You might also like
- The Reflection of Enron ScandalDocument1 pageThe Reflection of Enron ScandalDuan AliceNo ratings yet
- 3-Mechanics of TurningDocument23 pages3-Mechanics of TurningOKELLO JOB LAZARUSNo ratings yet
- GB235 MetalsDocument12 pagesGB235 MetalsAhmet HamamcıoğluNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- S-13MN.B: ApplicationsDocument1 pageS-13MN.B: ApplicationsOcta IrawanNo ratings yet
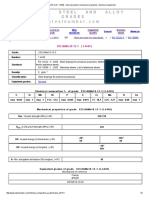
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10277-4 EN 10084 EN 10297-1farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: 20mocrs3 (1.7319)Document2 pagesEuropean Steel and Alloy Grades: 20mocrs3 (1.7319)farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: 20nicrmo2-2 (1.6523)Document2 pagesEuropean Steel and Alloy Grades: 20nicrmo2-2 (1.6523)farshid KarpasandNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Tapping Feed and Speed Viking Drill and ToolDocument1 pageTapping Feed and Speed Viking Drill and ToolDaniele TropepeNo ratings yet
- Nirosta 4104: Krupp EdelstahlprofileDocument2 pagesNirosta 4104: Krupp EdelstahlprofileLuis MayorgaNo ratings yet
- Recommended Rotational Speed Range RPM - TC Burrs For High-Performance ApplicationsDocument1 pageRecommended Rotational Speed Range RPM - TC Burrs For High-Performance ApplicationsLeandro BatistaNo ratings yet
- High Speed Steel Round BarDocument4 pagesHigh Speed Steel Round BarMANJEET KUMARNo ratings yet
- Technical Information: Material Properties (Nonferrous Metals)Document2 pagesTechnical Information: Material Properties (Nonferrous Metals)أبومحمدالزياتNo ratings yet
- European Steel and Alloy Grades: 19Mnvs6 (1.1301)Document2 pagesEuropean Steel and Alloy Grades: 19Mnvs6 (1.1301)farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4 EN 10089Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10132-4 EN 10089farshid KarpasandNo ratings yet
- S500 Grade Steel SpecificationsDocument2 pagesS500 Grade Steel SpecificationsSmriti Agarwalla100% (1)
- ME II Lab Manual PDFDocument12 pagesME II Lab Manual PDFAbhay TiwariNo ratings yet
- MFG Process I GR B LatheDocument31 pagesMFG Process I GR B Latheapexg3838No ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Mat Prop SS400Document1 pageMat Prop SS400Danang PrakosaNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10149-2farshid KarpasandNo ratings yet
- Stick Electrodes For Welding of Stainless Steels: Part NumberDocument19 pagesStick Electrodes For Welding of Stainless Steels: Part NumberAyman RiyadhNo ratings yet
- European Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)Document2 pagesEuropean Steel and Alloy Grades: X1Crnimocun24-22-8 (1.4652)farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: X70Crmo15 (1.4109)Document2 pagesEuropean Steel and Alloy Grades: X70Crmo15 (1.4109)farshid KarpasandNo ratings yet
- S 960 QDocument2 pagesS 960 Qmohsen_267No ratings yet
- Bolts and Nuts Stainless SteelDocument2 pagesBolts and Nuts Stainless SteelfedemochileroNo ratings yet
- Seamless Fiux Fored Wire - Megafil250Document1 pageSeamless Fiux Fored Wire - Megafil250SungJun ParkNo ratings yet
- Aços Comp Aços Inox Torques (A1, A2, A4)Document3 pagesAços Comp Aços Inox Torques (A1, A2, A4)Paulo Henrique NascimentoNo ratings yet
- European Steel and Alloy Grades: 24crmo13-6 (1.8516)Document2 pagesEuropean Steel and Alloy Grades: 24crmo13-6 (1.8516)farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: X6Crni18-10 (1.4948)Document3 pagesEuropean Steel and Alloy Grades: X6Crni18-10 (1.4948)farshid KarpasandNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10207Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10207farshid KarpasandNo ratings yet
