocument8 pagesPune Automotivesurjitrajput8No ratings yet
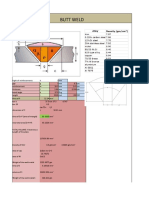
- Welding CalculationsDocument16 pagesWelding Calculationsmt92606222100% (2)
- Radiographic Film Interpretation GuideDocument220 pagesRadiographic Film Interpretation Guidejar_2100% (2)
- Form Wps Saw BlankDocument1 pageForm Wps Saw BlankHamid Taghipour ArmakiNo ratings yet
- CH 6 Weld JointDocument29 pagesCH 6 Weld JointIhsan Naufal RidhwanNo ratings yet
- LB-52 Lb-52u: Oh H Vu F Oh H VuDocument1 pageLB-52 Lb-52u: Oh H Vu F Oh H VuMohd Farid OsmanNo ratings yet
- Draft Wps Astm A 743 GR - Ca6nmDocument2 pagesDraft Wps Astm A 743 GR - Ca6nmIlham PaneNo ratings yet
- 1614326996093-Objective Questions On Welding & Non-Destructive Testing MRT-10Document8 pages1614326996093-Objective Questions On Welding & Non-Destructive Testing MRT-10AshishNo ratings yet
- LG Floor Standing Air Conditioner Owner's ManualDocument20 pagesLG Floor Standing Air Conditioner Owner's ManualbasaricaNo ratings yet
- Detailed Lesson Plan (Jor)Document6 pagesDetailed Lesson Plan (Jor)Pebbles ParedesNo ratings yet
- Muhammad Bilal: Contact DetailDocument4 pagesMuhammad Bilal: Contact DetailMuhammad BilalNo ratings yet
- TES-WELD-API - Welding of Pipelines and Facilities SpecificationDocument37 pagesTES-WELD-API - Welding of Pipelines and Facilities SpecificationFederico QuintanaNo ratings yet
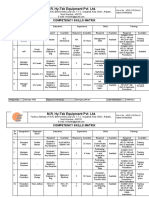
- MRH Competence Skill Matrix - To CheckDocument7 pagesMRH Competence Skill Matrix - To CheckParag WadekarNo ratings yet
- Welding Consumables Calculator Rev.01Document8 pagesWelding Consumables Calculator Rev.01Jithin DevadaruNo ratings yet
- Basic Heat Pump TheoryDocument25 pagesBasic Heat Pump TheoryFattihiEkhmalNo ratings yet
- 005-WPS For Carbon Steel (1.6-4.6MM) PDFDocument7 pages005-WPS For Carbon Steel (1.6-4.6MM) PDFKöksal Patan0% (1)
- Welding of Non-Code Special Equipment: NIOEC-SP-90-11Document8 pagesWelding of Non-Code Special Equipment: NIOEC-SP-90-11Mohammad AminiNo ratings yet
- Basics of Welding Certifications, Test Positions & ProcessesDocument3 pagesBasics of Welding Certifications, Test Positions & ProcessesSivaratnam NavatharanNo ratings yet
- 1556 RFA Manual TehnicDocument36 pages1556 RFA Manual Tehnicd403242No ratings yet