You might also like
- Experiment 1Document7 pagesExperiment 1Dr.AhmedNo ratings yet
- Technical Seminar On:: Methanol Synthesis From Industrial CO Sources: A Contribution To Chemical Energy ConversionDocument21 pagesTechnical Seminar On:: Methanol Synthesis From Industrial CO Sources: A Contribution To Chemical Energy ConversionDr.AhmedNo ratings yet
- Minor Project Report OnDocument20 pagesMinor Project Report OnDr.AhmedNo ratings yet
- Methanol Production Unit: Group 3Document25 pagesMethanol Production Unit: Group 3Dr.AhmedNo ratings yet
- Methanol Water Separation in A Packed Column: by Alvin Hong Dodji Cohovi Roberto MontenegroDocument15 pagesMethanol Water Separation in A Packed Column: by Alvin Hong Dodji Cohovi Roberto MontenegroDr.AhmedNo ratings yet
- Nonlinear Dynamic Modelling of Methanol-Water Continuous Distillation Column لوناثيملا ريطقتلا دومعل ةيطخلالا ةيكيمانيذلا ةجذمنلا - رمتسملا ءاملاDocument13 pagesNonlinear Dynamic Modelling of Methanol-Water Continuous Distillation Column لوناثيملا ريطقتلا دومعل ةيطخلالا ةيكيمانيذلا ةجذمنلا - رمتسملا ءاملاDr.AhmedNo ratings yet
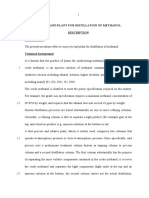
- Process and Plant For Distillation of Methanol. Description Technical FieldDocument19 pagesProcess and Plant For Distillation of Methanol. Description Technical FieldDr.AhmedNo ratings yet
- Ch. 06Document14 pagesCh. 06Dr.Ahmed100% (1)
- Ch. 10 PDFDocument20 pagesCh. 10 PDFDr.AhmedNo ratings yet
- Conversion Factors: Chemical Engineering Principles - First Year Dr. Ahmed Faiq Al-AlawyDocument2 pagesConversion Factors: Chemical Engineering Principles - First Year Dr. Ahmed Faiq Al-AlawyDr.AhmedNo ratings yet
- Project Q. 11-12-2017Document1 pageProject Q. 11-12-2017Dr.AhmedNo ratings yet
- ME - 231 - Gomes - whharris - 2-1-18PVDIAGRAMSOLUTION مهم احمدDocument6 pagesME - 231 - Gomes - whharris - 2-1-18PVDIAGRAMSOLUTION مهم احمدDr.AhmedNo ratings yet
- Ch. 05Document10 pagesCh. 05Dr.AhmedNo ratings yet
- Production of Ammonia: Department of Chemical Engineering A Report OnDocument29 pagesProduction of Ammonia: Department of Chemical Engineering A Report OnDr.AhmedNo ratings yet
- TemperatureDocument4 pagesTemperatureDr.AhmedNo ratings yet
- MTBE-Data and Safety SheetDocument5 pagesMTBE-Data and Safety SheetDr.AhmedNo ratings yet
- Application of Reverse Osmosis To Remove Aniline From WastewaterDocument8 pagesApplication of Reverse Osmosis To Remove Aniline From WastewaterDr.AhmedNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- DICTIONARYDocument11 pagesDICTIONARYMaria Patricia MerañaNo ratings yet
- WL 110 Heat Exchanger Supply Unit Gunt 1457 PDF - 1 - en GB PDFDocument3 pagesWL 110 Heat Exchanger Supply Unit Gunt 1457 PDF - 1 - en GB PDFvipul patelNo ratings yet
- Air Cooled Package Unit PUM Series: Semi Hermetic Reciprocating CompressorsDocument45 pagesAir Cooled Package Unit PUM Series: Semi Hermetic Reciprocating CompressorsMUBASHIRNo ratings yet
- Chemical Engineering Buyers Guide 2018 - Processing EquipmentDocument25 pagesChemical Engineering Buyers Guide 2018 - Processing EquipmentLabnesNo ratings yet
- 6 Heat ExchangersDocument296 pages6 Heat ExchangersSakahi SharmaNo ratings yet
