You might also like
- Product Instructions - Barrel Press Kit InstructionsDocument8 pagesProduct Instructions - Barrel Press Kit InstructionsFrank MeekerNo ratings yet
- Product Instructions - Flat Bending Jig InstructionsDocument34 pagesProduct Instructions - Flat Bending Jig InstructionsDale WadeNo ratings yet
- Sterling Build V2Document16 pagesSterling Build V2Nester Tovar100% (2)
- Barrel Removal InstructionsDocument7 pagesBarrel Removal Instructionsa90470No ratings yet
- Automata Cat and Mouse PDFDocument9 pagesAutomata Cat and Mouse PDFBruno ThiagoNo ratings yet
- M48 Disassembly ReassemblyDocument7 pagesM48 Disassembly ReassemblypoinkerNo ratings yet
- Product Instructions - Rivet Tool Instructions PDFDocument6 pagesProduct Instructions - Rivet Tool Instructions PDFFrank MeekerNo ratings yet
- SupraguideDocument9 pagesSupraguidevolrothNo ratings yet
- AR-15 Lower Assembly InstructionsDocument7 pagesAR-15 Lower Assembly Instructionsv00d00blues100% (1)
- AK-47 Souptonuts 5Document7 pagesAK-47 Souptonuts 5tshirley47100% (3)
- Rivet Tool Setup GuideDocument4 pagesRivet Tool Setup GuideDale WadeNo ratings yet
- Bestop Tigertop Manual For Jeep CJ-5Document13 pagesBestop Tigertop Manual For Jeep CJ-5r17gNo ratings yet
- Build Your Own AK Vol I SampleDocument3 pagesBuild Your Own AK Vol I SampleNolo8450% (2)
- G Frame InstructionsDocument7 pagesG Frame Instructionsadasd asdaNo ratings yet
- Benchcrafted Tail Vise Installation GuideDocument22 pagesBenchcrafted Tail Vise Installation GuideIulian MihaiNo ratings yet
- AT-420 Assembly GuideDocument10 pagesAT-420 Assembly GuidegdudgshsNo ratings yet
- Vespa Old Lambretta Restoration Manual Reforma (English, Italian) PutamedaDocument94 pagesVespa Old Lambretta Restoration Manual Reforma (English, Italian) Putamedablancohcc100% (1)
- Voron B - The ManualDocument63 pagesVoron B - The ManualDaniel Leonardo AlbeNo ratings yet
- AR15 Parts AssemblyDocument10 pagesAR15 Parts Assemblykolas hernandezNo ratings yet
- Installation Manual TWM Performance Short Throw Shifter 2001 and Up Hyundai AccentDocument10 pagesInstallation Manual TWM Performance Short Throw Shifter 2001 and Up Hyundai AccentGrozavu IonutNo ratings yet
- Error 206Document8 pagesError 206joecentroneNo ratings yet
- Caliburn Assembly Instructions GuideDocument26 pagesCaliburn Assembly Instructions Guideyesvin rajNo ratings yet
- Screw Build AKMS With Underfolder NotesDocument8 pagesScrew Build AKMS With Underfolder NotesAdam HemsleyNo ratings yet
- TF 727 RebuildDocument10 pagesTF 727 Rebuild4porte3No ratings yet
- Instrucions 50Document5 pagesInstrucions 50blazerman3No ratings yet
- Replace Sequence Dart Pump Seals in 15 StepsDocument15 pagesReplace Sequence Dart Pump Seals in 15 StepsTeran G EugenioNo ratings yet
- AMSS 8amsp Installation ManualDocument16 pagesAMSS 8amsp Installation ManualbardeepNo ratings yet
- Airguns and Airgun DIYDocument6 pagesAirguns and Airgun DIYgorlanNo ratings yet
- BHManual Wing29 54rev0Document26 pagesBHManual Wing29 54rev0viorelu99No ratings yet
- Using A Chain BreakerDocument4 pagesUsing A Chain BreakerlusthawkNo ratings yet
- 2010 Prius Rear Door Speaker UpgradeDocument11 pages2010 Prius Rear Door Speaker UpgradeTony McDoanNo ratings yet
- G17 Gen 5 InstructionsDocument9 pagesG17 Gen 5 InstructionsFrancisco GarciaNo ratings yet
