You might also like
- V5750maintance ManualDocument114 pagesV5750maintance ManualJoe Gozinia100% (2)
- SPAD Pixels For UV Imaging V3Document60 pagesSPAD Pixels For UV Imaging V3Soumya Shatakshi PandaNo ratings yet
- Synthesis and photocatalytic activity of composite WO3/TiO2 nanoparticles by flame-assisted spray pyrolysisDocument6 pagesSynthesis and photocatalytic activity of composite WO3/TiO2 nanoparticles by flame-assisted spray pyrolysisrospitauli24No ratings yet
- ED CoatDocument12 pagesED CoatPraveen KumarNo ratings yet
- FTIR For H20 AdsorptionDocument19 pagesFTIR For H20 AdsorptionsabzinehNo ratings yet
- Castillo-Rodriguez JSSE 24 797 2020Document12 pagesCastillo-Rodriguez JSSE 24 797 2020paulo torresNo ratings yet
- Effect of Spark Plasma Sintering Temperature On The Pore Characteristics, Porosity and Compression Strength of Porous Titanium FoamsDocument8 pagesEffect of Spark Plasma Sintering Temperature On The Pore Characteristics, Porosity and Compression Strength of Porous Titanium FoamsQuang Thuận NguyễnNo ratings yet
- A Review On Preparation Methods of NanocompositesDocument5 pagesA Review On Preparation Methods of NanocompositesInternational Journal of Trendy Research in Engineering and TechnologyNo ratings yet
- Effect of NB Doping On The Structural Optical and Photocatalytic Properties of SrTiO3 Nanopowder Synthesized by Sol Gel Auto Combustion TechniqueDocument15 pagesEffect of NB Doping On The Structural Optical and Photocatalytic Properties of SrTiO3 Nanopowder Synthesized by Sol Gel Auto Combustion TechniqueJayakrishnan A RNo ratings yet
- Nanocrystalline Cellulose ThesisDocument7 pagesNanocrystalline Cellulose Thesiskcaevuief100% (2)
- Nano MaterialsDocument38 pagesNano Materialsaedi0611100% (3)
- Low Temperature Technologies For SofcsDocument1 pageLow Temperature Technologies For Sofcswatson123No ratings yet
- Perspectives On The Science and Technology of Nanoparticle SynthesisDocument15 pagesPerspectives On The Science and Technology of Nanoparticle SynthesisPratheeshVnNo ratings yet
- Defense Technical Information Center Compilation Part NoticeDocument19 pagesDefense Technical Information Center Compilation Part NoticeGiable AbilashNo ratings yet
- Chantarat 2013Document5 pagesChantarat 2013IpungNo ratings yet
- ZnO NanoparticlesDocument36 pagesZnO Nanoparticlesadharsh27100% (1)
- Review Progress in MaterialsDocument473 pagesReview Progress in MaterialsIulianaNo ratings yet
- Catalysts 07 00060 v2Document18 pagesCatalysts 07 00060 v2Luz Idalia Ibarra RodriguezNo ratings yet
- Influence of Inorganic Binder Composition On The SDocument9 pagesInfluence of Inorganic Binder Composition On The SLaura González SossaNo ratings yet
- Sol Gel ThesisDocument5 pagesSol Gel Thesiskriscundiffevansville100% (2)
- The Release of TiO2 and SiO2 Nanoparticles From NanocompositesDocument4 pagesThe Release of TiO2 and SiO2 Nanoparticles From NanocompositesPastrama AnamariaNo ratings yet
- COMPATIBILITY OF NANO-SILICA IN FLYASH BASED CEMENTSDocument8 pagesCOMPATIBILITY OF NANO-SILICA IN FLYASH BASED CEMENTSansarNo ratings yet
- Dual Morphology Titanium Dioxide For Dye Sensitized Solar CellsDocument40 pagesDual Morphology Titanium Dioxide For Dye Sensitized Solar CellsksmithulpranavNo ratings yet
- Meuller 2012 SparkGen ReviewDocument16 pagesMeuller 2012 SparkGen ReviewIbtehaj Tasfin RiasatNo ratings yet
- Nanosilver - Tugas-1Document10 pagesNanosilver - Tugas-1Rosena PutriNo ratings yet
