You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Sarawak Worship SOPDocument14 pagesSarawak Worship SOPFaizi RadziNo ratings yet
- Selection and Sizing of Pressure Relief ValvesDocument21 pagesSelection and Sizing of Pressure Relief ValvesjoesuhreNo ratings yet
- 2 4 Malaysia PDFDocument24 pages2 4 Malaysia PDFFaizi RadziNo ratings yet
- 2 4 Malaysia PDFDocument24 pages2 4 Malaysia PDFFaizi RadziNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- International Journal of Heat and Fluid Flow: M. Meyer, S. Hickel, N.A. AdamsDocument10 pagesInternational Journal of Heat and Fluid Flow: M. Meyer, S. Hickel, N.A. AdamsManu ChakkingalNo ratings yet
- Numerical Modeling of Flow Over A Rectangular Broa PDFDocument12 pagesNumerical Modeling of Flow Over A Rectangular Broa PDFSawab MadeneNo ratings yet
- Aset WTP PiayuDocument7 pagesAset WTP PiayuReinhard SimbolonNo ratings yet
- Distribution Atmos TERA SCH 400.490 750 Lps @48 MDocument3 pagesDistribution Atmos TERA SCH 400.490 750 Lps @48 MwawanNo ratings yet
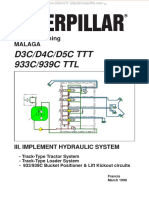
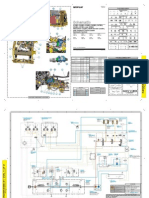
- Manual Caterpillar d3c d4c d5c Track Type Tractors 933c 939c Track Type Loader Implement Hydraulic SystemDocument17 pagesManual Caterpillar d3c d4c d5c Track Type Tractors 933c 939c Track Type Loader Implement Hydraulic Systemrayendra84% (19)
- JFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsDocument42 pagesJFM - Tryggvason - Burner - Effect of Bubble Deformation On The Properties of Bubbly FlowsSubhajit BiswasNo ratings yet
- Hydraulics Multiple Choice Questions and Answers - Set 26 - Engineering, Competitive Exams and Jobs PDFDocument9 pagesHydraulics Multiple Choice Questions and Answers - Set 26 - Engineering, Competitive Exams and Jobs PDFl8o8r8d8s8i8v8No ratings yet
- JSDFJSDDocument26 pagesJSDFJSDJeremy CatallaNo ratings yet
- Fluid DynamicsDocument20 pagesFluid DynamicsIndah DamayantiNo ratings yet
- Solids and Fluids - Turbulent Flow - Turbulence Modelling PDFDocument535 pagesSolids and Fluids - Turbulent Flow - Turbulence Modelling PDFAnonymous uZLjUU8epFNo ratings yet
- Hydraulic and Pneumatic Questions PaperDocument9 pagesHydraulic and Pneumatic Questions PaperSaurabh Kumar 53No ratings yet
- Ojt ReportDocument75 pagesOjt Reportpranav dixitNo ratings yet
- Lab # 5 Plunger Pump: ObjectiveDocument6 pagesLab # 5 Plunger Pump: ObjectiveNioNo ratings yet
- Unit 2 UpdatedDocument54 pagesUnit 2 UpdatedJeancy MbolelaNo ratings yet
- Reynolds NumberDocument9 pagesReynolds NumberBolarinwaNo ratings yet
- FOUNDATION DESIGN OPTIMIZATION FOR ROTATING EQUIPMENTDocument38 pagesFOUNDATION DESIGN OPTIMIZATION FOR ROTATING EQUIPMENTChiedu OkonduNo ratings yet
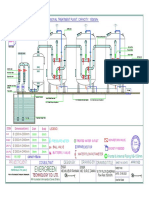
- Iron Removal Treatment Plant Flow DiagramDocument1 pageIron Removal Treatment Plant Flow DiagramEtcl FactoryNo ratings yet
- Carbon Steel Pipe Inch Dimensions As Per Asme b36 10Document20 pagesCarbon Steel Pipe Inch Dimensions As Per Asme b36 10havocs havenNo ratings yet
- Static Pressure Calculations V1.1Document1 pageStatic Pressure Calculations V1.1sachinsaklani23No ratings yet
- Power Team PA6D Pumps - CatalogDocument2 pagesPower Team PA6D Pumps - CatalogTitanplyNo ratings yet
- Kenr9408kenr9408-01 SisDocument4 pagesKenr9408kenr9408-01 SisBruno ArteagaNo ratings yet
- Cfd-Tut Profil h105Document5 pagesCfd-Tut Profil h105nishith316No ratings yet
- Aerodynamics Simulation of Vehicle Body Using CFDDocument93 pagesAerodynamics Simulation of Vehicle Body Using CFDSantiago AgustínNo ratings yet
- HVAC Water Balancing and Flow Testing ProcedureDocument3 pagesHVAC Water Balancing and Flow Testing ProcedureReda Guellil50% (2)
- Fluid Flow Measurement DevicesDocument9 pagesFluid Flow Measurement DevicesClifford Dwight RicanorNo ratings yet
- 8echapter08 SMDocument87 pages8echapter08 SMGermán González SilvaNo ratings yet
- SFA - Válvula de PreenchimentoDocument12 pagesSFA - Válvula de PreenchimentoBademianNo ratings yet
- Turbulent Flow Exiting a Reservoir and Impacting a Solid ObjectDocument22 pagesTurbulent Flow Exiting a Reservoir and Impacting a Solid ObjectMariaEstherAlguacilRodriguezNo ratings yet
- Single PumpDocument1 pageSingle PumpbmanojkumarNo ratings yet