You might also like
- Arduino Ham RadioDocument18 pagesArduino Ham RadioAntony Burgers0% (1)
- Don't Be A Cart-Aleck: Materials: ToolsDocument5 pagesDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyNo ratings yet
- Thyristors or Silicon Controlled RectifiersDocument8 pagesThyristors or Silicon Controlled RectifiersSathya Cholan100% (1)
- Reverse Electroplating of SilverDocument2 pagesReverse Electroplating of SilverMohammad Umer AsgherNo ratings yet
- 948te Zf9hp48 Zip inDocument12 pages948te Zf9hp48 Zip inRonald100% (1)
- Nutsvolts 09 2012 PDFDocument84 pagesNutsvolts 09 2012 PDFAntony BurgersNo ratings yet
- Plans For Steam Marine EngineDocument5 pagesPlans For Steam Marine EngineGeorge LunguNo ratings yet
- Water Motor: Figure 105 Is A Perspective View of ADocument4 pagesWater Motor: Figure 105 Is A Perspective View of AHenry Pannell100% (1)
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresNo ratings yet
- 2948-Patterns For Hollow CastingsDocument1 page2948-Patterns For Hollow CastingsSandra Barnett CrossanNo ratings yet
- How To Weld - TIG WeldingDocument14 pagesHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- Projects For The Unimat Part 2Document95 pagesProjects For The Unimat Part 26KILLER100% (2)
- A Fine Vertical Steam Engine - Hobbies - Apr 1931Document8 pagesA Fine Vertical Steam Engine - Hobbies - Apr 1931dsdffgfgfssfdgsfgdNo ratings yet
- Steam Powered Corkscrew StoryDocument8 pagesSteam Powered Corkscrew StoryAhmet MetinNo ratings yet
- A Manual of The Steam Engine. For Engineers and Technical Schools PDFDocument1,131 pagesA Manual of The Steam Engine. For Engineers and Technical Schools PDFbrad209No ratings yet
- DIY Plans - Model Steam Marine EngineDocument5 pagesDIY Plans - Model Steam Marine Enginemigss107483% (6)
- DeWalt DW720 RAS ManualDocument16 pagesDeWalt DW720 RAS ManualAnders TärnbrantNo ratings yet
- Air Cooled Hot Air EngineDocument6 pagesAir Cooled Hot Air EngineJim50% (2)
- Potters Kick Wheel PlansDocument4 pagesPotters Kick Wheel PlansboomixNo ratings yet
- Mold CastingDocument55 pagesMold CastingSumit SharmaNo ratings yet
- Sam W Hoke Torch PatentDocument5 pagesSam W Hoke Torch PatentRichard.nlNo ratings yet
- Metalcastingprocess 110925103638 Phpapp02 PDFDocument51 pagesMetalcastingprocess 110925103638 Phpapp02 PDFramesh tNo ratings yet
- Simplified Steam Engine and Boiler 1937Document5 pagesSimplified Steam Engine and Boiler 1937Anghel Curty Jr.100% (1)
- Making CruciblesDocument3 pagesMaking Cruciblesborakas2011No ratings yet
- SE CompoundCond PDFDocument16 pagesSE CompoundCond PDFAntony BurgersNo ratings yet
- 04 April 1976 PDFDocument148 pages04 April 1976 PDFAntony BurgersNo ratings yet
- Refining of Lead and Nickel PDFDocument7 pagesRefining of Lead and Nickel PDFgtdomboNo ratings yet
- RC Airplane Engine PlansDocument8 pagesRC Airplane Engine PlansLacramioara Veronica Malael100% (1)
- Hot AirEngine PDFDocument9 pagesHot AirEngine PDFHenry PannellNo ratings yet
- Cupola FurnaceDocument27 pagesCupola FurnaceVijay Ganapathy50% (2)
- BatteryDocument10 pagesBatterymuhammad arifNo ratings yet
- Small Scale Foundries For Developing Countries 1981Document74 pagesSmall Scale Foundries For Developing Countries 1981Rob FurnaldNo ratings yet
- Cupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)Document430 pagesCupola Furnace A Practical Treatise On The Construction and Management of Foundry Cupolas .. (1899)SPYDERSKILL89% (9)
- Quiz 4.1Document3 pagesQuiz 4.1Seniorito LouiesitoNo ratings yet
- Scientific GlassblowingDocument13 pagesScientific GlassblowingFacundo BaróNo ratings yet
- Flyback Transformer DriverDocument3 pagesFlyback Transformer DriverArnab AcharyaNo ratings yet
- A Practical Treatise of Foundry Irons 1911 PDFDocument340 pagesA Practical Treatise of Foundry Irons 1911 PDFAngel AlvaroNo ratings yet
