You might also like
- Volvo Ec290 LC Ec290lc Excavator Service Repair ManualDocument10 pagesVolvo Ec290 LC Ec290lc Excavator Service Repair ManualAngie Ross100% (8)
- 7bpue15 SN 81000 Repair Manual 00700-cl222-05Document413 pages7bpue15 SN 81000 Repair Manual 00700-cl222-05krisna100% (2)
- CE Marking High Voltage SwitchgearDocument8 pagesCE Marking High Voltage SwitchgearShailesh ChettyNo ratings yet
- Caja de Cambios EATON FS6209Document145 pagesCaja de Cambios EATON FS62097sergio950% (2)
- Genie ScisssorDocument100 pagesGenie ScisssorkrisnaNo ratings yet
- Mechanical Seal AramcoDocument18 pagesMechanical Seal AramcoMohamed AbdelsalamNo ratings yet
- 5brake System Englisg-G9165Document28 pages5brake System Englisg-G9165George Jhonson90% (10)
- Operacion Hidraulico 320l Prefijo 9kkDocument21 pagesOperacion Hidraulico 320l Prefijo 9kkLuis Carlos Ramos100% (1)
- 05 Steering Hydraulic LG958LDocument36 pages05 Steering Hydraulic LG958LGeorge Jhonson100% (1)
- Hydraulic of DozerDocument83 pagesHydraulic of DozerLinzaw OoNo ratings yet
- Pump Control OperationDocument3 pagesPump Control Operationaras aliNo ratings yet
- Quick-Drop Valve: Previous ScreenDocument9 pagesQuick-Drop Valve: Previous ScreenBroCactusNo ratings yet
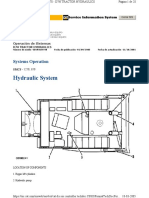
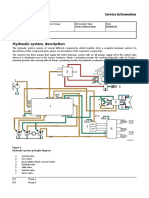
- Hydraulic System: Systems OperationDocument28 pagesHydraulic System: Systems OperationRoberto BaierNo ratings yet
- Steering System Repair ManualDocument13 pagesSteering System Repair Manualsample nameNo ratings yet
- 9working Hydraulic System - ENGLISG-LG955NDocument61 pages9working Hydraulic System - ENGLISG-LG955NGeorge Jhonson100% (3)
- Bomba 140gDocument29 pagesBomba 140gMuriel Remberto100% (1)
- 清洗吸污车说明书 (1) 1 9 translateDocument11 pages清洗吸污车说明书 (1) 1 9 translateumerNo ratings yet
- Section 5 Steering SystemDocument13 pagesSection 5 Steering SystemPriscila RodriguesNo ratings yet
- 9 Hydraulic System, Digging, Handling, Grading Equipment, Misc EquipmentDocument181 pages9 Hydraulic System, Digging, Handling, Grading Equipment, Misc EquipmentDaniel NavasNo ratings yet
- Https Sisred - Venequip.com Sisweb Sisweb Techdoc Techdoc PrintDocument11 pagesHttps Sisred - Venequip.com Sisweb Sisweb Techdoc Techdoc PrintJose Corcega britoNo ratings yet
- Auxilary Brake (Engine Brake), DescriptionDocument6 pagesAuxilary Brake (Engine Brake), DescriptionMrAlbert2009No ratings yet
- Steering System SDLG 936L PDFDocument36 pagesSteering System SDLG 936L PDFjuanchilo29100% (2)
- Sistema de DireccionDocument18 pagesSistema de DireccionFredy ReyesNo ratings yet
- Grendia S4Q2 Diesel EngineDocument64 pagesGrendia S4Q2 Diesel EngineJoaquina_JoaquinaNo ratings yet
- Alivio Implementos 994FDocument4 pagesAlivio Implementos 994FF Diaz BarreraNo ratings yet
- 6steering System ENGLISH-G9180Document47 pages6steering System ENGLISH-G9180George Jhonson50% (2)
- Mep Oral AnswersDocument28 pagesMep Oral AnswersAshjo Gamer100% (1)
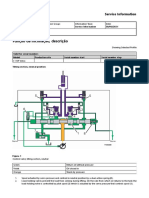
- Função de Inclinação, Descrição: Service InformationDocument3 pagesFunção de Inclinação, Descrição: Service InformationDouglas SouzaNo ratings yet
- Priorety and Orbitrol CircuitDocument23 pagesPriorety and Orbitrol CircuitIslam ShoukryNo ratings yet
- 7 PumpsDocument13 pages7 PumpsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- 938F Wheel Loader 7SN00001-UP (MACHINE) POWERED BY 3116 Engine (SEBP2374 - 53) - Sistemas y ComponentesDocument15 pages938F Wheel Loader 7SN00001-UP (MACHINE) POWERED BY 3116 Engine (SEBP2374 - 53) - Sistemas y ComponentesCarlos Andres Campos TorresNo ratings yet
- VOLVO EW160B-4 Power TransmissionDocument81 pagesVOLVO EW160B-4 Power TransmissionPIKO MOBNo ratings yet
- Select GroupDocument4 pagesSelect Groupbasem elhosanyNo ratings yet
