You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 94-QC20-J-414 - Curb Angle Check On L100X100X15Document92 pages94-QC20-J-414 - Curb Angle Check On L100X100X15Hgagselim SelimNo ratings yet
- Fundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFDocument98 pagesFundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFolalekan100% (1)
- Multibody Dynamics With AbaqusDocument20 pagesMultibody Dynamics With AbaqusDinh Gia BaoNo ratings yet
- Tutorial Bernoulli Equation Part 2Document2 pagesTutorial Bernoulli Equation Part 2Muhamad Hazim ZaabaNo ratings yet
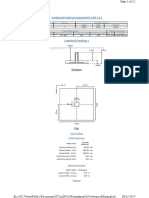
- Isolated Footing Design (ACI 318-11) : ElevationDocument12 pagesIsolated Footing Design (ACI 318-11) : ElevationAhmed Ben HmidaNo ratings yet
- Structural Analysis Timoshenko Beam TheoryDocument4 pagesStructural Analysis Timoshenko Beam TheoryDinh Thien NguyenNo ratings yet
- (Ebuch) Schauberger - Water Power TechnicalDocument5 pages(Ebuch) Schauberger - Water Power Technicalpolygon55No ratings yet
- VerticalAxisWindTurbine VAWT2018Document82 pagesVerticalAxisWindTurbine VAWT2018Aditya MahoreNo ratings yet
- ReferencesDocument12 pagesReferencesArul KirubakaranNo ratings yet
- Investigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningDocument12 pagesInvestigations On The Effects of Friction Modeling in Finite Element Simulation of MachiningArul KirubakaranNo ratings yet
- Finite Element Simulation of Conventional and High Speed Machining of Ti6Al4V AlloyDocument9 pagesFinite Element Simulation of Conventional and High Speed Machining of Ti6Al4V AlloyArul KirubakaranNo ratings yet
- International Journal of Machine Tools & Manufacture: G. List, G. Sutter, A. BouthicheDocument9 pagesInternational Journal of Machine Tools & Manufacture: G. List, G. Sutter, A. BouthicheArul KirubakaranNo ratings yet
- Finite Element Simulation of Chip Flow in Metal MachiningDocument15 pagesFinite Element Simulation of Chip Flow in Metal MachiningArul KirubakaranNo ratings yet
- Sciencedirect: Analysis of Heat Transfer in Laser Assisted Machining of Slip Cast Fused Silica CeramicsDocument4 pagesSciencedirect: Analysis of Heat Transfer in Laser Assisted Machining of Slip Cast Fused Silica CeramicsArul KirubakaranNo ratings yet
- Finite Element Methods and Its Applications in EngineeringDocument108 pagesFinite Element Methods and Its Applications in EngineeringArul KirubakaranNo ratings yet
- A Numeric Investigation of The Rake Face Stress Distribution in Orthogonal MachiningDocument6 pagesA Numeric Investigation of The Rake Face Stress Distribution in Orthogonal MachiningArul KirubakaranNo ratings yet
- Advanced Finite Element Analysis - Assignment QuestionsDocument2 pagesAdvanced Finite Element Analysis - Assignment QuestionsArul KirubakaranNo ratings yet
- Sciencedirect: Keywords: Keywords: Keywords: Keywords: KeywordsDocument11 pagesSciencedirect: Keywords: Keywords: Keywords: Keywords: KeywordsArul KirubakaranNo ratings yet
- Groupdiscussion TomorrowDocument19 pagesGroupdiscussion TomorrowArul KirubakaranNo ratings yet
- Group DiscussionDocument27 pagesGroup DiscussionArul KirubakaranNo ratings yet
- 10.1016@j.jmapro.2020.04.014 Important 1Document6 pages10.1016@j.jmapro.2020.04.014 Important 1Arul KirubakaranNo ratings yet
- Interview TipsDocument23 pagesInterview TipsArul KirubakaranNo ratings yet