- PCCCR001Document7 pagesPCCCR001dennisplazaNo ratings yet
- 401 Crucible Furnaces PDFDocument31 pages401 Crucible Furnaces PDFOscar AtienzaNo ratings yet
- Vigniaux Practical Watchmaking: Translated by Richard WatkinsDocument176 pagesVigniaux Practical Watchmaking: Translated by Richard WatkinsCarmen LopezNo ratings yet
- Small Scale Foundries J.D. Published Intermediate Technology Publications KingDocument74 pagesSmall Scale Foundries J.D. Published Intermediate Technology Publications Kinggosaye desalegnNo ratings yet
- Veritas MkII Honing GuideDocument12 pagesVeritas MkII Honing Guidejb71xxNo ratings yet
- Project One.2: Materials, Production + ProcessesDocument13 pagesProject One.2: Materials, Production + ProcessesYellkGnNo ratings yet
- Honing GuideDocument6 pagesHoning Guidepilapil_jNo ratings yet
- Index of Articles in GT 1900-2002Document7 pagesIndex of Articles in GT 1900-2002mv_jewellers0% (1)
- Rebuild ManualDocument55 pagesRebuild Manualaccujack0% (1)
- Silver Casting.Document3 pagesSilver Casting.Richard.nlNo ratings yet
- GasifiersDocument53 pagesGasifiersRaphael Lomonaco100% (1)
- Sodium ThiosulfateDocument2 pagesSodium ThiosulfateRaymond EbbelerNo ratings yet
- Frosty T Burner Build: All The Ratios Are Derived From The Pipe IameterDocument4 pagesFrosty T Burner Build: All The Ratios Are Derived From The Pipe IameterKain402No ratings yet
- Negative Resistance VCODocument12 pagesNegative Resistance VCOSmail HondoNo ratings yet
- Investment CastingDocument36 pagesInvestment CastingokicirdarNo ratings yet
- 555 Timer IC Tester, 555 Timer Tutorial With ExamplesDocument2 pages555 Timer IC Tester, 555 Timer Tutorial With ExamplesfgaluppoNo ratings yet
- Lost Foam Foundry SystemDocument28 pagesLost Foam Foundry SystemDeepak Khanna100% (1)
- Fe Co ElectroformingDocument8 pagesFe Co ElectroformingIsman KhaziNo ratings yet
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithNo ratings yet
- Lathe ToolslideDocument2 pagesLathe ToolslideFrenchwolf420No ratings yet
- Permanent Mold CastingDocument10 pagesPermanent Mold Castingroronoa zoroNo ratings yet
- 10 DIY Kettle BellDocument7 pages10 DIY Kettle BellcagedraptorNo ratings yet
- Crucible DataDocument32 pagesCrucible DataKeith HallNo ratings yet
- Unofficial Companion Guide To The Rocket OvenDocument20 pagesUnofficial Companion Guide To The Rocket OvenSUAGILI22No ratings yet
- Cesaroni Propellant SDSDocument7 pagesCesaroni Propellant SDSKaustubhNo ratings yet
- (250x450mm) Chinese Bench LatheDocument5 pages(250x450mm) Chinese Bench LathedudulemarcNo ratings yet
- Some Interesting Projects in FoundryDocument59 pagesSome Interesting Projects in FoundrySneha KritiNo ratings yet
- Metal CastingDocument84 pagesMetal CastingmaniprofmechNo ratings yet
- RevistaDocument16 pagesRevistaAntony BurgersNo ratings yet
- 3 Volt Advanced+ Boot Block 8-, 16-, 32-MBIT Flash Memory FamilyDocument60 pages3 Volt Advanced+ Boot Block 8-, 16-, 32-MBIT Flash Memory FamilyAntony BurgersNo ratings yet
- SE ElmerBeamDocument4 pagesSE ElmerBeamAntony BurgersNo ratings yet
- Sanyo Samsung Mitsumi: 0 0 NC 0 0 0 0 NC NC NC NC NCDocument1 pageSanyo Samsung Mitsumi: 0 0 NC 0 0 0 0 NC NC NC NC NCAntony Burgers100% (1)
- 6445 TE Connectivity LTD Product Details: Part Number: Worldway Part: Category: Manufacturer: ApplicationsDocument4 pages6445 TE Connectivity LTD Product Details: Part Number: Worldway Part: Category: Manufacturer: ApplicationsAntony BurgersNo ratings yet
- TV Line Selector Unit VCR Clinic Test ReportDocument68 pagesTV Line Selector Unit VCR Clinic Test ReportAntony BurgersNo ratings yet
- Irfz48npbf PDFDocument8 pagesIrfz48npbf PDFAntony BurgersNo ratings yet
- De19rf19zcnc PDFDocument1 pageDe19rf19zcnc PDFAntony BurgersNo ratings yet
