You might also like
- Build Your Own MarimbaDocument18 pagesBuild Your Own Marimbajafarba0% (1)
- DIY Platform Bed With Floating Night StandsDocument19 pagesDIY Platform Bed With Floating Night StandsMarian RascolNo ratings yet
- How To Make A RPG 7 PropDocument12 pagesHow To Make A RPG 7 Propme100% (1)
- Meet The Profesor 2021Document398 pagesMeet The Profesor 2021Raúl AssadNo ratings yet
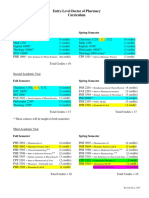
- Pharmd CurriculumDocument18 pagesPharmd Curriculum5377773No ratings yet
- 20 CNC MachineDocument18 pages20 CNC MachineJason SteinbergerNo ratings yet
- 20 CNC MachineDocument19 pages20 CNC Machinefenixeloy17No ratings yet
- Reuse Old Printer Ribbons and Video Tape To Make RDocument22 pagesReuse Old Printer Ribbons and Video Tape To Make Rnative112472No ratings yet
- 3D Printed Desktop CNC Mill: Technology Workshop Living Food Play OutsideDocument13 pages3D Printed Desktop CNC Mill: Technology Workshop Living Food Play OutsideMladen PorubovicNo ratings yet
- Make A Mini Milling MachineDocument31 pagesMake A Mini Milling MachineArta Suta100% (1)
- Paper Stormtrooper HelmetDocument12 pagesPaper Stormtrooper HelmetJuliaoJRNo ratings yet
- How To Make A Three Axis CNC Machine (Cheaply and Easily)Document17 pagesHow To Make A Three Axis CNC Machine (Cheaply and Easily)Gilberto de Souza Marcolino JuniorNo ratings yet
- How To Make A Three Axis CNC Machine Cheaply andDocument19 pagesHow To Make A Three Axis CNC Machine Cheaply andEricsNo ratings yet
- Full 3D Printed Mini CNC: Technology Workshop Craft Home Food Play Outside CostumesDocument6 pagesFull 3D Printed Mini CNC: Technology Workshop Craft Home Food Play Outside CostumesMladen PorubovicNo ratings yet
- Build A Large Space Saving CNC Router For Under 60Document10 pagesBuild A Large Space Saving CNC Router For Under 60Srdjan RadenovicNo ratings yet
- How To Make A Three Axis CNC Machine Cheaply andDocument19 pagesHow To Make A Three Axis CNC Machine Cheaply andmare_ns100% (1)
- Simple and Cheap Stitching PonyDocument18 pagesSimple and Cheap Stitching PonyHenry MorenoNo ratings yet
- Pintail Duckboat Build LogDocument18 pagesPintail Duckboat Build LogecalzoNo ratings yet
- 3D Printed StormTrooper Action Figure Realistic ArDocument33 pages3D Printed StormTrooper Action Figure Realistic Arluis muñoz torralvoNo ratings yet
- Turn Almost Any 3d Shape Into A Real ObjectDocument25 pagesTurn Almost Any 3d Shape Into A Real ObjectMarius DanilaNo ratings yet
- Grand Piano Action ModelDocument15 pagesGrand Piano Action ModelJennifer BurnsNo ratings yet
- CNC Scissor Chair PlywoodDocument7 pagesCNC Scissor Chair PlywoodRod HyattNo ratings yet
- How To Make A Mini Milling Machine-Manual or CNC!Document31 pagesHow To Make A Mini Milling Machine-Manual or CNC!jumpupdnbdjNo ratings yet
- How To Make A Mini Milling Machine-Manual or CNC!Document31 pagesHow To Make A Mini Milling Machine-Manual or CNC!Cosmin Ionut100% (2)
- Hot Glue Gun Extruder For Your CNC Machine or 3D PrinterDocument12 pagesHot Glue Gun Extruder For Your CNC Machine or 3D PrinterJuan Andrés Hdez SuárezNo ratings yet
- 3D Geometric ArtDocument16 pages3D Geometric ArtYusak Simangunsong YrezNo ratings yet
- Kids Rainbow RockerDocument8 pagesKids Rainbow RockerAlexander Enrique Bolaño TriviñoNo ratings yet
- Design and Build A RocketDocument24 pagesDesign and Build A RocketALEN TECNo ratings yet
- PCB Etching (Prototyping) : Technology Workshop Craft Home Food Play Outside CostumesDocument13 pagesPCB Etching (Prototyping) : Technology Workshop Craft Home Food Play Outside CostumesKiran DangolNo ratings yet
- Diy CNC: All Art Craft Food Games Green Home Kids Life Music Offbeat Outdoors Pets Photo Ride Science TechDocument10 pagesDiy CNC: All Art Craft Food Games Green Home Kids Life Music Offbeat Outdoors Pets Photo Ride Science TechАлексей АндрияшNo ratings yet
- Papercraft Skull With Glowing Eyes PDFDocument14 pagesPapercraft Skull With Glowing Eyes PDFPratik Chavan100% (1)