- The Useless Machine: Instructions GuideDocument20 pagesThe Useless Machine: Instructions GuideDDNo ratings yet
- Shorelandr ManualDocument8 pagesShorelandr ManualWaaboooo wañangoNo ratings yet
- Combination Lock Instructions v1dDocument20 pagesCombination Lock Instructions v1demreNo ratings yet
- QB-78 Quik-Tune Removing The StockDocument4 pagesQB-78 Quik-Tune Removing The StockLaszlo Csok100% (1)
- AssemblyDocument5 pagesAssemblyAdrian MacayaNo ratings yet
- Eagle Eyes Antenna Pan/Tilt Assembly Step-by-Step GuideDocument12 pagesEagle Eyes Antenna Pan/Tilt Assembly Step-by-Step GuidedanielNo ratings yet
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksNo ratings yet
- GSG-5 DisassemblyDocument16 pagesGSG-5 DisassemblyJim DagerNo ratings yet
- Plastic Mold Assembly ChecklistDocument4 pagesPlastic Mold Assembly ChecklistAnurag SrivastavaNo ratings yet
- TB RepairDocument67 pagesTB Repairmladen vukusicNo ratings yet
- Derrick's Beeman P17 Overhaul FinaleDocument4 pagesDerrick's Beeman P17 Overhaul FinaleJimmy-NeonNo ratings yet
- Service Information Letter: Trunnion Adjustment - Double Barrels OnlyDocument7 pagesService Information Letter: Trunnion Adjustment - Double Barrels OnlyjustincliftonNo ratings yet
- Supertop NX: Installation InstructionsDocument11 pagesSupertop NX: Installation InstructionsJuan Pablo Alvarado RiquelmeNo ratings yet
- Triton-Powered Saw TableDocument32 pagesTriton-Powered Saw Tableauger88No ratings yet
- Compact Metal Bender Manual PDFDocument64 pagesCompact Metal Bender Manual PDFarnoldodiel55% (11)
- RS4X Service TutorialDocument16 pagesRS4X Service TutorialOscar Romero ZuñigaNo ratings yet
- How to assemble a 35mm Twin-Lens Reflex CameraDocument5 pagesHow to assemble a 35mm Twin-Lens Reflex CameraseppensanNo ratings yet
- How To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsDocument24 pagesHow To Make Your Own Six Yard Bell Target Mechanism: Glossary of TermsJose German Ojeda CruzNo ratings yet
- Living and Co Tākiwira 4 Drawer TallboyDocument16 pagesLiving and Co Tākiwira 4 Drawer TallboyfsdfsdfsdNo ratings yet
- Improving The BarrelDocument18 pagesImproving The BarrelSallu SyedNo ratings yet
- Eco Power Instruction Manual WebDocument10 pagesEco Power Instruction Manual WebJuliano CordeiroNo ratings yet
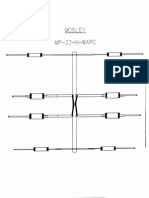
- MP33-N-WARC Parts List and Assembly InstructionsDocument19 pagesMP33-N-WARC Parts List and Assembly Instructionspepepe78100% (1)
- 1911 Frame TutorialDocument22 pages1911 Frame Tutorialblackta6100% (5)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- Keep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareFrom EverandKeep Your Wrist Watch Clean and Ticking - A Guide to Wrist Watch Cleaning and CareNo ratings yet
- Gun ManualDocument348 pagesGun ManualOliver Kraus50% (2)
- Amcp 706 260Document347 pagesAmcp 706 260Dale WadeNo ratings yet
- 1940 US Army WWII Browning Automatic Rifle BAR .30Document231 pages1940 US Army WWII Browning Automatic Rifle BAR .30MilitaryManuals100% (2)
- Bore and Groove DiametersDocument1 pageBore and Groove DiametersDale WadeNo ratings yet
- 2 TCM To 9mm ConversionDocument20 pages2 TCM To 9mm ConversionDale WadeNo ratings yet
- Armorers HandbookDocument218 pagesArmorers HandbookJeff Radford100% (5)
- Heat Treating The Lower Rails of AK Flats Before Installation - Ronin's GripsDocument4 pagesHeat Treating The Lower Rails of AK Flats Before Installation - Ronin's GripsDale WadeNo ratings yet
