You might also like
- 15tooling by Design - Calculating Cutting and Drawing Forces - MetalForming MagazineDocument2 pages15tooling by Design - Calculating Cutting and Drawing Forces - MetalForming MagazineSIMONENo ratings yet
- Articles - Design For Manufacturing - Guidelines For Sheetmetal Fabrication - MetalForming MagazineDocument3 pagesArticles - Design For Manufacturing - Guidelines For Sheetmetal Fabrication - MetalForming MagazineSIMONENo ratings yet
- Tooling by Design - Progressive-Die Strip Analysis - Part 2 - MetalForming MagazineDocument2 pagesTooling by Design - Progressive-Die Strip Analysis - Part 2 - MetalForming MagazineSIMONENo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2From EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2No ratings yet
- Tooling by Design - Springback in High-Strength Steel Stampings - Compensation Is Not Commensurate With Experience - MetalForming MagazineDocument2 pagesTooling by Design - Springback in High-Strength Steel Stampings - Compensation Is Not Commensurate With Experience - MetalForming MagazineSIMONENo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- 2managing Horizontal Forces in Stamping Dies-Part 1 - MetalForming Magazine ArticleDocument6 pages2managing Horizontal Forces in Stamping Dies-Part 1 - MetalForming Magazine ArticleSIMONENo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- 22tooling by Design - Die-Setting Practices and Safety - Part 2 - MetalForming MagazineDocument2 pages22tooling by Design - Die-Setting Practices and Safety - Part 2 - MetalForming MagazineSIMONENo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
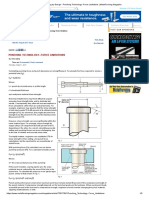
- Tooling by Design - Punching Technology - Force Limitations - MetalForming MagazineDocument3 pagesTooling by Design - Punching Technology - Force Limitations - MetalForming MagazineSIMONENo ratings yet
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!From Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!No ratings yet
- Tooling by Design - Shaving and Burnishing Guidelines - MetalForming MagazineDocument2 pagesTooling by Design - Shaving and Burnishing Guidelines - MetalForming MagazineSIMONENo ratings yet
- Ask The Stamping Expert - How Can We Form Holes Smaller Than The Material Thickness - The FabricatorDocument7 pagesAsk The Stamping Expert - How Can We Form Holes Smaller Than The Material Thickness - The FabricatorSIMONENo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Basics of Die and Press Tool AssemblyDocument6 pagesBasics of Die and Press Tool Assemblyshakthimuthu narayananNo ratings yet
- Press WorkDocument42 pagesPress WorkanilNo ratings yet
- Industrial Internship ReportDocument37 pagesIndustrial Internship ReportShubham AaskeNo ratings yet
- Module-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andDocument61 pagesModule-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andAnonymous vZBZ1IHhNo ratings yet
- Dished End Manufacturing For BeginnersDocument7 pagesDished End Manufacturing For Beginnersravi2007No ratings yet
- Buyer's Guide To Controlled Tolerance StampingsDocument12 pagesBuyer's Guide To Controlled Tolerance StampingsmattgrubbsNo ratings yet
- DV11PUB9 Study Guide PDFDocument5 pagesDV11PUB9 Study Guide PDFEnriqueGDNo ratings yet
- Tooling by Design - Pressuer Strippers Part 1Document2 pagesTooling by Design - Pressuer Strippers Part 1SIMONENo ratings yet
- Getting The Most From Your Cutting Punches - Part II - The FabricatorDocument6 pagesGetting The Most From Your Cutting Punches - Part II - The FabricatorSIMONENo ratings yet
- 11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineDocument2 pages11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineSIMONENo ratings yet