- IntroductionDocument4 pagesIntroductionShahab ShafiNo ratings yet
- A Review of The Possible Applications of Nanotechnology in Refractory ConcreteDocument9 pagesA Review of The Possible Applications of Nanotechnology in Refractory ConcreteamnajamNo ratings yet
- Cruz_Lessard_2002_BaTiO3 thin films fabricated by sol-gel processDocument8 pagesCruz_Lessard_2002_BaTiO3 thin films fabricated by sol-gel processqiyanl1920No ratings yet
- Introduction To NanotechnologyDocument10 pagesIntroduction To NanotechnologySra VanNo ratings yet
- Synthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsDocument51 pagesSynthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsKhouloud baltiNo ratings yet
- Jurnal 1 PDFDocument5 pagesJurnal 1 PDFNataliakusumaDewiNo ratings yet
- Nanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresFrom EverandNanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresLuigi NicolaisNo ratings yet
- NDT M E C F C: Ethods For Valuating Arbon Iber OmpositesDocument17 pagesNDT M E C F C: Ethods For Valuating Arbon Iber OmpositesAnonymous 5qPKvmuTWCNo ratings yet
- J Rinp 2019 102609Document37 pagesJ Rinp 2019 102609ZuraNo ratings yet
- Clay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsFrom EverandClay-Containing Polymer Nanocomposites: From Fundamentals to Real ApplicationsNo ratings yet
- Coating Publi2020Document21 pagesCoating Publi2020thanh duc LeNo ratings yet
- Geo2 6Document10 pagesGeo2 6Satya ThodetiNo ratings yet
- Machin et al (2021)Document22 pagesMachin et al (2021)loraine.soto3No ratings yet
- 10 1016@j Electacta 2020 135884Document9 pages10 1016@j Electacta 2020 135884Marwa DkhiliNo ratings yet
- Nanocoatings: Randa Abdel-KarimDocument37 pagesNanocoatings: Randa Abdel-KarimEnrique FrancoNo ratings yet
- Persistent Luminescent Nanoparticles: Challenges and Opportunities For A Shimmering FutureDocument16 pagesPersistent Luminescent Nanoparticles: Challenges and Opportunities For A Shimmering FutureAshraf MouradNo ratings yet
- Himmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Document11 pagesHimmah - 2019 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 515 - 012084Blue StarNo ratings yet
- Antimicrobial Activity of Al O, Cuo, Fe O, and Zno Nanoparticles in Scope of Their Further Application in Cement-Based Building MaterialsDocument15 pagesAntimicrobial Activity of Al O, Cuo, Fe O, and Zno Nanoparticles in Scope of Their Further Application in Cement-Based Building MaterialsSandra ZitaNo ratings yet
- Applications of Nano-Catalysts in New EraDocument19 pagesApplications of Nano-Catalysts in New EraAmit PaulNo ratings yet
- 36SNM Bun PDFDocument8 pages36SNM Bun PDFsorinamotocNo ratings yet
- Evangeline Sintering of CaCO3Ti4O12Document22 pagesEvangeline Sintering of CaCO3Ti4O12diep2No ratings yet
- Exploration of Spectroscopic Study of Screen-Printed Tungsten Oxide Tin Oxide Nano-Composite Powder Fired at High TemperatureDocument11 pagesExploration of Spectroscopic Study of Screen-Printed Tungsten Oxide Tin Oxide Nano-Composite Powder Fired at High TemperatureIJRASETPublicationsNo ratings yet
- Nanomaterials For Practical Functional Uses: M.G. LinesDocument4 pagesNanomaterials For Practical Functional Uses: M.G. LinesEmerson Rodrigues de CamargoNo ratings yet
