You might also like
- 11.03 Iso-6272-1-2011Document9 pages11.03 Iso-6272-1-2011hoanvuNo ratings yet
- Din Iso 75-2Document14 pagesDin Iso 75-2Diego CamargoNo ratings yet
- Mil STD 810h HumidityDocument22 pagesMil STD 810h Humiditymariela baigorriaNo ratings yet
- D3045-92 (Reapproved 2010)Document5 pagesD3045-92 (Reapproved 2010)Deepak Arya100% (1)
- Title: Cover-Fr Under No. 75892 NDS01Document7 pagesTitle: Cover-Fr Under No. 75892 NDS01Diego Camargo100% (1)
- Plastics Time-Temperature LimitsDocument8 pagesPlastics Time-Temperature LimitsPhi PTNo ratings yet
- Iso 16112 2017Document12 pagesIso 16112 2017Thanhluan NguyenNo ratings yet
- Iso 2285Document13 pagesIso 2285Selçuk Tosun100% (1)
- Nissan Paint Film Quality Standard for Plastic and Chrome PartsDocument14 pagesNissan Paint Film Quality Standard for Plastic and Chrome PartsCARLOS A.N. LANZILLOTTO100% (1)
- Plastics - Injection Moulding of Test Specimens of Thermoplastic Materials - Part 4: Determination of Moulding Shrinkage (ISO 294-4:2001)Document19 pagesPlastics - Injection Moulding of Test Specimens of Thermoplastic Materials - Part 4: Determination of Moulding Shrinkage (ISO 294-4:2001)desta bayuNo ratings yet
- BS EN 166 2002 PPE Personal Eye Protection SpecificationDocument39 pagesBS EN 166 2002 PPE Personal Eye Protection SpecificationNhat CaoNo ratings yet
- ISO14327 2004resistanceweldingDocument20 pagesISO14327 2004resistanceweldingEdNo ratings yet
- Iso 06272-2-2011Document10 pagesIso 06272-2-2011Chat Luong HSGNo ratings yet
- AS NZS 1580.403.2-1994 Paints and Related Materials - Methods of Test - Abrasion Resistance - Taber AbraserDocument6 pagesAS NZS 1580.403.2-1994 Paints and Related Materials - Methods of Test - Abrasion Resistance - Taber AbraserThéodore LEFEVRENo ratings yet
- R 021 R 2 A 1 eDocument24 pagesR 021 R 2 A 1 egsuoag100% (1)
- Jis D1201Document38 pagesJis D1201Han Win Aung50% (2)
- Aluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForDocument26 pagesAluminum and Aluminum-Alloy Sheet and Plate (Metric) : Standard Specification ForPUENTES2407No ratings yet
- ISO 48-4 2018 (E) - Character PDF DocumentDocument5 pagesISO 48-4 2018 (E) - Character PDF Documentshafeeq nNo ratings yet
- Abrasion TaberDocument2 pagesAbrasion TaberDiego Fernado AvendañoNo ratings yet
- As 60068.2.55-2003 Environmental Testing Tests - Test Ee and Guidance - BounceDocument8 pagesAs 60068.2.55-2003 Environmental Testing Tests - Test Ee and Guidance - BounceSAI Global - APACNo ratings yet
- Iso 1817-2015Document30 pagesIso 1817-2015Luiggy ArenasNo ratings yet
- 43901699a-02 - High Pressure Connectors - Section 2Document12 pages43901699a-02 - High Pressure Connectors - Section 2Ralph SanchesNo ratings yet
- M0132 2007 (N)Document8 pagesM0132 2007 (N)jenwitbunjongsatNo ratings yet
- JIS Z 8703 -1983 Standard Atmospheric ConditionsDocument3 pagesJIS Z 8703 -1983 Standard Atmospheric ConditionsNayeem MazharNo ratings yet
- Weather Resistance of Plastics EN (1508 R3)Document10 pagesWeather Resistance of Plastics EN (1508 R3)Raja Sekaran SajjaNo ratings yet
- BS en 10215-1995 (1999)Document16 pagesBS en 10215-1995 (1999)Federico De Martini0% (1)
- E M0140 2009-N PDFDocument11 pagesE M0140 2009-N PDFAna Georgina Vidrio Longoria75% (4)
- Effect of Moisture and Temperature On Adhesive Bonds: Standard Practice ForDocument2 pagesEffect of Moisture and Temperature On Adhesive Bonds: Standard Practice Formohammad1361No ratings yet