- 11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineDocument2 pages11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineSIMONENo ratings yet
- Deep DrawingDocument2 pagesDeep Drawingalexmonse2014No ratings yet
- Stamping Press - WikipediaDocument3 pagesStamping Press - Wikipediakirthi83No ratings yet
- Design Considerations With Powder MetallurgyDocument15 pagesDesign Considerations With Powder MetallurgyTagaytayan MaritesNo ratings yet
- Punch and DieDocument16 pagesPunch and DieNani DatrikaNo ratings yet
- Training at CaparoDocument36 pagesTraining at Caparopilaniabhupesh_81404No ratings yet
- Articles - Mechanical or Servo - Selecting The Right Option For In-Die Tapping - MetalForming MagazineDocument3 pagesArticles - Mechanical or Servo - Selecting The Right Option For In-Die Tapping - MetalForming MagazineNaukowyDrpNo ratings yet
- DV11PUB9 Study GuideDocument5 pagesDV11PUB9 Study Guider_saniosNo ratings yet
- Sheet Metal Stamping Dies & ProcessesDocument5 pagesSheet Metal Stamping Dies & ProcessesValentin CraciunNo ratings yet
- Design Analysis and Overview of Press Tool With Its Defects and RemediesDocument10 pagesDesign Analysis and Overview of Press Tool With Its Defects and Remediesh_eijy2743No ratings yet
- Sheet Metal Design HandbookDocument9 pagesSheet Metal Design Handbooktrujillo4769No ratings yet
- Fine BlankingDocument26 pagesFine BlankingHarish Ks100% (1)
- Effect of Squeegee Blade On Solder Paste Print QualityDocument7 pagesEffect of Squeegee Blade On Solder Paste Print QualityXuan HoangNo ratings yet
- Toolmaker Tricks - The FabricatorDocument6 pagesToolmaker Tricks - The FabricatorSIMONENo ratings yet
- 13tooling by Design - Angular Piercing and Punching - MetalForming MagazineDocument2 pages13tooling by Design - Angular Piercing and Punching - MetalForming MagazineSIMONENo ratings yet
- Design and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetDocument6 pagesDesign and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetSIMONENo ratings yet
- Sheet Metal Design-Handbook-Rev3 PDFDocument12 pagesSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- 4 Die DesignDocument40 pages4 Die DesignNarendrareddy RamireddyNo ratings yet
- Tool Engg..ex..5Document10 pagesTool Engg..ex..5Sidpara DeepNo ratings yet
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- Articles - Three Things You Need To Know To Prolong Punch Life - MetalForming MagazineDocument2 pagesArticles - Three Things You Need To Know To Prolong Punch Life - MetalForming MagazineNaukowyDrpNo ratings yet
- DV03PUB18 Study GuideDocument5 pagesDV03PUB18 Study Guidesssf-dobojNo ratings yet
- Ask The Stamping Expert - Determining Stock Width For Stamping A Part in A Progressive Die - The FabricatorDocument8 pagesAsk The Stamping Expert - Determining Stock Width For Stamping A Part in A Progressive Die - The FabricatorSIMONENo ratings yet
- Surface Finish and Surface Integrity (Compatibility Mode)Document23 pagesSurface Finish and Surface Integrity (Compatibility Mode)thakurkalidass100% (1)
- A Summer Training Report Taken Under Caparo Maruti Lmt. GurgaonDocument22 pagesA Summer Training Report Taken Under Caparo Maruti Lmt. GurgaonAyush AgarwalNo ratings yet
- Sheet Metal DesignDocument71 pagesSheet Metal DesignParag JaiswalNo ratings yet
- Die Design For Flat Parts - The FabricatorDocument9 pagesDie Design For Flat Parts - The FabricatorSIMONENo ratings yet
- Extrusion PressDocument17 pagesExtrusion PresssydengNo ratings yet
- 17tooling by Design - Definning Acceptable Burr HeightDocument3 pages17tooling by Design - Definning Acceptable Burr HeightSIMONENo ratings yet