- 5 Lubrication Systems: 5.1 Function of Lubrication SystemDocument22 pages5 Lubrication Systems: 5.1 Function of Lubrication SystemGabriel BalcazarNo ratings yet
- Hydraulic SystemsDocument44 pagesHydraulic Systemsrizaazari4530100% (1)
- EI-4195 SERIES: Instruction ManualDocument16 pagesEI-4195 SERIES: Instruction ManualKhalid AbdelRahimNo ratings yet
- IMP Main Engine and Aux EngineDocument37 pagesIMP Main Engine and Aux EngineLOKINo ratings yet
- Advance Workshop Exam SolvedDocument41 pagesAdvance Workshop Exam SolvedVinesh ThulasyNo ratings yet
- Volvo Ew160b Wheeled ExcavatorDocument23 pagesVolvo Ew160b Wheeled ExcavatorМирбек Майрыков100% (2)
- Manual de Sistema Hidraulico D9R 2 PDFDocument96 pagesManual de Sistema Hidraulico D9R 2 PDFgodavicho100% (2)
- Transmission 2Document23 pagesTransmission 2ait mimouneNo ratings yet
- ZQ127 25 Drill Pipe Power TongDocument12 pagesZQ127 25 Drill Pipe Power Tong刘巍No ratings yet
- Group 3 Swing Device: 1. StructureDocument11 pagesGroup 3 Swing Device: 1. StructurethierrylindoNo ratings yet
- L180 Hydraulic DiagramDocument39 pagesL180 Hydraulic DiagramAstrit StratiNo ratings yet
- X QH MG E3 QDocument90 pagesX QH MG E3 Qjuarez5geronimosilvaNo ratings yet
- ArtesDocument28 pagesArtesarturo laosNo ratings yet
- 980b Wheel Loader HydraDocument13 pages980b Wheel Loader HydraChrissz Noxd0% (1)
- 600 KN Towing Winch ManualDocument173 pages600 KN Towing Winch ManualMartellusNo ratings yet
- Clutch and Operation System Repair ManualDocument22 pagesClutch and Operation System Repair Manualsample nameNo ratings yet
- 416B Hyd Test & AdjustingDocument26 pages416B Hyd Test & AdjustingRudolph Prieto M94% (17)
- Tiếng Anh Chuyên NghànhDocument25 pagesTiếng Anh Chuyên NghànhVăn Khánh NguyễnNo ratings yet
- Freio & DirecaoDocument91 pagesFreio & DirecaoFranklin CabralNo ratings yet
- 01 Implements From SESV1679 - D10RIDocument34 pages01 Implements From SESV1679 - D10RIkhaled boulahlib100% (1)
- PRESENTATION PCE by Firman Nataleo SDocument21 pagesPRESENTATION PCE by Firman Nataleo SFirman NataleoNo ratings yet
- Sistema HidráulicoDocument36 pagesSistema HidráulicoValdir AlexandreNo ratings yet
- Aircraft Hydraulic SystemsDocument37 pagesAircraft Hydraulic SystemsNikhil Singh67% (3)
- 80-900 TransmissionDocument40 pages80-900 TransmissionjeevaNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Ford Manual for Owners and Operators of Ford Cars and Trucks (1919)From EverandFord Manual for Owners and Operators of Ford Cars and Trucks (1919)No ratings yet
- Hydraulic - Steering - Semi-Platform MF4708Document54 pagesHydraulic - Steering - Semi-Platform MF4708krisnaNo ratings yet
- PLT500T SN 503.324Document657 pagesPLT500T SN 503.324krisnaNo ratings yet
- 08 Dynapac DRS120D BrochureDocument2 pages08 Dynapac DRS120D BrochurekrisnaNo ratings yet
- TSR r220 9s Lambung 5 Replace Hose Oil Lub and Tooth BacketDocument3 pagesTSR r220 9s Lambung 5 Replace Hose Oil Lub and Tooth BacketkrisnaNo ratings yet
- Group 5 RCV Lever Group 5 RCV Lever: 1. Structure 1. StructureDocument7 pagesGroup 5 RCV Lever Group 5 RCV Lever: 1. Structure 1. StructurekrisnaNo ratings yet
- AMOL Tech - TrainingDocument50 pagesAMOL Tech - TrainingkrisnaNo ratings yet
- G Group 3 Pump Device: 1. Removal and InstallDocument18 pagesG Group 3 Pump Device: 1. Removal and InstallkrisnaNo ratings yet
- Dynapac CC1250 Dynapac CC1250: Double Drum Vibratory Rollers Double Drum Vibratory RollersDocument2 pagesDynapac CC1250 Dynapac CC1250: Double Drum Vibratory Rollers Double Drum Vibratory RollerskrisnaNo ratings yet
- 6-1 Component LocationDocument3 pages6-1 Component LocationkrisnaNo ratings yet
- Group 3 Pilot Circuit: Line Filter Relief Valve 35kgf/cmDocument5 pagesGroup 3 Pilot Circuit: Line Filter Relief Valve 35kgf/cmkrisnaNo ratings yet