- 1940 US Army WWII Browning Automatic Rifle BAR .30Document231 pages1940 US Army WWII Browning Automatic Rifle BAR .30MilitaryManuals100% (2)
- Build a semi-auto RPD rifle from a parts kitDocument6 pagesBuild a semi-auto RPD rifle from a parts kitDale Wade50% (2)
- Building an AK from an 80% ReceiverDocument17 pagesBuilding an AK from an 80% ReceiverDale Wade100% (1)
- Hellenic History 01 Bots GoogDocument549 pagesHellenic History 01 Bots GoogDale WadeNo ratings yet
- AK Barrel DimensionsDocument8 pagesAK Barrel DimensionsDale WadeNo ratings yet
- Toth Tool & Engineering LLC Short Rivet Tool InstructionsDocument12 pagesToth Tool & Engineering LLC Short Rivet Tool InstructionsDale WadeNo ratings yet
- Proper Fit of AK PartsDocument1 pageProper Fit of AK PartsDale WadeNo ratings yet
- AK Tutorial - Building An AK Pistol - Arizona Response SystemsDocument3 pagesAK Tutorial - Building An AK Pistol - Arizona Response SystemsDale WadeNo ratings yet
- Evap. Cooling Design ManualDocument109 pagesEvap. Cooling Design Manualkunj74No ratings yet
- Rivet Tool Setup GuideDocument4 pagesRivet Tool Setup GuideDale WadeNo ratings yet
- Underground Ak 47 Build ManualDocument95 pagesUnderground Ak 47 Build ManualMarsFriend93% (29)
- Rifle Recoil TableDocument16 pagesRifle Recoil TableDale WadeNo ratings yet
- Instruction Guide INSTALLATION of The Wz.88 POLISH TANTAL Optical RailDocument10 pagesInstruction Guide INSTALLATION of The Wz.88 POLISH TANTAL Optical RailDale WadeNo ratings yet
- The Invisible Enemy-Boobytraps in Vietnam From Robert WellsDocument142 pagesThe Invisible Enemy-Boobytraps in Vietnam From Robert Wellsbpsat95% (21)
- Close Combat Arwrology All Out Hand To Hand Fighting For Commandos Military and CiviliansDocument291 pagesClose Combat Arwrology All Out Hand To Hand Fighting For Commandos Military and Civiliansapi-3730937100% (6)
- Carl Hammer - Techniques of Secret WarfareDocument175 pagesCarl Hammer - Techniques of Secret WarfareDale WadeNo ratings yet
- A Dictionary of The Ugaritic Language in The Alphabetic Tradition by GREGORIO DEL OLMO LETE AND JOAQUÍN SAN MARTÍN Translated by Wilfred G. E. WatsonDocument1,050 pagesA Dictionary of The Ugaritic Language in The Alphabetic Tradition by GREGORIO DEL OLMO LETE AND JOAQUÍN SAN MARTÍN Translated by Wilfred G. E. WatsonAdy Tamar96% (25)
- How To Troubleshoot and Repair Any Small Gas EngineDocument274 pagesHow To Troubleshoot and Repair Any Small Gas EngineRene Erazo100% (3)
- Universal Tool and Cutter Grinder Manual Low ResDocument16 pagesUniversal Tool and Cutter Grinder Manual Low ResDale Wade100% (1)
- Winchester 190 290 Takedown Manual ColorDocument7 pagesWinchester 190 290 Takedown Manual ColorDale Wade100% (3)
- Brown. An Aramaic Method A Class Book For The Study of The Elements of Aramaic From Bible and Targums. 1884. Volume 2Document108 pagesBrown. An Aramaic Method A Class Book For The Study of The Elements of Aramaic From Bible and Targums. 1884. Volume 2Patrologia Latina, Graeca et Orientalis100% (3)
- Long Span and High-Rise Steel ConstructionDocument89 pagesLong Span and High-Rise Steel Constructionကိုနေဝင်း100% (1)
- DensityDocument2 pagesDensityPeeyush TripathiNo ratings yet
- API-571-ecam Questions 2020Document14 pagesAPI-571-ecam Questions 2020asif71267% (3)
