You might also like
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- Chemical Engineering Board Exam ReviewerDocument72 pagesChemical Engineering Board Exam ReviewerRichelle CharleneNo ratings yet
- Toyota Celica 2zz OcvDocument3 pagesToyota Celica 2zz OcvRafael Olave100% (1)
- Cat Dcs Sis Controller cssiSImageServletDocument2 pagesCat Dcs Sis Controller cssiSImageServletSyamsuri SamNo ratings yet
- Living Proof Bullitt Center Case StudyDocument46 pagesLiving Proof Bullitt Center Case StudyMauricio Aranda MillaNo ratings yet
- Astm A 407-07Document3 pagesAstm A 407-07Ramsi Ankzi100% (1)
- Guhring Milling DiverDocument2 pagesGuhring Milling DiverMACROLIKONo ratings yet
- SW 0350Document1 pageSW 0350Nazar KompaniethNo ratings yet
- Milling Speeds and FeedsDocument1 pageMilling Speeds and FeedsirinaNo ratings yet
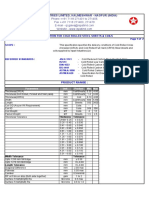
- Ispat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsDocument4 pagesIspat Industries Limited, Kalmeshwar - Nagpur (India) : Specification For Cold Rolled Steel Sheets & CoilsAbhi Sheoran100% (2)
- Calculo Maquinado CuñeroDocument3 pagesCalculo Maquinado Cuñeroluigiv67No ratings yet
- Applications Characteristics: For Inter-Metallic AbrasionDocument1 pageApplications Characteristics: For Inter-Metallic AbrasionThanuja PereraNo ratings yet
- Recommendations For Cutting Speeds N and Feeds F MM: Tool ØDocument9 pagesRecommendations For Cutting Speeds N and Feeds F MM: Tool ØLeonardo PachecoNo ratings yet
- HSS & Cobalt Drill Speed - FeedDocument1 pageHSS & Cobalt Drill Speed - FeedPuneeth KumarNo ratings yet
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNo ratings yet
- 230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505Document1 page230 Broadway Huntington Station, NY 11746 P: 631.547.5470 - F: 631.547.5475 100 Commerce Way Aliquippa, PA 15001 P: 724.378.6351 - F: 724.378.2505mohamed AdelNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- 20160323011855-41Cr4 - 41CrS4 PDFDocument1 page20160323011855-41Cr4 - 41CrS4 PDFMarius ZenoagaNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- FPO22001 ASME Filer Metal Data SheetDocument5 pagesFPO22001 ASME Filer Metal Data Sheetyousab creator2No ratings yet
- Compact and Beautiful Design (结构紧凑,外观优美) Explosion Proof (Ex d BT6 and CT6) (高等级隔爆) Many Size and Many Type (多品种,多规格)Document9 pagesCompact and Beautiful Design (结构紧凑,外观优美) Explosion Proof (Ex d BT6 and CT6) (高等级隔爆) Many Size and Many Type (多品种,多规格)Mariam Matamala FarranNo ratings yet
- CSF-81T en 2014Document1 pageCSF-81T en 2014NGUYEN VINHNo ratings yet
- Catalogo de Productos de AceroDocument20 pagesCatalogo de Productos de AceroDiether CortezNo ratings yet
- Metal Coated HSLA Steels, EN10346:2015Document3 pagesMetal Coated HSLA Steels, EN10346:2015ronakguptaNo ratings yet
- Swagelok TubingDocument1 pageSwagelok TubingMmstevens00No ratings yet
- 02112015000000B - Boehler FOX DCMS Ti - CeDocument1 page02112015000000B - Boehler FOX DCMS Ti - CeparbinaNo ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- Routing Sheet KursiDocument2 pagesRouting Sheet KursiyourdaniaNo ratings yet