- Saarstahl 54SiCr6 material specification sheetDocument1 pageSaarstahl 54SiCr6 material specification sheetRichard RodriguezNo ratings yet
- Iso 11997-1 - 2005Document8 pagesIso 11997-1 - 2005Khin Khin Thaw100% (2)
- 2.3. ISO4892.3-2006紫外线测试英文版Document24 pages2.3. ISO4892.3-2006紫外线测试英文版Khin Khin Thaw100% (1)
- BS Iso 00048-4-2018Document24 pagesBS Iso 00048-4-2018Samwel TarimoNo ratings yet
- ISO 148 For Pendulum Type Impact TestDocument1 pageISO 148 For Pendulum Type Impact TestPrashant PuriNo ratings yet
- As 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuDocument2 pagesAs 2331.3.1-2001 Methods of Test For Metallic and Related Coatings Corrosion and Related Property Tests - NeuSAI Global - APACNo ratings yet
- Iso 13383 1 2012 en PDFDocument11 pagesIso 13383 1 2012 en PDFponorNo ratings yet
- Charpy ASTM and ISO TestsDocument2 pagesCharpy ASTM and ISO TestsPrashant PuriNo ratings yet
- Iso 877 1 2009Document11 pagesIso 877 1 2009Maria Guadalupe Acevedo CruzNo ratings yet
- ISO 294 - Overview DocsDocument16 pagesISO 294 - Overview DocsMaria TonogbanuaNo ratings yet
- Iso 178 2019Document12 pagesIso 178 2019Ana LópezNo ratings yet
- Iso 4759 1 en PDFDocument11 pagesIso 4759 1 en PDF陳錦文No ratings yet
- Plastics PDFDocument10 pagesPlastics PDFRa BalamuruganNo ratings yet
- Downloaded Spec Details Conductive EMI GasketsDocument22 pagesDownloaded Spec Details Conductive EMI GasketsAndra AndreNo ratings yet
- BS en 13523-21-2010Document18 pagesBS en 13523-21-2010Burak ÖZBAKIR100% (1)
- Iso 3537-1999Document6 pagesIso 3537-1999Anovar_ebooks0% (1)
- ISO 5085-1 thermal resistance textilesDocument9 pagesISO 5085-1 thermal resistance textilesZeeshan KhanNo ratings yet
- POLYPOXY-NF Technical Data SheetDocument2 pagesPOLYPOXY-NF Technical Data SheetCommando crawlerNo ratings yet
- ASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFDocument5 pagesASTEM D955 00 - Standard Test Method of Measuring Shrinkage From Mold Dimensions of Thermoplastics PDFAndre Rodriguez SpirimNo ratings yet
- Iso 1817 2022Document12 pagesIso 1817 2022Henry PedrazaNo ratings yet
- Iso 691 2005 ToleranciasDocument9 pagesIso 691 2005 ToleranciasFer JNo ratings yet
- International Standard: Stainless Steels For Springs - WireDocument8 pagesInternational Standard: Stainless Steels For Springs - WireAfzal ImamNo ratings yet
- As 60068.2.52-2003 Environmental Testing Tests - Test KB - Salt Mist Cyclic (Sodium Chloride Solution)Document8 pagesAs 60068.2.52-2003 Environmental Testing Tests - Test KB - Salt Mist Cyclic (Sodium Chloride Solution)SAI Global - APACNo ratings yet
- Iso 05002-2013Document20 pagesIso 05002-2013mystar_bkc100% (1)
- Surface Vehicle Recommended Practice: Rev. FEB2005Document7 pagesSurface Vehicle Recommended Practice: Rev. FEB2005esmaeel ghafariNo ratings yet
- Iso 04998-2011Document18 pagesIso 04998-2011Bảo Nhân Nguyễn ĐắcNo ratings yet
- FLTM Bi 160-01 Florida and Arizona Outdoor Exposure TestDocument5 pagesFLTM Bi 160-01 Florida and Arizona Outdoor Exposure TestJuan Angel DechimaNo ratings yet
- Acrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedDocument7 pagesAcrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedJefferson CruzNo ratings yet
- International StandardDocument14 pagesInternational StandardTheAnh TranNo ratings yet
- GB Hot Rolled Section SteelDocument40 pagesGB Hot Rolled Section SteelGovind Rao100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Burning Test for PlasticsDocument9 pagesBurning Test for Plasticsrkhadke1No ratings yet