- Mini CNC Plotter ArduinoDocument9 pagesMini CNC Plotter ArduinoDaniel AyosaNo ratings yet
- Bargain-Price Book Scanner From A Cardboard BoxDocument14 pagesBargain-Price Book Scanner From A Cardboard BoxIñigo Aguilar MartínezNo ratings yet
- Pallets Playhouse: Food Living Outside Play Technology WorkshopDocument18 pagesPallets Playhouse: Food Living Outside Play Technology WorkshopSantiago FariñaNo ratings yet
- DIY Turntable With Amp Preamp and Buffer in WoodenDocument22 pagesDIY Turntable With Amp Preamp and Buffer in WoodennofunclubNo ratings yet
- Cadeira de Balanço de ElefanteDocument8 pagesCadeira de Balanço de ElefantecarlosNo ratings yet
- Sharpening SystemDocument17 pagesSharpening Systemmarius_danila8736No ratings yet
- Bubble MachineDocument16 pagesBubble MachineAgen PertaminiNo ratings yet
- Building A One Sheet BoatDocument19 pagesBuilding A One Sheet BoatjuvijokerNo ratings yet
- A Simple Steam EngineDocument17 pagesA Simple Steam EngineYusri WyeuserieyNo ratings yet
- Make A Stencil From Any ImageDocument11 pagesMake A Stencil From Any Imagecomeonkillit5252No ratings yet
- Building A One Sheet BoatDocument19 pagesBuilding A One Sheet BoatecalzoNo ratings yet
- Furniture Grade Cocktail Arcade CabinetDocument20 pagesFurniture Grade Cocktail Arcade Cabinetjoao carlosNo ratings yet
- Homemade Drill Press ViceDocument15 pagesHomemade Drill Press ViceEricsNo ratings yet
- DIY PCB Hand Drilling MachineDocument7 pagesDIY PCB Hand Drilling MachineVimalkumar NagarajanNo ratings yet
- 60$ Laser Engraver - Cutter - InstructablesDocument23 pages60$ Laser Engraver - Cutter - Instructablespolikarpa100% (1)
- 3d Printed Puzzle: Food Living Outside Play Technology WorkshopDocument11 pages3d Printed Puzzle: Food Living Outside Play Technology WorkshopOrigami ZachNo ratings yet
- Old DVD Soldering StationDocument5 pagesOld DVD Soldering StationmiroljubNo ratings yet
- The Art of Making JunkbotsDocument30 pagesThe Art of Making JunkbotsUlrich BermondNo ratings yet
- Plywood Floor LampDocument12 pagesPlywood Floor LampVincent GandoisNo ratings yet
- RGBike POV Open ProjectDocument17 pagesRGBike POV Open ProjectmarroumaidenNo ratings yet
- Robot On The FridgeDocument25 pagesRobot On The FridgeJorge Luis Martinez PelaezNo ratings yet
- Standing PC Case: Food Living Outside Play Technology WorkshopDocument4 pagesStanding PC Case: Food Living Outside Play Technology WorkshopLuis DiazNo ratings yet
- Wood Propeller FabricationDocument13 pagesWood Propeller FabricationAnteneh TayeNo ratings yet
- How To Make A Duct Tape SwordDocument31 pagesHow To Make A Duct Tape Swordjumpupdnbdj100% (1)
- How To Make A Three Axis CNC Machine Cheaply andDocument21 pagesHow To Make A Three Axis CNC Machine Cheaply andmarandan85No ratings yet
- Raspberry Pi CNC MachineDocument7 pagesRaspberry Pi CNC MachineMatias FernandezNo ratings yet
- The Pencil Drone: Technology Workshop Living Food Play OutsideDocument7 pagesThe Pencil Drone: Technology Workshop Living Food Play OutsideghantaNo ratings yet
- Arduino Quilting MachineDocument12 pagesArduino Quilting MachineMarius DanilaNo ratings yet
- Easy Cab ArcadeDocument23 pagesEasy Cab ArcadeAlexandra ReignierNo ratings yet
- Fusible Magic: Easy Mix & Match Shapes, Thousands of Design Possibilities, Includes 100 Block, 9 Quilt ProjectsFrom EverandFusible Magic: Easy Mix & Match Shapes, Thousands of Design Possibilities, Includes 100 Block, 9 Quilt ProjectsRating: 5 out of 5 stars5/5 (3)
- DIY Benchtop CNC Parts List: v1.1 - 8 April, 2020Document2 pagesDIY Benchtop CNC Parts List: v1.1 - 8 April, 2020adnan abdulmalikNo ratings yet
- Portable Camera Crane BaseDocument6 pagesPortable Camera Crane Baseadnan abdulmalikNo ratings yet
- DIY Mini Camera Crane: Food Living Outside Play Technology WorkshopDocument2 pagesDIY Mini Camera Crane: Food Living Outside Play Technology Workshopadnan abdulmalikNo ratings yet