- Specification For Cold Rolled Steel Sheets & CoilsDocument1 pageSpecification For Cold Rolled Steel Sheets & CoilsAnubhav LakhmaniNo ratings yet
- Recommended Cutting ConditionsDocument5 pagesRecommended Cutting ConditionsĐình CườngNo ratings yet
- Forged Engineering DataDocument4 pagesForged Engineering DataretrogradesNo ratings yet
- High Speed Steel Round BarDocument4 pagesHigh Speed Steel Round BarMANJEET KUMARNo ratings yet
- Stainless Steel Properties PDFDocument8 pagesStainless Steel Properties PDFprajash007No ratings yet
- SteelBars - Amsteel WebPortalDocument2 pagesSteelBars - Amsteel WebPortaltanminweeNo ratings yet
- No:172-4 Inch: FeaturesDocument4 pagesNo:172-4 Inch: FeaturesahmadNo ratings yet
- Alloy CuCr1ZrDocument53 pagesAlloy CuCr1ZrPrashant PuriNo ratings yet
- Recommended Cutting Speeds For Dapra SBN CuttersDocument1 pageRecommended Cutting Speeds For Dapra SBN CuttersEduardo Aleman ReynaNo ratings yet
- Tabela VCorte SangrarDocument4 pagesTabela VCorte Sangrarcaeiro60No ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- Cu CR 1 ZRDocument38 pagesCu CR 1 ZRDaško MedenjaškoNo ratings yet
- (Note: All Speeds Are in Feet/min) - Multiply The Listed Speeds by A Factor of 2 To 4 When Using Carbide ToolingDocument2 pages(Note: All Speeds Are in Feet/min) - Multiply The Listed Speeds by A Factor of 2 To 4 When Using Carbide ToolingSanjay KumarNo ratings yet
- 0218 Ja enDocument1 page0218 Ja enHoque AnamulNo ratings yet
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDocument1 pageAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoNo ratings yet
- Casting Prop RequirementsDocument2 pagesCasting Prop RequirementsmahipeNo ratings yet
- Designation System of Screws and BoltsDocument3 pagesDesignation System of Screws and BoltsGiri DharanNo ratings yet
- Tabla de InsertosDocument27 pagesTabla de InsertosLuis EstevesNo ratings yet
- 303 Spec SheetDocument2 pages303 Spec SheetYankMulya MusaNo ratings yet
- Silver Steel: Aisi - O1Document1 pageSilver Steel: Aisi - O1Dermot BrennanNo ratings yet
- L1 7723 en BOEHLER FOX FF 2SF7A05E 3383108 ENDocument1 pageL1 7723 en BOEHLER FOX FF 2SF7A05E 3383108 ENkamals55No ratings yet
- Mild Steels Voestalpine EN 09082019Document5 pagesMild Steels Voestalpine EN 09082019Alma Aliza VillaberNo ratings yet
- S-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDDocument6 pagesS-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDSergio AlejandroNo ratings yet
- USA 110S-1 Welding Wire and Rod: Cert # 05-R0925Document1 pageUSA 110S-1 Welding Wire and Rod: Cert # 05-R0925javadmohammadiNo ratings yet
- sdg4 - 9 - STAINLESS STEELDocument3 pagessdg4 - 9 - STAINLESS STEELJian Ming WongNo ratings yet
- Important Ordering Notes: Convenient Packages of 5Document1 pageImportant Ordering Notes: Convenient Packages of 5AbbasNo ratings yet
- Böhler Fox CM 5 KB: Classifi CationsDocument1 pageBöhler Fox CM 5 KB: Classifi CationsBranko FerenčakNo ratings yet
- 309-16 Data SheetDocument1 page309-16 Data Sheetdapp.70No ratings yet
- Hardsurfacing HandbookDocument24 pagesHardsurfacing HandbookscribdphinNo ratings yet
