You might also like
- Ez Engine Build InstructionsDocument24 pagesEz Engine Build InstructionsAnonymous T7zEN6iLHNo ratings yet
- Making A BurnerDocument13 pagesMaking A BurnerangelNo ratings yet
- Brewery Construction GuideDocument23 pagesBrewery Construction GuideCesar Diaz100% (6)
- Awesome Trailer Mounted SmokerDocument19 pagesAwesome Trailer Mounted SmokerAnonymous e2GKJupNo ratings yet
- Forge Build PDFDocument7 pagesForge Build PDFEdson GordianoNo ratings yet
- Introduction, Types and Function of Different Flanges .PDFXDocument25 pagesIntroduction, Types and Function of Different Flanges .PDFXMajid Sattar100% (1)
- 22LR HomeMade SilencerDocument7 pages22LR HomeMade SilencerOtis196475% (4)
- Elmer Verburg's Horizontal Twin Steam EngineDocument2 pagesElmer Verburg's Horizontal Twin Steam EnginedsdffgfgfssfdgsfgdNo ratings yet
- Poor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandFrom EverandPoor Man Hydrogen Generator on Demand: Smcs Hho Stephens Multi Cell Systems Hydrogen Generator on DemandRating: 5 out of 5 stars5/5 (2)
- Welder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsDocument30 pagesWelder Guide Book: All-Positional Rutile Flux Cored Wires For Non and Low Alloyed SteelsMl JainNo ratings yet
- How To Make A BBQ BurnerDocument14 pagesHow To Make A BBQ Burnerfoobar100% (1)
- SFAStirling Engine TemplatesDocument4 pagesSFAStirling Engine TemplatesEl GroneNo ratings yet
- 2833-How To Use DrillsDocument1 page2833-How To Use DrillsSandra Barnett CrossanNo ratings yet
- Drill Sizes For TappingDocument15 pagesDrill Sizes For Tappinghsrao77No ratings yet
- SHT ExchangerDocument55 pagesSHT ExchangerCc12 22tNo ratings yet
- Stub Onin ConnectionsDocument4 pagesStub Onin ConnectionsMehman NasibovNo ratings yet
- Presentation On Shell & Tube ExchangerDocument32 pagesPresentation On Shell & Tube Exchangersaurabhmeshram88No ratings yet
- Motores A VaporDocument6 pagesMotores A VaporAntony BurgersNo ratings yet
- Introduction GASKETSDocument11 pagesIntroduction GASKETSradharaman_znaNo ratings yet
- Shell and Tube Heat Exchanger DesignDocument25 pagesShell and Tube Heat Exchanger DesignSajid Ali100% (1)
- Piping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other PlaceDocument28 pagesPiping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other Placerahult19No ratings yet
- Shell and Tube Heat Exchanger Design PreparedDocument6 pagesShell and Tube Heat Exchanger Design PreparedEmebu SamuelNo ratings yet
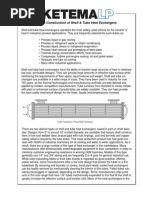
- Basic Construction of Shell & Tube Heat ExchangersDocument12 pagesBasic Construction of Shell & Tube Heat ExchangerslatshareNo ratings yet
- Presentation For Shell & Tub Heat ExchangerDocument33 pagesPresentation For Shell & Tub Heat ExchangerHoa Hoang PhuNo ratings yet
- Cup Size Selection GTAWDocument1 pageCup Size Selection GTAWManish MNo ratings yet
- Expanding Fire Tube Boiler Tubes - Elliott ToolDocument3 pagesExpanding Fire Tube Boiler Tubes - Elliott ToolAVINASH ANAND RAONo ratings yet
- Correct Expansion of Heat Exchanger - Boiler Tubes PDFDocument4 pagesCorrect Expansion of Heat Exchanger - Boiler Tubes PDFعزت عبد المنعمNo ratings yet