- Using A Single Axis TB6560 Stepper Driver With GRBDocument4 pagesUsing A Single Axis TB6560 Stepper Driver With GRBadnan abdulmalikNo ratings yet
- Feeds and SpeedsDocument3 pagesFeeds and Speedsadnan abdulmalikNo ratings yet
- 2nd Project 108.05450Document14 pages2nd Project 108.05450adnan abdulmalikNo ratings yet
- Schematic EmbroidDocument1 pageSchematic Embroidadnan abdulmalikNo ratings yet
- Design of PID Controller For DC Motor Speed Control Using Arduino MicrocontrollerDocument4 pagesDesign of PID Controller For DC Motor Speed Control Using Arduino MicrocontrollerBrasoveanu GheorghitaNo ratings yet
- Adaptive Cruise ControlDocument5 pagesAdaptive Cruise ControlIJIRSTNo ratings yet
- Yadea User Manual For e Scooter 1546004910Document44 pagesYadea User Manual For e Scooter 1546004910Danthe ThenadNo ratings yet
- Manual 35S EnglishDocument41 pagesManual 35S EnglishgugiNo ratings yet
- Donna Hay Magazine 2014-10-11 PDFDocument172 pagesDonna Hay Magazine 2014-10-11 PDFlekovic_tanjaNo ratings yet
- Crashing Is A Schedule Compression Technique Used To Reduce or Shorten The Project ScheduleDocument1 pageCrashing Is A Schedule Compression Technique Used To Reduce or Shorten The Project ScheduleRaymart BulagsacNo ratings yet
- 9701 w09 QP 21Document12 pages9701 w09 QP 21Hubbak KhanNo ratings yet
- Academic Reading: All Answers Must Be Written On The Answer SheetDocument21 pagesAcademic Reading: All Answers Must Be Written On The Answer SheetLemon MahamudNo ratings yet
- Bahir Dar University BIT: Faculity of Mechanical and Industrial EngineeringDocument13 pagesBahir Dar University BIT: Faculity of Mechanical and Industrial Engineeringfraol girmaNo ratings yet
- Book BindingDocument14 pagesBook Bindingpesticu100% (2)
- VTA28-G5: Fuel OptimizedDocument3 pagesVTA28-G5: Fuel OptimizedIslam HemdanNo ratings yet
- Serial Analysis of Gene Expression (SAGE)Document34 pagesSerial Analysis of Gene Expression (SAGE)Rohit PhalakNo ratings yet
- Stanley B. Alpern - Amazons of Black Sparta - The Women Warriors of Dahomey-New York University Press (2011)Document308 pagesStanley B. Alpern - Amazons of Black Sparta - The Women Warriors of Dahomey-New York University Press (2011)georgemultiplusNo ratings yet
- Quarter 4 English As Grade 4Document28 pagesQuarter 4 English As Grade 4rubyneil cabuangNo ratings yet
- Rido, Rudini - Paediatric ECGDocument51 pagesRido, Rudini - Paediatric ECGFikriYTNo ratings yet
- History and Philo of ScienceDocument5 pagesHistory and Philo of ScienceJan Oliver YaresNo ratings yet
- RhythmDocument10 pagesRhythmSalcedo NoelNo ratings yet
- Relationsh Between EM and Young S ModuliDocument7 pagesRelationsh Between EM and Young S ModuliDwight AndersonNo ratings yet
- Class 12 - Maths - MatricesDocument87 pagesClass 12 - Maths - MatricesAishwarya MishraNo ratings yet
- MATLAB Fundamentals Quick ReferenceDocument43 pagesMATLAB Fundamentals Quick ReferenceCarlos Manuel Cardoza EspitiaNo ratings yet
- Disectie AnatomieDocument908 pagesDisectie AnatomieMircea SimionNo ratings yet
- Ask A Monk EnlightenmentDocument16 pagesAsk A Monk EnlightenmentPetruoka EdmundasNo ratings yet
- SAT Biochar Ethylene Poster 10 - 10b PDFDocument1 pageSAT Biochar Ethylene Poster 10 - 10b PDFsherifalharamNo ratings yet
- Final TestDocument10 pagesFinal TestbennyNo ratings yet
- The Wild T1 TheodoliteDocument61 pagesThe Wild T1 TheodoliteCJLara100% (1)
- iPQ-Center Webvideo Star TTB MA R1 42 en PDFDocument32 pagesiPQ-Center Webvideo Star TTB MA R1 42 en PDFHamid KharazmiNo ratings yet
- Course Structure and Content For Mechatronics, Systems and CDocument32 pagesCourse Structure and Content For Mechatronics, Systems and CAnimonga HajimeNo ratings yet
- 3161 GIS Data ModelsDocument13 pages3161 GIS Data Modelsapi-3788255No ratings yet
- Chapter 10 - The Mature ErythrocyteDocument55 pagesChapter 10 - The Mature ErythrocyteSultan AlexandruNo ratings yet