- Super Tensile Blue Data SheetDocument1 pageSuper Tensile Blue Data Sheetdapp.70No ratings yet
- 20160323014501-20MnCr5 - 20MnCrS5Document1 page20160323014501-20MnCr5 - 20MnCrS5singaravelan narayanasamyNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014Yousab CreatorNo ratings yet
- CSF-71T en 2014Document1 pageCSF-71T en 2014HoangNo ratings yet
- Instrumentation Tubing ENDocument5 pagesInstrumentation Tubing ENLuis CasasNo ratings yet
- Filler Metal 70s-6Document1 pageFiller Metal 70s-6Hugo RodriguezNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Powerboat Guide: Engines and AccessoriesDocument36 pagesPowerboat Guide: Engines and Accessoriesankur.jade100% (2)
- WoodwardDocument16 pagesWoodwardyaneth100% (1)
- Fancis Tang PresentationDocument37 pagesFancis Tang Presentationthlim19078656No ratings yet
- Actuador XRPDocument16 pagesActuador XRPNicolas AndradeNo ratings yet
- Depliant - Intake Valve (GB) PDFDocument2 pagesDepliant - Intake Valve (GB) PDFgeorgeNo ratings yet
- Double Studded AdapterDocument2 pagesDouble Studded AdapterApetrei Dorina100% (1)
- 430CPEDocument2 pages430CPEAhmed SaidNo ratings yet
- Nitowrap FRC IndonesiaDocument2 pagesNitowrap FRC Indonesialilik riyantiNo ratings yet
- C 1Document471 pagesC 1AnecitoNo ratings yet
- Extreme Genetic Engineering: An Introduction To Synthetic BiologyDocument72 pagesExtreme Genetic Engineering: An Introduction To Synthetic BiologyETC GROUP100% (2)
- Risk Assessment Palm Oil PDFDocument22 pagesRisk Assessment Palm Oil PDFAnonymous wtK1AZBiNo ratings yet
- Cable DetailsDocument30 pagesCable DetailsShankar RajNo ratings yet
- Chapter 1Document12 pagesChapter 1yihienewNo ratings yet
- Brittle Coating MethodsDocument8 pagesBrittle Coating MethodssakthiNo ratings yet
- Sodick User Manual SmallDocument119 pagesSodick User Manual SmallMoises_lomaNo ratings yet
- Cosechadora Yanmar EF227230233EDocument124 pagesCosechadora Yanmar EF227230233EHector Dongo Arrayan100% (1)
- Solenoid Valve 2/2 Way N.O. Direct Acting::presentationDocument2 pagesSolenoid Valve 2/2 Way N.O. Direct Acting::presentationRamius HamdaniNo ratings yet
- Ieee 762-2002Document27 pagesIeee 762-2002VICTOR JOSE VILORIANo ratings yet
- Copper Alloys in Ingot Form: Standard Specification ForDocument14 pagesCopper Alloys in Ingot Form: Standard Specification Fornicu1212No ratings yet
- Series DS-300 Flow Sensors: Installation and Operating Instructions Flow CalculationsDocument4 pagesSeries DS-300 Flow Sensors: Installation and Operating Instructions Flow CalculationsAryo WicaksonoNo ratings yet
- Axial Load Capacity For Deep Foundations Piles: Sand Input ResultsDocument8 pagesAxial Load Capacity For Deep Foundations Piles: Sand Input ResultsbalaNo ratings yet
- Annular Cutter Feeds and SpeedsDocument1 pageAnnular Cutter Feeds and SpeedsAnonymous JzEb8CXErNo ratings yet
- HannaComponentsBook WebDocument37 pagesHannaComponentsBook WebAlexis Cuba BustamanteNo ratings yet
- Handbook For Mechanical Systems PDFDocument191 pagesHandbook For Mechanical Systems PDFAlex AfcNo ratings yet
- Heavy Load Lifting MachineDocument41 pagesHeavy Load Lifting MachineAlmubeenNo ratings yet