- IOP Conference Series: Materials Science and Engineering - Structure and Properties of Organically Modified Poly(butylene adipate-co-terephthalate) NanocompositesDocument13 pagesIOP Conference Series: Materials Science and Engineering - Structure and Properties of Organically Modified Poly(butylene adipate-co-terephthalate) NanocompositesKwanchaiBuaksuntearNo ratings yet
- CVD Powder Coating Principles and ApplicationsDocument72 pagesCVD Powder Coating Principles and Applications1362415No ratings yet
- DC Field Induced Optical Effects in Glass CeramicsDocument12 pagesDC Field Induced Optical Effects in Glass CeramicsSURESH SURAGANINo ratings yet
- Synthesis and Characterization of Sio Nanoparticles Via Sol-Gel Method For Industrial ApplicationsDocument5 pagesSynthesis and Characterization of Sio Nanoparticles Via Sol-Gel Method For Industrial Applicationsप्रियरंजन सिंह राजपूतNo ratings yet
- AP IR VH - PE Au - Pol21Document28 pagesAP IR VH - PE Au - Pol21Vangelis HarmandarisNo ratings yet
- Amm 543-547 3914-2Document4 pagesAmm 543-547 3914-2Hao SuenNo ratings yet
- Polymers: The Synergistic Microbiological E Produced Packaging Polyethylene Films Incorporated With Zinc NanoparticlesDocument15 pagesPolymers: The Synergistic Microbiological E Produced Packaging Polyethylene Films Incorporated With Zinc Nanoparticlesعز الدين العكيديNo ratings yet
- Surface & Coatings TechnologyDocument9 pagesSurface & Coatings TechnologyHuy HeinekenNo ratings yet
- Plasma Electrolytic Oxidation ThesisDocument8 pagesPlasma Electrolytic Oxidation Thesisbkx89b3r100% (1)
- Am 201369Document12 pagesAm 201369Debjani BhaktaNo ratings yet
- Powder Technology: Guohua Jiang, Xiaoyan Zheng, Yin Wang, Tianwen Li, Xinke SunDocument5 pagesPowder Technology: Guohua Jiang, Xiaoyan Zheng, Yin Wang, Tianwen Li, Xinke SunŞebnem Gül İlarslanNo ratings yet
- Chemistry NanoparticlesDocument28 pagesChemistry Nanoparticlesworld VoyagerNo ratings yet
- Stellite-6 Surface Layers Reinforced With Hard andDocument7 pagesStellite-6 Surface Layers Reinforced With Hard andlazaroccsNo ratings yet
- Crystals: The Investigation For Coating Method of Titanium Dioxide Layer in Perovskite Solar CellsDocument9 pagesCrystals: The Investigation For Coating Method of Titanium Dioxide Layer in Perovskite Solar CellsThanakrit SintiamNo ratings yet
- Grupo 5 - Bioprocessos 2Document1 pageGrupo 5 - Bioprocessos 2Evaldo FilhoNo ratings yet
- Geobiogás - Grupo 3Document1 pageGeobiogás - Grupo 3Evaldo FilhoNo ratings yet
- Kokubo, 1990, Apatite Coating On Ceramics, Metals and Polymers Utilizing A Biological ProcessDocument6 pagesKokubo, 1990, Apatite Coating On Ceramics, Metals and Polymers Utilizing A Biological ProcessEvaldo FilhoNo ratings yet
- Koizumi, 2019, Application of Titanium and Titanium Alloys To Fixed Dental ProsthesesDocument5 pagesKoizumi, 2019, Application of Titanium and Titanium Alloys To Fixed Dental ProsthesesEvaldo FilhoNo ratings yet
- Materials Science and Engineering C: Gabriela Ciobanu, Octavian CiobanuDocument6 pagesMaterials Science and Engineering C: Gabriela Ciobanu, Octavian CiobanuEvaldo FilhoNo ratings yet
- Surface ModificationDocument14 pagesSurface ModificationsivaNo ratings yet
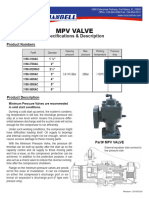
- Hanbell MPV Valve Spec SheetDocument1 pageHanbell MPV Valve Spec SheetDũng LêNo ratings yet
- Color in Computer GraphicDocument98 pagesColor in Computer GraphicReza AleeNo ratings yet
- Teza Doctorat Schimb IzotopicDocument208 pagesTeza Doctorat Schimb IzotopicaliosarusNo ratings yet