- Sheet Metal Shearing & Bending: Training ObjectiveDocument5 pagesSheet Metal Shearing & Bending: Training ObjectiveChristian MavarezNo ratings yet
- Invicta Metal Stamping CatalogueDocument12 pagesInvicta Metal Stamping CatalogueVbNo ratings yet
- Complex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryDocument21 pagesComplex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheorySIMONENo ratings yet
- Off-Center Loading in Sheet Metal Forming Operations, Part IDocument2 pagesOff-Center Loading in Sheet Metal Forming Operations, Part ISIMONENo ratings yet
- Design and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetDocument6 pagesDesign and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetSIMONENo ratings yet
- Custom Three Post Progressive Stamping Die DesignDocument3 pagesCustom Three Post Progressive Stamping Die DesignSIMONENo ratings yet
- The 6 Steps of Perforating - Dayton Lamina CorporationDocument2 pagesThe 6 Steps of Perforating - Dayton Lamina CorporationSIMONENo ratings yet
- Document Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroDocument1 pageDocument Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroSIMONENo ratings yet
- End Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingDocument2 pagesEnd Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingSIMONENo ratings yet
- Document Title: Material Required To Make A Right Angle BendDocument2 pagesDocument Title: Material Required To Make A Right Angle BendSIMONENo ratings yet
- Surface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationDocument2 pagesSurface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationSIMONENo ratings yet
- A New Look at Die Clearance - Dayton Lamina CorporationDocument3 pagesA New Look at Die Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- STAMPER 1-15 en 02Document12 pagesSTAMPER 1-15 en 02SIMONENo ratings yet
- Stamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionDocument8 pagesStamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionSIMONENo ratings yet
- A Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologyDocument9 pagesA Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologySIMONENo ratings yet
- Custom Three Post Progressive Stamping Die Design With Feeder CoilerDocument3 pagesCustom Three Post Progressive Stamping Die Design With Feeder CoilerSIMONENo ratings yet
- Stamper: Pushing Performance High Speed and Precision Getting Ready For The FutureDocument8 pagesStamper: Pushing Performance High Speed and Precision Getting Ready For The FutureSIMONENo ratings yet
- High Tensile Strength Steel Stamping Solutions - Dayton Lamina CorporationDocument2 pagesHigh Tensile Strength Steel Stamping Solutions - Dayton Lamina CorporationSIMONENo ratings yet
- Jektole Clearance - Dayton Lamina CorporationDocument2 pagesJektole Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- 1O Dayton Tech-BalllockDocument12 pages1O Dayton Tech-BalllockSIMONENo ratings yet
- 1L - Dayton's Engineered Clearance - Dayton Lamina CorporationDocument4 pages1L - Dayton's Engineered Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- 2 TLE-CSS - SOP FinalDocument4 pages2 TLE-CSS - SOP FinalMam Lorna Es GeeNo ratings yet
- Risk Analysis Tools NIOSH Lifting EquationDocument14 pagesRisk Analysis Tools NIOSH Lifting EquationMarian RaduNo ratings yet
- Internship Report: Nivedha A (192BT145)Document11 pagesInternship Report: Nivedha A (192BT145)Shankar arumugamNo ratings yet
- Grim Character ConceptDocument1 pageGrim Character ConceptJhansenNo ratings yet
- Sizing and Selecting Pressure Relief ValvesDocument70 pagesSizing and Selecting Pressure Relief ValvesSagar Naduvinamani100% (1)