- Erix Tool Catalog English Metric Print-2Document32 pagesErix Tool Catalog English Metric Print-2RupertNo ratings yet
- EN1A Carbon Steel - EN1A Forging - EN1A Flat - Saaj SteelDocument4 pagesEN1A Carbon Steel - EN1A Forging - EN1A Flat - Saaj SteelNaiduNo ratings yet
- 17-7 Material PDFDocument5 pages17-7 Material PDFJothi ManiNo ratings yet
- Worm Gear Sets enDocument29 pagesWorm Gear Sets enmohammad khoraminiaNo ratings yet
- Catalogue Worm Gear Sets and Customised Worm Gear SetsDocument30 pagesCatalogue Worm Gear Sets and Customised Worm Gear Setsfog900No ratings yet
- Mini DVAS DrilDocument54 pagesMini DVAS DrilĐồng Đăng HảiNo ratings yet
- European Steel and Alloy Grades: S235JRC (1.0122)Document2 pagesEuropean Steel and Alloy Grades: S235JRC (1.0122)farshid KarpasandNo ratings yet
- Louis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enDocument16 pagesLouis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enLogan RaoNo ratings yet
- European Steel and Alloy GradesDocument3 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 10250-2Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 10250-2farshid KarpasandNo ratings yet
- Material Chapter11Document30 pagesMaterial Chapter11khanh phamNo ratings yet
- SRF SufDocument12 pagesSRF SufarvinupNo ratings yet
- European Steel and Alloy Grades: X3Crnimo18-12-3 (1.4449)Document2 pagesEuropean Steel and Alloy Grades: X3Crnimo18-12-3 (1.4449)farshid KarpasandNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- European Steel and Alloy Grades: X1Crnimocun20-18-7 (1.4547)Document2 pagesEuropean Steel and Alloy Grades: X1Crnimocun20-18-7 (1.4547)farshid KarpasandNo ratings yet
- Halnn CBN & PCD InsertsDocument9 pagesHalnn CBN & PCD InsertsVicente García100% (1)
- JFE H1e-001 PDFDocument24 pagesJFE H1e-001 PDFMohsin Ul Amin KhanNo ratings yet
- 4.4.4 Gold PlatingDocument12 pages4.4.4 Gold PlatingSalem GarrabNo ratings yet
- Friction FactorsDocument15 pagesFriction FactorsrakicbgNo ratings yet
- Aluminium End MillsDocument28 pagesAluminium End MillsAjdinNo ratings yet
- Ferrous Alloys (Iron and Steels)Document11 pagesFerrous Alloys (Iron and Steels)hamalNo ratings yet
- 1000 Info About SSDocument8 pages1000 Info About SSzahirshah1436923No ratings yet
- EN9 Carbon Steel Bright Bar - EN9 Forging - EN9 Round - Saaj SteelDocument3 pagesEN9 Carbon Steel Bright Bar - EN9 Forging - EN9 Round - Saaj SteelNaiduNo ratings yet
- Ch. 4, SFD - BMDDocument91 pagesCh. 4, SFD - BMDpaul logan100% (1)
- 3D Printing: Mahmoud Heshmat PHD in Iesm, 2018Document29 pages3D Printing: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- 2 Programming ConceptsDocument41 pages2 Programming Conceptspaul loganNo ratings yet
- Mechanics of Materials: TorsionDocument51 pagesMechanics of Materials: Torsionpaul loganNo ratings yet
- 7 ControlDocument37 pages7 Controlpaul loganNo ratings yet
- Stress Analysis: Ch.1: Loads & ReactionsDocument29 pagesStress Analysis: Ch.1: Loads & Reactionspaul loganNo ratings yet
- Stress Analysis: Ch.1: Loads & ReactionsDocument29 pagesStress Analysis: Ch.1: Loads & Reactionspaul loganNo ratings yet
- Milling: Mahmoud Heshmat PHD in Iesm, 2018Document15 pagesMilling: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- Machining Centers and Turning Centers: Mahmoud Heshmat PHD in Iesm, 2018Document19 pagesMachining Centers and Turning Centers: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- The Dividing Head in Milling: Mahmoud Heshmat PHD in Iesm, 2018Document11 pagesThe Dividing Head in Milling: Mahmoud Heshmat PHD in Iesm, 2018paul loganNo ratings yet