- CS9153Document9 pagesCS9153Antony BurgersNo ratings yet
- 2SC2001Document2 pages2SC2001Antony BurgersNo ratings yet
- Pe 1974 10 PDFDocument102 pagesPe 1974 10 PDFAntony BurgersNo ratings yet
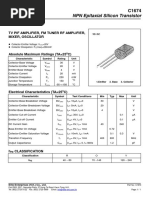
- NPN Epitaxial Silicon Transistor: TV Pif Amplifier, FM Tuner RF Amplifier, Mixer, OscillatorDocument1 pageNPN Epitaxial Silicon Transistor: TV Pif Amplifier, FM Tuner RF Amplifier, Mixer, OscillatorAntony BurgersNo ratings yet
- A High Voltage HalloweenDocument84 pagesA High Voltage HalloweenAntony BurgersNo ratings yet
- Product Data Sheet: Circuit Breaker Compact Nsx400H, 70 Ka at 415 Vac, Micrologic 2.3 M Trip Unit 320 A, 3 Poles 3DDocument4 pagesProduct Data Sheet: Circuit Breaker Compact Nsx400H, 70 Ka at 415 Vac, Micrologic 2.3 M Trip Unit 320 A, 3 Poles 3DGuillermo HernandezNo ratings yet
- My Best Eschool Videos ListDocument1 pageMy Best Eschool Videos ListgcerameshNo ratings yet
- Is Blockchain The AnswerDocument17 pagesIs Blockchain The AnswerDr Riktesh SrivastavaNo ratings yet
- We Plan... We Deliver... : Integrated Urban Development & Infrastructure ConsultantsDocument19 pagesWe Plan... We Deliver... : Integrated Urban Development & Infrastructure ConsultantsSenthilKumaranDNo ratings yet
- Action PlanDocument2 pagesAction PlanElhaka KaryaNo ratings yet
- Lab8 (Video Memory)Document12 pagesLab8 (Video Memory)zeeshan AkramNo ratings yet
- Super CapacityDocument2 pagesSuper CapacityNavneet RankNo ratings yet
- Summer Vacation Essay For KidsDocument8 pagesSummer Vacation Essay For Kidslmfbcmaeg100% (2)
- Load Frequency Control in Power System: Md. Al-Amin Sarker and A K M Kamrul HasanDocument8 pagesLoad Frequency Control in Power System: Md. Al-Amin Sarker and A K M Kamrul Hasanmasoud aliNo ratings yet
- Chapter 4 Divide and ConquerDocument17 pagesChapter 4 Divide and ConquerAYUSHI NIGAMNo ratings yet
- Acceleration Force Mass Word ProblemsDocument2 pagesAcceleration Force Mass Word ProblemsJuan TamadNo ratings yet
- Using NetsimDocument6 pagesUsing Netsimyudya sukmaNo ratings yet
- THE ORANGE THEORY - Forensic Examination of CiphersDocument125 pagesTHE ORANGE THEORY - Forensic Examination of CiphersJames SimpsonNo ratings yet
- Thesis On Higher Education in PakistanDocument7 pagesThesis On Higher Education in Pakistanpattybuckleyomaha100% (2)
- Thesis Using ArduinoDocument6 pagesThesis Using Arduinofjdxfc4v100% (2)
- Social Media For SalesDocument5 pagesSocial Media For SalesMarceloNo ratings yet
- 001-Storage Basics and Application Environments V1.01Document56 pages001-Storage Basics and Application Environments V1.01Phan AnNo ratings yet
- Floating-Point Multiplication Unit With 16-Bit Significant and 8-Bit ExponentDocument6 pagesFloating-Point Multiplication Unit With 16-Bit Significant and 8-Bit ExponentAjeeshAzeezNo ratings yet
- New Text DocumentDocument73 pagesNew Text DocumentKoppula veerendra nadhNo ratings yet
- ©ghoksewa ExamDocument7 pages©ghoksewa ExamGame LoveNo ratings yet
- GMA220 - SUT5 - Image Enhancement - 19 - 20April2021FNDocument47 pagesGMA220 - SUT5 - Image Enhancement - 19 - 20April2021FNFanelo FelicityNo ratings yet
- Axis Aadhar AddendumDocument3 pagesAxis Aadhar Addendummyloan partnerNo ratings yet
- What Is InformationDocument24 pagesWhat Is InformationEiuol AwidasNo ratings yet
- Unit 08Document32 pagesUnit 08Gazirhat High SchoolNo ratings yet
- Ieeex: Iecex Certificate of ConformityDocument3 pagesIeeex: Iecex Certificate of Conformityluis palominoNo ratings yet
- Hazop: Designed by Hossam A. HassaneinDocument41 pagesHazop: Designed by Hossam A. HassaneinEkopribadiNo ratings yet
- Digital Daily Time Record DTR October 2021Document2 pagesDigital Daily Time Record DTR October 2021AnnJobelleDecenaNo ratings yet