- Kubota Z482-E3B-CHN-2Document55 pagesKubota Z482-E3B-CHN-2krisna100% (1)
- Section 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakeDocument20 pagesSection 8. Braking System: 8.1 Hand Brake and Its Driving Mechanism Composition of The Hand BrakekrisnaNo ratings yet
- Troubleshooting RMCUDocument24 pagesTroubleshooting RMCUkrisnaNo ratings yet
- Experiemnt 4 Screw JackDocument13 pagesExperiemnt 4 Screw JackMansoob BukhariNo ratings yet
- The 5Th Ieee/Iftomm International Conference On Reconfigurable Mechanisms and RobotsDocument836 pagesThe 5Th Ieee/Iftomm International Conference On Reconfigurable Mechanisms and RobotsSean ShugarNo ratings yet
- PCDocument45 pagesPCKrishna ChaitanyaNo ratings yet
- Catalog-D31 5-SINAMICS Single-G120X InfrastructureDocument108 pagesCatalog-D31 5-SINAMICS Single-G120X Infrastructureloko221No ratings yet
- Rotary-Axial Spindles For Ultra-Precision MachiningDocument4 pagesRotary-Axial Spindles For Ultra-Precision MachiningphuongdxNo ratings yet
- Robodrill 01Document298 pagesRobodrill 01vuchinhvdcNo ratings yet
- Shimpo High Precision CatalogDocument444 pagesShimpo High Precision CatalogJorgeGonzálezNo ratings yet
- SaigonTex 2023 List of ExhibitorsDocument20 pagesSaigonTex 2023 List of Exhibitorslebavinh440No ratings yet
- Sensors and Transducers: Introduction To MechatronicsDocument32 pagesSensors and Transducers: Introduction To Mechatronicsmann20100% (1)
- Wachemo University College of Engineering and Technology Department of MechanicalDocument2 pagesWachemo University College of Engineering and Technology Department of MechanicalZó LáNo ratings yet
- Sociology - Part - IiDocument14 pagesSociology - Part - IiDhananjayan GopinathanNo ratings yet
- Smart Energy Harvesting Using Physical Exercising Machines: December 2016Document8 pagesSmart Energy Harvesting Using Physical Exercising Machines: December 2016libin babyNo ratings yet
- Fasce Guida PDFDocument84 pagesFasce Guida PDFCarlos AugustoNo ratings yet
- PDMS-Equipment UG PDFDocument144 pagesPDMS-Equipment UG PDFRobert SimmonsNo ratings yet
- Exam Result: June - July 2020Document1 pageExam Result: June - July 2020SachinNo ratings yet
- Syllabus Jntu Mechanical EngineeringDocument89 pagesSyllabus Jntu Mechanical EngineeringM.kishore KumarNo ratings yet
- Post Harvest ReviewerDocument6 pagesPost Harvest ReviewerJohn Vincent NateNo ratings yet
- Lesson 1 ConceptsDocument32 pagesLesson 1 ConceptsKristine PanlilioNo ratings yet
- Intake 34 Mechatronics TrackDocument18 pagesIntake 34 Mechatronics TrackPeter EhabNo ratings yet
- KZ30 Technical Manual Rev.1.2Document236 pagesKZ30 Technical Manual Rev.1.2elyhotst50No ratings yet
- 20230124T234846 mgmt30019 Chapter 2 The Robot at The GateDocument13 pages20230124T234846 mgmt30019 Chapter 2 The Robot at The Gatecodifoy648No ratings yet
- ToolsDocument268 pagesToolsmantenimientoNo ratings yet
- Lesson 15 - Simple Machines: Grade 9 - Science - Sussex College - WennappuwaDocument12 pagesLesson 15 - Simple Machines: Grade 9 - Science - Sussex College - WennappuwaSwarnapaliliyanageNo ratings yet
- Agilent 5529A Laser Dynamic Calibrator - PresentationDocument34 pagesAgilent 5529A Laser Dynamic Calibrator - PresentationVallik TadNo ratings yet
- Complete 3909&3910Document170 pagesComplete 3909&3910José OlaveNo ratings yet
- Safety Syllabus PDFDocument12 pagesSafety Syllabus PDFRam RameshNo ratings yet
- Design and Fabrication of Hybrid Ventilation System and Solar Tracking For Power GenerationDocument6 pagesDesign and Fabrication of Hybrid Ventilation System and Solar Tracking For Power GenerationAbhilash GNo ratings yet
- TUTORIALDocument15 pagesTUTORIALKevine KhaledNo ratings yet