- Pro-Forma For Promotion of DIRECTORS of Physical Education & Sports Under UGC-CAS, 2018 G I A A BDocument7 pagesPro-Forma For Promotion of DIRECTORS of Physical Education & Sports Under UGC-CAS, 2018 G I A A BRishi GuptaNo ratings yet
- A Design of The Searcher Circuit: Sensing Channel Type: ProjectedDocument2 pagesA Design of The Searcher Circuit: Sensing Channel Type: ProjectedHu GyNo ratings yet
- R Gupta - Joint CSIR-UGC NET JRF Physical Sciences (2021, Ramesh Publishing House) - Libgen - LiDocument378 pagesR Gupta - Joint CSIR-UGC NET JRF Physical Sciences (2021, Ramesh Publishing House) - Libgen - LiVasudevan SubramaniyanNo ratings yet
- Original PDFDocument7 pagesOriginal PDFPriyaKumarNo ratings yet
- Review For The Final ExamDocument12 pagesReview For The Final Examsteven mateNo ratings yet
- The So-Called "Degeneration" ("Degradation") and "Elevation" of MeaningDocument24 pagesThe So-Called "Degeneration" ("Degradation") and "Elevation" of MeaningАнастасия ЯловаяNo ratings yet
- Ameh FRSC FormDocument3 pagesAmeh FRSC FormULOKO CHRISTIANNo ratings yet
- Nonlinear Vibration Isolation Via A Compliant Mechanism and Wire RopesDocument16 pagesNonlinear Vibration Isolation Via A Compliant Mechanism and Wire Ropesali salekifardNo ratings yet
- SCR Control System, DIA - NE XT4: Technical InstructionDocument48 pagesSCR Control System, DIA - NE XT4: Technical InstructionAli QaziNo ratings yet
- Contoh Sterilefiltration Pada Viral Vaccine Live AtenuatedDocument10 pagesContoh Sterilefiltration Pada Viral Vaccine Live Atenuatedkomang inggasNo ratings yet
- Subject: Political Science I Course: Ba LLB Semester I Lecturer: Ms. Deepika Gahatraj Module: Module Iv, Theories of The Origin of StateDocument4 pagesSubject: Political Science I Course: Ba LLB Semester I Lecturer: Ms. Deepika Gahatraj Module: Module Iv, Theories of The Origin of StateSuzette OratNo ratings yet
- Raju ComparativePhilosophySpiritual 1963Document16 pagesRaju ComparativePhilosophySpiritual 1963Kent Jerson CasianoNo ratings yet
- Brainware University: Practice Set ofDocument4 pagesBrainware University: Practice Set ofDeep TarafdarNo ratings yet
- Đề HSG Tiếng Anh 11 - 2021Document7 pagesĐề HSG Tiếng Anh 11 - 2021Vân Anh OnceNo ratings yet
- Human Eye WorksheetDocument3 pagesHuman Eye Worksheetcartooncompany73No ratings yet
- Delegation of Authority Lecture Principles of ManagementDocument34 pagesDelegation of Authority Lecture Principles of Management2021-SC040 PRANAYSAKHARAMDHANDENo ratings yet
- 106 20170705 Method Statement For ExcavationDocument17 pages106 20170705 Method Statement For ExcavationEmad RakatNo ratings yet
- Failure Modes of RCC Beams Strengthened With NSM FRP TechniquesDocument9 pagesFailure Modes of RCC Beams Strengthened With NSM FRP TechniquesfelixNo ratings yet
- Iv Ii Eiam - Unit I PDFDocument11 pagesIv Ii Eiam - Unit I PDFNaga SekharNo ratings yet
- Design of Saddle Support For Horizontal Pressure Vessel PDFDocument5 pagesDesign of Saddle Support For Horizontal Pressure Vessel PDFnizam1372100% (3)
- Conflicted City: Hypergrowth, Urban Renewal and Urbanization in IstanbulDocument45 pagesConflicted City: Hypergrowth, Urban Renewal and Urbanization in IstanbulElif Simge FettahoğluNo ratings yet
- Vitamin A Deficiency Disorders VADDDocument232 pagesVitamin A Deficiency Disorders VADDAnonymous NQMP1x04t2No ratings yet
- Chapter 1 Cognitive Psychology NotesDocument6 pagesChapter 1 Cognitive Psychology NotesShekinah Pearl NiogNo ratings yet
- Glucose Syrup Three-Effect Evaporation System: 1. Background & DescriptionDocument2 pagesGlucose Syrup Three-Effect Evaporation System: 1. Background & DescriptionRushikesh uNo ratings yet
- Abs 0678Document11 pagesAbs 0678Jorge OrtegaNo ratings yet