- EutecTrode 66NDocument2 pagesEutecTrode 66NJose Luis Arriola RuizNo ratings yet
- Heavy Hex Bolts and Nuts Spec SheetDocument2 pagesHeavy Hex Bolts and Nuts Spec Sheetrusli bahtiarNo ratings yet
- Duplex Systems: Improving Communication and SpecificationDocument16 pagesDuplex Systems: Improving Communication and SpecificationaRiTo!No ratings yet
- Anaerobic fastener for large screwsDocument3 pagesAnaerobic fastener for large screwsSaul SolisNo ratings yet
- SteelDocument6 pagesSteelJ LorbelNo ratings yet
- Titanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowDocument19 pagesTitanium Nitride (Tin) : Physical Vapour Deposition (PVD) Process. The Coating Has High Hardness and LowhadeNo ratings yet
- DRILLING MACHINE GUIDEDocument7 pagesDRILLING MACHINE GUIDEKingshuk SarkarNo ratings yet
- BS PD 970 (2005)Document50 pagesBS PD 970 (2005)Tulasidas MalajiNo ratings yet
- Top 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersDocument5 pagesTop 15 Mechanical Testing - Cswip 3.1 Course Questions and AnswersJlkKumar67% (3)
- Hydrant Pit ValveDocument8 pagesHydrant Pit ValvepfeNo ratings yet
- Cutting Tool Materials History and TypesDocument58 pagesCutting Tool Materials History and TypesBikram Panthee100% (1)
- Forging a SwordDocument3 pagesForging a Swordglen biazonNo ratings yet
- ST Elmo Material List and GroundingDocument1 pageST Elmo Material List and GroundingGary LewisNo ratings yet
- TAG E-Z Fit Red ClampDocument1 pageTAG E-Z Fit Red ClampjakjuNo ratings yet
- Astm B 221M-06Document15 pagesAstm B 221M-06Ahmad KhreisatNo ratings yet
- Kit Notes For Clyde Puffer Steam Cargo BoatDocument7 pagesKit Notes For Clyde Puffer Steam Cargo Boatn00113031No ratings yet
- Galvanic/Dissimilar Metal Corrosion: What It Is and How To Avoid ItDocument2 pagesGalvanic/Dissimilar Metal Corrosion: What It Is and How To Avoid ItCuauhtémoc FloresNo ratings yet
- Material Specification for Forged Bar and Ring in ASTM A182-F51Document2 pagesMaterial Specification for Forged Bar and Ring in ASTM A182-F51Amjath PallasNo ratings yet
- JS / NG 2051 – 2010 Technical Specification of Abrasion Resistant Steel platesDocument2 pagesJS / NG 2051 – 2010 Technical Specification of Abrasion Resistant Steel platesmohammad zareiNo ratings yet
- An Analysis of Late Pre Islamic Copper BDocument13 pagesAn Analysis of Late Pre Islamic Copper Babdelrahman elgawish (Dr)No ratings yet
- Aerospace Material Specification: Plating, Nickel General PurposeDocument8 pagesAerospace Material Specification: Plating, Nickel General PurposeSURYAS63No ratings yet
- Head Office & Engineering Works Address27 KM Multan Road, Lahore-52801Document64 pagesHead Office & Engineering Works Address27 KM Multan Road, Lahore-52801Adnan ShabbirNo ratings yet
- AMTA SawBlades 32015-WebDocument13 pagesAMTA SawBlades 32015-Webbuva034No ratings yet
- Non Ferrous Metals and Their AlloysDocument11 pagesNon Ferrous Metals and Their AlloysmohansaiNo ratings yet
- General Arrangement A Simple Small Metalworking Shaper: JdwdsDocument7 pagesGeneral Arrangement A Simple Small Metalworking Shaper: JdwdsOscar Osorno100% (1)
- 2020 - D&D Mining GuideDocument31 pages2020 - D&D Mining GuideTheMorteal100% (1)
- Hot-Dip Zinc Coatings On Structural Steel and Other Allied Products - SpecificationDocument9 pagesHot-Dip Zinc Coatings On Structural Steel and Other Allied Products - SpecificationBhanu Pratap ChoudhuryNo ratings yet