- SAE AeroDesign 2021 Rules FinalDocument61 pagesSAE AeroDesign 2021 Rules Finalpaul loganNo ratings yet
- Bi-Pump Instruction ManualDocument2 pagesBi-Pump Instruction ManualRigoberto VillafuerteNo ratings yet
- Tesca Product List 28-06-2021Document248 pagesTesca Product List 28-06-2021Samuel ChipiliNo ratings yet
- Blankett Application Form For Assessment of Education Received Outside The Eu and EeaDocument2 pagesBlankett Application Form For Assessment of Education Received Outside The Eu and Eeahamadashraf301100% (1)
- Agreement Between Film Producers and DistributorsDocument4 pagesAgreement Between Film Producers and DistributorsABHI AbrahamNo ratings yet
- Sea Gate File Recovery Windows 1110Document45 pagesSea Gate File Recovery Windows 1110Ahmed ElsayedNo ratings yet
- Treatment and Disposal of Textile EffluentsDocument45 pagesTreatment and Disposal of Textile EffluentsMrunmayee ManjariNo ratings yet
- Trabajo de XUDocument8 pagesTrabajo de XURafael E. Becemberg LNo ratings yet
- The Use of Social Media and Its Influence On Employee Performance: The Case of Zain BahrainDocument6 pagesThe Use of Social Media and Its Influence On Employee Performance: The Case of Zain BahrainInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Business Economics & AccountingDocument16 pagesBusiness Economics & AccountingSanjay SaptarshiNo ratings yet
- New Slim Connector-Terminal Block Conversion UnitsDocument5 pagesNew Slim Connector-Terminal Block Conversion UnitsMarin DanielNo ratings yet
- Writ PetitionDocument36 pagesWrit PetitionEswarNo ratings yet
- Saraswathi 2018Document4 pagesSaraswathi 2018Daniel CoronelNo ratings yet
- Excel Cash Book Easy With Sales TaxDocument76 pagesExcel Cash Book Easy With Sales TaxShujaat Ali100% (1)
- Excipient PT FinalDocument14 pagesExcipient PT FinalGaoussou TimitéNo ratings yet
- Dyson - Design Engineer - Job DescriptionDocument2 pagesDyson - Design Engineer - Job DescriptionShilton SoaresNo ratings yet
- Amity Global Business School: Presentation On: MarketingDocument68 pagesAmity Global Business School: Presentation On: MarketingSaket JainNo ratings yet
- Supply in DemandDocument56 pagesSupply in Demandmanojbhatia1220No ratings yet
- Time Capsule InvestigationDocument9 pagesTime Capsule InvestigationPaola GarciaNo ratings yet
- DNV-OS-C301 Stability and Watertight IntegrityDocument30 pagesDNV-OS-C301 Stability and Watertight Integrityigor774No ratings yet
- DatasheetDocument28 pagesDatasheetbylly122001No ratings yet
- Ufone Hub Site Connectivity ProjectDocument10 pagesUfone Hub Site Connectivity ProjectranjumNo ratings yet
- Own Cryptography System: A Project ReportDocument52 pagesOwn Cryptography System: A Project ReportPratham Singh ParmarNo ratings yet
- The Product Process MatrixDocument4 pagesThe Product Process Matrixhpeter195798No ratings yet
- Iso TR 27922-2021Document26 pagesIso TR 27922-2021Jenny IrisNo ratings yet
- Chapter 7 Assessing and Securing Your Credit: Personal Finance, 6e (Madura)Document22 pagesChapter 7 Assessing and Securing Your Credit: Personal Finance, 6e (Madura)Huỳnh Lữ Thị NhưNo ratings yet
- HI-8585, HI-8586: Description Pin ConfigurationDocument9 pagesHI-8585, HI-8586: Description Pin ConfigurationVasya PetrovaNo ratings yet
- Bai As-Sarf FinalisedDocument13 pagesBai As-Sarf Finalised23B0836 RaihanNo ratings yet
- Piper Warrior II User ManualDocument60 pagesPiper Warrior II User Manualottuser100% (1)
- The Effect of Study Preparation On Test Anxiety AnDocument7 pagesThe Effect of Study Preparation On Test Anxiety AnjuneldelmundoNo ratings yet