- What Is HPLC Column Conditioning - How Long To EquilibrateDocument5 pagesWhat Is HPLC Column Conditioning - How Long To EquilibrateMubarak PatelNo ratings yet
- IB Physics Notes FieldsDocument2 pagesIB Physics Notes FieldsDonovan KwanNo ratings yet
- Wholeness, Timelessness, and Unfolding MeaningDocument13 pagesWholeness, Timelessness, and Unfolding MeaningPamela ChapmanNo ratings yet
- This Study Resource Was: Select OneDocument4 pagesThis Study Resource Was: Select OnePaulo Bollosa100% (1)
- Induction Motor Design: EE-3202: Sessional On Electrical Machine DesignDocument23 pagesInduction Motor Design: EE-3202: Sessional On Electrical Machine Design106 MOMENUL ISLAM KHAN 17No ratings yet
- Experiment No .3 Aggregate Crushing Value Test (Acv) : Standard Designation (BS: 812-110:1990)Document4 pagesExperiment No .3 Aggregate Crushing Value Test (Acv) : Standard Designation (BS: 812-110:1990)USAMA KHALILNo ratings yet
- PDF Updated Class 11 Physics Formula Sheet CompressDocument22 pagesPDF Updated Class 11 Physics Formula Sheet CompressdrjbjpNo ratings yet
- Physical Chemistry: Thermodynamics, Structure, and Change: Tenth Edition ART Powerpoint PresentationsDocument36 pagesPhysical Chemistry: Thermodynamics, Structure, and Change: Tenth Edition ART Powerpoint PresentationsVincent PradjinataNo ratings yet
- ASME pressure testing code tableDocument4 pagesASME pressure testing code tableBohdan100% (1)
- ABM HUMMS Physical Science EM5 - Intermolecular ForcesDocument4 pagesABM HUMMS Physical Science EM5 - Intermolecular ForcesThe Lone WolfNo ratings yet
- Amineterephthalic AcidDocument3 pagesAmineterephthalic AcidVictor SeabraNo ratings yet
- Grade 11 Physical Science Module 4: Second Quarter (Week 4) Electrons Behaving Like WavesDocument8 pagesGrade 11 Physical Science Module 4: Second Quarter (Week 4) Electrons Behaving Like Wavesdanniel100% (1)
- RCC - Civil Engineering Objective QuestionsDocument9 pagesRCC - Civil Engineering Objective Questionsutsav_koshtiNo ratings yet
- Practical design of stepped columnsDocument14 pagesPractical design of stepped columnsFeba ThomasNo ratings yet
- Chemistry The Central Science 14Th Edition Brown Test Bank Full Chapter PDFDocument36 pagesChemistry The Central Science 14Th Edition Brown Test Bank Full Chapter PDFsusan.robleto221100% (13)
- Gas Leak Alarm Systems PDFDocument87 pagesGas Leak Alarm Systems PDFAvYlashKumbharNo ratings yet
- Toshiba Field Effect Transistor Silicon N Channel MOS TypeDocument7 pagesToshiba Field Effect Transistor Silicon N Channel MOS TypeValdenor CostaNo ratings yet
- Gates Belts PDFDocument65 pagesGates Belts PDFMamta RaybageNo ratings yet
- Sri Chaitanya Narayana IIT Academy: (Sri Sarvani Educational Society)Document33 pagesSri Chaitanya Narayana IIT Academy: (Sri Sarvani Educational Society)nithila bhaskerNo ratings yet
- Chapter 9 PLCCDocument26 pagesChapter 9 PLCCpruddviNo ratings yet
- Temperature Metrology PDFDocument122 pagesTemperature Metrology PDFSuryanarayan YadavNo ratings yet
- Maths JEE Mains 2024 Question Papers With Answer Key PDFDocument11 pagesMaths JEE Mains 2024 Question Papers With Answer Key PDFinfieldirateNo ratings yet
- AC Assignment QuestionsDocument3 pagesAC Assignment QuestionsSudarshanNo ratings yet
- Masibus 8208 User ManualDocument42 pagesMasibus 8208 User ManualMẫn NguyễnNo ratings yet
- Augereau1998 Article RelevanceOfTheFiniteElementMetDocument4 pagesAugereau1998 Article RelevanceOfTheFiniteElementMetwayanNo ratings yet