You might also like
- Galvanic Corrosion of Zinc in Turbulently Moving Saline Water Containing Drag Reducing PolymersDocument5 pagesGalvanic Corrosion of Zinc in Turbulently Moving Saline Water Containing Drag Reducing PolymersAlex GarciaNo ratings yet
- Effect of Phase Transformation On Corrosion Behaviour of Zn-22Al AlloysDocument10 pagesEffect of Phase Transformation On Corrosion Behaviour of Zn-22Al AlloysAlex GarciaNo ratings yet
- Cracking Continuous A: in Zinc Layers On Galvanized SheetsDocument17 pagesCracking Continuous A: in Zinc Layers On Galvanized SheetsAlex GarciaNo ratings yet
- 331-JMES-3082-Ben Nasr 2017Document7 pages331-JMES-3082-Ben Nasr 2017Alex GarciaNo ratings yet
- Atmospheric Corrosion Products On Al, ZN, and Aizn Metallic CoatingsDocument5 pagesAtmospheric Corrosion Products On Al, ZN, and Aizn Metallic CoatingsAlex GarciaNo ratings yet
- The Characterization of Continuous Hot-Dip Galvanized and Galvannealed SteelsDocument9 pagesThe Characterization of Continuous Hot-Dip Galvanized and Galvannealed SteelsAlex GarciaNo ratings yet
- Duroline M/LV/V: Hardness TestingDocument8 pagesDuroline M/LV/V: Hardness TestingAlex GarciaNo ratings yet
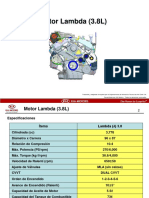
- 1.HM Lambda Engine CompletedDocument10 pages1.HM Lambda Engine CompletedAlex GarciaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- M.E (2017 April 2019Document484 pagesM.E (2017 April 2019Sachin KadlagNo ratings yet
- 2020 Model PaperDocument121 pages2020 Model PaperJaganath SNo ratings yet
- Section 12 - Biochemical Oxygen DemandDocument25 pagesSection 12 - Biochemical Oxygen Demandevalue.kolejmutiaraNo ratings yet
- IS 3513 (Part-1) 1989Document18 pagesIS 3513 (Part-1) 1989Asian Test EquipmentsNo ratings yet
- Unit 2 Chemlab 1Document5 pagesUnit 2 Chemlab 1Travis JohnsonNo ratings yet
- Biochemistry 4th Edition Mathews Test Bank 1Document36 pagesBiochemistry 4th Edition Mathews Test Bank 1loribowersbwknifoyxe100% (23)
- NSO Level 1 Class 6 2019Document8 pagesNSO Level 1 Class 6 2019Aaditya100% (2)
- Chemistry Handbook 2023Document13 pagesChemistry Handbook 2023Ashritha MaskiNo ratings yet
- Bioprocess Engineering QuestionsDocument13 pagesBioprocess Engineering QuestionsPalanisamy Selvamani100% (1)
- Pharmaceutical Preformulation PDFDocument4 pagesPharmaceutical Preformulation PDFfmdunia100% (1)
- Euro Trade Price List 2023 - VCP SwedenDocument32 pagesEuro Trade Price List 2023 - VCP Swedennathan.trabajo1No ratings yet
- Analysis and Control of Acid Sites in ZeolitesDocument32 pagesAnalysis and Control of Acid Sites in ZeolitesNoberto Fontenele FrotaNo ratings yet
- Out2151504 PDFDocument1 pageOut2151504 PDFmatchutNo ratings yet
- Chemistry Part-2 (Class 11)Document108 pagesChemistry Part-2 (Class 11)Sriram PrustyNo ratings yet
- Pre Lab 2Document8 pagesPre Lab 2Ngo HieuNo ratings yet
- SCIENCE Grade 7: Quarter 2 - Module 2 The Compound Microscope: Focusing SpecimenDocument10 pagesSCIENCE Grade 7: Quarter 2 - Module 2 The Compound Microscope: Focusing Specimensam patauegNo ratings yet
- Experiment FiveDocument4 pagesExperiment FiveSusana DakoraNo ratings yet
- Effect of Iron Ore Properties On Its Balling BehaviourDocument9 pagesEffect of Iron Ore Properties On Its Balling BehaviourPyarilal SNo ratings yet
- Fourier Transform Infrared (FT-IR) Spectrometers Coupled To Thermal AnalysisDocument24 pagesFourier Transform Infrared (FT-IR) Spectrometers Coupled To Thermal Analysisc_passerino6572No ratings yet
- Green Chem., 2016, 18, 3879-3890Document12 pagesGreen Chem., 2016, 18, 3879-3890elderwanNo ratings yet
- Basf - I&i LaundryDocument21 pagesBasf - I&i Laundrysrushti100% (2)
- Krishna Public School, DurgDocument7 pagesKrishna Public School, DurgALPHA facts INSTITUTE SULKHANo ratings yet
- Ap Chem Applications of Thermodynamics QuizDocument9 pagesAp Chem Applications of Thermodynamics QuizqwertykeyboardninjaNo ratings yet
- NEXT - Restricted Substance Standards Manual (Next)Document24 pagesNEXT - Restricted Substance Standards Manual (Next)Dyeing DyeingNo ratings yet
- 1.2.1 (Discussion) Hooke's Law and Young's Modulus of Elasticity - Group 4Document3 pages1.2.1 (Discussion) Hooke's Law and Young's Modulus of Elasticity - Group 4Monique Angela Dela CruzNo ratings yet
- Pengaruh Kopigmentasi Terhadap Stabilitas Warna Antosianin Ekstrak Kulit Terung BelandaDocument12 pagesPengaruh Kopigmentasi Terhadap Stabilitas Warna Antosianin Ekstrak Kulit Terung BelandaHelmina AndamiNo ratings yet
- Animal Physiology MCQDocument20 pagesAnimal Physiology MCQMohammed AlMujaini100% (3)
- Sces3123: Organic Chemistry Practical 1 Reactions of Aliphatic and Aromatic HydrocarbonsDocument2 pagesSces3123: Organic Chemistry Practical 1 Reactions of Aliphatic and Aromatic Hydrocarbonssiw lingNo ratings yet
- Inconel Alloy (Niken Aprilia)Document16 pagesInconel Alloy (Niken Aprilia)Niken Aprilia0% (1)
- Chemical Tanker ManualDocument370 pagesChemical Tanker ManualPhan Dung100% (6)