- Energy Saving and Pollution Control in Urea Plant Though Prilling Tower and Other EquipmentsDocument16 pagesEnergy Saving and Pollution Control in Urea Plant Though Prilling Tower and Other EquipmentsTalal MehfoozNo ratings yet
- Operation-Maintenance Manual - PHE - ENDocument24 pagesOperation-Maintenance Manual - PHE - ENChan Chi Wong PenNo ratings yet
- Manual Secador D12in-A - D950in-ADocument45 pagesManual Secador D12in-A - D950in-Aandrea garcia100% (6)
- Boiler Heating Batching Control Trainer SE107Document4 pagesBoiler Heating Batching Control Trainer SE107Abi SanjayaNo ratings yet
- Basic Hydraulics - Fluid ConditioningDocument9 pagesBasic Hydraulics - Fluid ConditioningmkNo ratings yet
- Detroit Diesel DD Three Filter SystemDocument170 pagesDetroit Diesel DD Three Filter Systemcristian picadoNo ratings yet
- Modeling of Internal Combustion Engine Based CogenerationDocument14 pagesModeling of Internal Combustion Engine Based CogenerationALEJANDRO CADENA DAZANo ratings yet
- Industrial Refrigeration Best Practices GuideDocument133 pagesIndustrial Refrigeration Best Practices GuideMohammad Amer80% (10)
- Performance Analysis of Plate Heat Exchangers Used As Refrigerant EvaporatorsDocument295 pagesPerformance Analysis of Plate Heat Exchangers Used As Refrigerant EvaporatorskarthikeyanNo ratings yet
- Manual FPG7575 (Example) - mk4 Issue1 - 0 - 6-Ene-21Document87 pagesManual FPG7575 (Example) - mk4 Issue1 - 0 - 6-Ene-21MIguel GalvezNo ratings yet
- E8 - BFD PFD P&idDocument20 pagesE8 - BFD PFD P&idGenzo WakabayashiNo ratings yet
- SBC Master BrochureDocument40 pagesSBC Master BrochureBehram CiodiaNo ratings yet
- Sii Asi 772136a Cessna 350 400 Rev G FinalDocument45 pagesSii Asi 772136a Cessna 350 400 Rev G Finaldigidocs1100% (1)
- Heat Exchanger Systems en PPL 2015-03-01Document59 pagesHeat Exchanger Systems en PPL 2015-03-01corneltincuNo ratings yet
- AHRI Standard 340-360-2022 (I-P)Document90 pagesAHRI Standard 340-360-2022 (I-P)Hadi AllohaNo ratings yet
- Materials and Corrosion Control in Desalination PlantsDocument6 pagesMaterials and Corrosion Control in Desalination Plantsali509No ratings yet
- MM-37 Heaters FinalDocument21 pagesMM-37 Heaters FinalAntonio AntonioNo ratings yet
- Shell & Tube Heat ExchangerDocument9 pagesShell & Tube Heat ExchangerSushant PaiNo ratings yet
- Design Philosophy - StaticDocument61 pagesDesign Philosophy - StaticDarshan PanchalNo ratings yet
- Nasa R.U5 Pwas4M: N76-933 COWSUNPTION Final R Eport (Pratt Ani WhitneyDocument142 pagesNasa R.U5 Pwas4M: N76-933 COWSUNPTION Final R Eport (Pratt Ani WhitneyMark Evan SalutinNo ratings yet
- Process Modelling Simulation and Control PDFDocument21 pagesProcess Modelling Simulation and Control PDFSandeep MishraNo ratings yet
- Technical Manual: Split Unit Air Conditioner Wall Mounted J & F Series - Cooling Only & Heatpump (50Hz)Document61 pagesTechnical Manual: Split Unit Air Conditioner Wall Mounted J & F Series - Cooling Only & Heatpump (50Hz)donatien FokamNo ratings yet
- KBR - Ammonia Specific ExamplesDocument16 pagesKBR - Ammonia Specific Examplesqwerty9123460% (5)
- Air Handling Units AHU - Data Center Cooling Mission CriticalDocument7 pagesAir Handling Units AHU - Data Center Cooling Mission Criticalengamer80No ratings yet
- Lube Oil System and JOP SOP - Docx-1Document38 pagesLube Oil System and JOP SOP - Docx-1SonratNo ratings yet