- Gamma Radiation Synthesis of Silver Nanoparticles/Chitosan Composites With Antimicrobial PropertiesDocument8 pagesGamma Radiation Synthesis of Silver Nanoparticles/Chitosan Composites With Antimicrobial PropertiesEduard-Marius LungulescuNo ratings yet
- Alsubaie-2021-Role of Ionic Surfactants On TheDocument12 pagesAlsubaie-2021-Role of Ionic Surfactants On TheEduard-Marius LungulescuNo ratings yet
- Auriemma-2021-Microstructural Insight On StraiDocument14 pagesAuriemma-2021-Microstructural Insight On StraiEduard-Marius LungulescuNo ratings yet
- Cydzik-Kwiatkow-2015-Nitrogen-converting CommuDocument9 pagesCydzik-Kwiatkow-2015-Nitrogen-converting CommuEduard-Marius LungulescuNo ratings yet
- Emerging Threat and Cons ChallengeDocument25 pagesEmerging Threat and Cons ChallengeIis SabahudinNo ratings yet
- Abdel-Salam-2014-Citric Acid Effects On BrainDocument11 pagesAbdel-Salam-2014-Citric Acid Effects On BrainEduard-Marius LungulescuNo ratings yet
- Polymer Composites With Self-Regulating Temperature Behavior: Properties and CharacterizationDocument20 pagesPolymer Composites With Self-Regulating Temperature Behavior: Properties and CharacterizationEduard-Marius LungulescuNo ratings yet
- Radiation Processing of Styrene-isoprene-styrene/Poly (Epsilon-Caprolactone) BlendsDocument18 pagesRadiation Processing of Styrene-isoprene-styrene/Poly (Epsilon-Caprolactone) BlendsEduard-Marius LungulescuNo ratings yet
- Nutrients Removal From Aquaculture Wastewater by Biofilter/Antibiotic-Resistant Bacteria SystemsDocument17 pagesNutrients Removal From Aquaculture Wastewater by Biofilter/Antibiotic-Resistant Bacteria SystemsEduard-Marius LungulescuNo ratings yet
- Nutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsDocument16 pagesNutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsEduard-Marius LungulescuNo ratings yet
- Vanysacker-2013-Microbial Adhesion and BiofilmDocument12 pagesVanysacker-2013-Microbial Adhesion and BiofilmEduard-Marius LungulescuNo ratings yet
- Rozylo-2021-Spectroscopic, Mineral, and AntioxDocument9 pagesRozylo-2021-Spectroscopic, Mineral, and AntioxEduard-Marius LungulescuNo ratings yet
- Kaewunruen-2017-Vibration Attenuation at RailDocument6 pagesKaewunruen-2017-Vibration Attenuation at RailEduard-Marius LungulescuNo ratings yet
- Applied SciencesDocument21 pagesApplied SciencesEduard-Marius LungulescuNo ratings yet
- Nutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsDocument16 pagesNutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsEduard-Marius LungulescuNo ratings yet
- Nutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsDocument16 pagesNutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsEduard-Marius LungulescuNo ratings yet
- Nutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsDocument16 pagesNutrients Removal From Aquaculture Wastewater by Biofilter - Antibiotic-Resistant Bacteria SystemsEduard-Marius LungulescuNo ratings yet
- BS en 14476-2013 + A1-2015 PDFDocument44 pagesBS en 14476-2013 + A1-2015 PDFHoàng Minh Tuyên100% (2)
- Articles Vs Proceedings PapersDocument13 pagesArticles Vs Proceedings PapersMuhammad Azuan TukiarNo ratings yet
- D2565 - Plastic WeatheringDocument4 pagesD2565 - Plastic WeatheringEduard-Marius LungulescuNo ratings yet
- International Standard: Colorimetry - CIE 1976 L A B Colour SpaceDocument18 pagesInternational Standard: Colorimetry - CIE 1976 L A B Colour SpaceEduard-Marius Lungulescu100% (2)
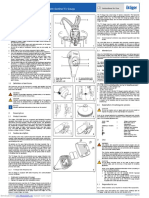