- CH352 CED Lecture 4Document19 pagesCH352 CED Lecture 4Abhishek UpadhyayulaNo ratings yet
- Percentage Wall Reduction Is The Most FrequentlyDocument4 pagesPercentage Wall Reduction Is The Most Frequentlysanketpavi21No ratings yet
- Technical Specifications Manual: Color Code and Alloying Elements For Various Tungsten Electrode AlloysDocument1 pageTechnical Specifications Manual: Color Code and Alloying Elements For Various Tungsten Electrode AlloysMatt ZwierleinNo ratings yet
- 111th Metalcasting Congress NadcaDocument12 pages111th Metalcasting Congress NadcaMehwishYasmenNo ratings yet
- Pipe SpeccificationDocument29 pagesPipe SpeccificationDedy WindiyantoNo ratings yet
- Frosty T Burner Build: All The Ratios Are Derived From The Pipe IameterDocument4 pagesFrosty T Burner Build: All The Ratios Are Derived From The Pipe IameterKain402No ratings yet
- Thermowell Insertion and Immersion+LengthDocument4 pagesThermowell Insertion and Immersion+LengthinstrengNo ratings yet
- CC Marine 2013-14 Catalogue - SailingDocument8 pagesCC Marine 2013-14 Catalogue - SailingGregGGHNo ratings yet
- Brewery Construction GuideDocument23 pagesBrewery Construction GuideodairnettoNo ratings yet
- Plug ValveDocument5 pagesPlug ValveNyoman RakaNo ratings yet
- 3.1 Heat ExchangersDocument76 pages3.1 Heat Exchangersraghu_iictNo ratings yet
- Grooved Pins Technical SpecsDocument8 pagesGrooved Pins Technical Specsjagan_san10No ratings yet
- Counter Pressure Bottle Filler 2Document3 pagesCounter Pressure Bottle Filler 2Andy HomanNo ratings yet
- What Type of Metal Will Be Used To Fabricate The S1111Document11 pagesWhat Type of Metal Will Be Used To Fabricate The S1111Row RowNo ratings yet
- Barrel1оружие 12Document8 pagesBarrel1оружие 12Сергей МельничукNo ratings yet
- Home-Made Under Water Dredge 3" & 4": by Dale RussellDocument1 pageHome-Made Under Water Dredge 3" & 4": by Dale RussellJacqueline GordonNo ratings yet
- PDMSDocument39 pagesPDMSprathikNo ratings yet
- DX Evaporator CoilsDocument3 pagesDX Evaporator CoilsSME CoilsNo ratings yet
- Reinforced Branch Connection Set-On TypeDocument3 pagesReinforced Branch Connection Set-On Typeedgar paglinawanNo ratings yet
- Holes and Slots, Standard SizesDocument3 pagesHoles and Slots, Standard SizesStephen KokoNo ratings yet
- Flanged Orifice Plate PDFDocument2 pagesFlanged Orifice Plate PDFAlaa RamadanNo ratings yet
- How To Make A Cone-Bottomed Processor: Spanish Version - Versión en EspañolDocument14 pagesHow To Make A Cone-Bottomed Processor: Spanish Version - Versión en EspañolTaufik RaharjoNo ratings yet
- Shot Sleeve and Plunger TipDocument3 pagesShot Sleeve and Plunger TipSebastian Gomez MorenoNo ratings yet
- Can Steam EngineDocument6 pagesCan Steam EngineKyle RagasNo ratings yet
- Thermocouple, Stainless Steel Tube Type: 1/4 Inch DiameterDocument2 pagesThermocouple, Stainless Steel Tube Type: 1/4 Inch DiameterAlejandroMuñozNo ratings yet
- Step Rolling (Thick Tube Sheet)Document9 pagesStep Rolling (Thick Tube Sheet)Brandon HaleNo ratings yet
- The Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupDocument9 pagesThe Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupPuneeth KumarNo ratings yet