- PrioritizationDocument28 pagesPrioritizationArul KirubakaranNo ratings yet
- Adaptability & Flexibility at WorkplaceDocument33 pagesAdaptability & Flexibility at WorkplaceArul KirubakaranNo ratings yet
- How To Make An Effective Presentation?Document45 pagesHow To Make An Effective Presentation?Arul KirubakaranNo ratings yet
- Team Work Lecture 2 PDFDocument41 pagesTeam Work Lecture 2 PDFArul KirubakaranNo ratings yet
- Shape Function For Serendipity Family ElementsDocument4 pagesShape Function For Serendipity Family ElementsArul KirubakaranNo ratings yet
- Toshihisa - IABSEDocument12 pagesToshihisa - IABSEvicmoc2000No ratings yet
- University of Cambridge International Examinations Cambridge International Level 3 Pre-U Certificate Principal SubjectDocument44 pagesUniversity of Cambridge International Examinations Cambridge International Level 3 Pre-U Certificate Principal SubjectKelvin SerimweNo ratings yet
- Surge Tanks Surge Pipes Fluid Mechanics Engineering Reference With Worked Examples PDFDocument15 pagesSurge Tanks Surge Pipes Fluid Mechanics Engineering Reference With Worked Examples PDFtunlinooNo ratings yet
- Momentum TranferDocument40 pagesMomentum TranferMarcel MrcNo ratings yet
- Physics 1st YearDocument2 pagesPhysics 1st YearRashid JalalNo ratings yet
- Aspen Phys Prop Models V7.3.2 PDFDocument338 pagesAspen Phys Prop Models V7.3.2 PDFBamrung SungnoenNo ratings yet
- Theoretical and Experimental Investigation of Kwu'S Most Recent HP//P Steam Turbine BladeDocument9 pagesTheoretical and Experimental Investigation of Kwu'S Most Recent HP//P Steam Turbine BladedrcNo ratings yet
- 00 - Lab #14-Final Exam Review SOLUTIONSDocument6 pages00 - Lab #14-Final Exam Review SOLUTIONSOg DiNo ratings yet
- Rotational Motion - Short Notes - (Arjuna NEET 2023)Document25 pagesRotational Motion - Short Notes - (Arjuna NEET 2023)gajendrar129No ratings yet
- EMT 3102 SUPP Solids & Structural Mechanics 1 SUPPDocument4 pagesEMT 3102 SUPP Solids & Structural Mechanics 1 SUPPGausss TjNo ratings yet
- PHYS101L Experiment 108 PDFDocument8 pagesPHYS101L Experiment 108 PDFRandy MolejonaNo ratings yet
- Tensile Behaviour of As Deposited and Heat-Treated Electroless Ni-P DepositsDocument14 pagesTensile Behaviour of As Deposited and Heat-Treated Electroless Ni-P DepositslinNo ratings yet
- Design of Dynamic Balancing Machine 7a83bad5Document5 pagesDesign of Dynamic Balancing Machine 7a83bad5Wong Yong Jie100% (1)
- Physics (A Summary of Its Definition)Document6 pagesPhysics (A Summary of Its Definition)biltspovertyNo ratings yet
- Lecture 2Document30 pagesLecture 2hania dogar0% (1)
- Hydraulics ModuleDocument44 pagesHydraulics ModuleJohn Miko CanlasNo ratings yet
- Anchorage and LapsDocument7 pagesAnchorage and LapslahirujayasiriNo ratings yet
- Chapter Four: Shear and Diagonal Tension in BeamsDocument12 pagesChapter Four: Shear and Diagonal Tension in BeamsMintesnot WondimuNo ratings yet
- CE 102 Structural MechanicsDocument66 pagesCE 102 Structural MechanicsxavierjeffNo ratings yet
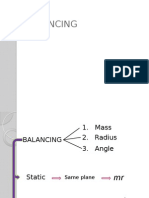
- JJ311 MECHANICAL OF MACHINE CH 5 BalancingDocument26 pagesJJ311 MECHANICAL OF MACHINE CH 5 BalancingAh Tiang33% (3)
- Pumps in Series and ParallelDocument24 pagesPumps in Series and ParallelYamama 1No ratings yet
- Kinematics TestDocument13 pagesKinematics TestJason YuNo ratings yet