- Self-Contained Breathing Apparatus With Sentinel TX Gauge: PSS 5000 SeriesDocument4 pagesSelf-Contained Breathing Apparatus With Sentinel TX Gauge: PSS 5000 SeriesDaniel LagosNo ratings yet
- Electronic Multi-Measuring Instrument ME96SS: Factory AutomationDocument40 pagesElectronic Multi-Measuring Instrument ME96SS: Factory AutomationMạnh Toàn NguyễnNo ratings yet
- GLP Vs 17025Document6 pagesGLP Vs 17025Nadhra HaligNo ratings yet
- Hoja Producto Pure 150 Pro PDFDocument16 pagesHoja Producto Pure 150 Pro PDFVaniaCuevaSotoNo ratings yet
- HRM Assignment TopicDocument5 pagesHRM Assignment TopicParbon AcharjeeNo ratings yet
- Project Commitment FormDocument2 pagesProject Commitment FormBetelhem0% (1)
- Pelco VCD 5202 ManualDocument26 pagesPelco VCD 5202 ManualScott FiresheetsNo ratings yet
- AD 436 - Section Classification of A Flat Plate, January 2020Document1 pageAD 436 - Section Classification of A Flat Plate, January 2020symon ellimacNo ratings yet
- g0440 MDocument56 pagesg0440 MJhony MedranoNo ratings yet
- 10ec73 Power Electronics Vtu SyllabusDocument2 pages10ec73 Power Electronics Vtu SyllabusYaichenbaPebamNo ratings yet
- Blister Packaging LidingDocument10 pagesBlister Packaging LidingJay KrishnanNo ratings yet
- THE FULL PAPER by DR Sab Safi of SDT Drives PDFDocument10 pagesTHE FULL PAPER by DR Sab Safi of SDT Drives PDFmohanNo ratings yet
- Concrete Continuous Footing Quantity Take-Off WorksheetDocument17 pagesConcrete Continuous Footing Quantity Take-Off Worksheetthoriq ikhwanNo ratings yet
- Create and Manage Terms Within Term Sets - SharePoint Server - OfficeDocument4 pagesCreate and Manage Terms Within Term Sets - SharePoint Server - OfficeAlan RobertsonNo ratings yet
- Kali Linux Hacking Tutorials - Hack WPA - WPA2 WPS - Reaver - Kali LinuxDocument8 pagesKali Linux Hacking Tutorials - Hack WPA - WPA2 WPS - Reaver - Kali Linuxroberdj100% (1)
- Equipment List (BAS)Document32 pagesEquipment List (BAS)duy thaiNo ratings yet
- Dry TransformersDocument6 pagesDry TransformersJose Luius100% (1)
- CSS Basics For SquarespaceDocument9 pagesCSS Basics For SquarespaceBrandon OlveraNo ratings yet
- Winedt and Tex: Step-By-Step Guide... : Options - ConfigurationsDocument13 pagesWinedt and Tex: Step-By-Step Guide... : Options - ConfigurationsPallab SarkarNo ratings yet
- Seven Steps: The AML Auditing ProgramDocument5 pagesSeven Steps: The AML Auditing Programmohamed mustafaNo ratings yet
- Projector Epson Emp s1h ManualDocument75 pagesProjector Epson Emp s1h Manualjonder2000No ratings yet
- Intelligent Transport Systems Esafety - Ecall Minimum Set of DataDocument40 pagesIntelligent Transport Systems Esafety - Ecall Minimum Set of Dataneto.alceuNo ratings yet
- Vyatta Quick Start VC4.1 v02Document48 pagesVyatta Quick Start VC4.1 v02Leonil CorporanNo ratings yet
- Category 6 PVC Cable: Catalogue Number: 6 327 24/26Document2 pagesCategory 6 PVC Cable: Catalogue Number: 6 327 24/26sam7sNo ratings yet
- 1.USB-CAN Adapter ManualDocument18 pages1.USB-CAN Adapter ManualFrancisco Santiago GallardoNo ratings yet
- Post-Tensioned Flat Plates for Growing CitiesDocument8 pagesPost-Tensioned Flat Plates for Growing CitiesJorge Mallea HooperNo ratings yet
- HK1400Document82 pagesHK1400Ricardo Urio100% (3)
- Compresora Modelo 2475 Loc 14Document56 pagesCompresora Modelo 2475 Loc 14Stephanie Espinoza CastañedaNo ratings yet
- G20-88 Chemical Resistance of Pipeline CoatingsDocument3 pagesG20-88 Chemical Resistance of Pipeline Coatingsabdul khader100% (2)
- 4th Social Studies SyllabusDocument2 pages4th Social Studies Syllabusapi-451971496No ratings yet