You might also like
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- Casting Defects & CausesDocument15 pagesCasting Defects & CausesAbhinav Pratap MauryaNo ratings yet
- 21 Types Casting DefectsDocument94 pages21 Types Casting DefectsNarayanakumar A.PNo ratings yet
- Casting DefectsDocument14 pagesCasting Defectsadbsalman734No ratings yet
- Typical Casting DefectsDocument16 pagesTypical Casting DefectsSeah Ying ZhiNo ratings yet
- Casting Defects GuideDocument8 pagesCasting Defects GuideAll In OneNo ratings yet
- Casting DefectsDocument9 pagesCasting DefectsRao YasirNo ratings yet
- Metal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalDocument7 pagesMetal Casting Is A Complex Process That Involves The Application of High Pressure To Molten MetalMaria SarwatNo ratings yet
- Casting DefectsDocument2 pagesCasting DefectsNaman ShethNo ratings yet
- WINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionDocument57 pagesWINSEM2020-21 MEE1007 ETH VL2020210506859 Reference Material I 09-Apr-2021 Lec 8-MEE1007-MP-Casting Defect and InspectionSmita AshturkarNo ratings yet
- Casting DefectsDocument24 pagesCasting DefectsRadheshyam Suwalka100% (1)
- Defects in CastingDocument4 pagesDefects in CastingArjun Singh MarjaraNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectsNayeem pashaNo ratings yet
- Part-C Defects - Nptel PDFDocument5 pagesPart-C Defects - Nptel PDFLakhwant Singh KhalsaNo ratings yet
- SeminarDocument38 pagesSeminarManohara ErlaNo ratings yet
- Experiment No. 8 Casting Defects: Aim: TheoryDocument5 pagesExperiment No. 8 Casting Defects: Aim: TheoryDhananjay ShimpiNo ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Casting DefectsDocument7 pagesCasting Defectsmannu_riderNo ratings yet
- Casting DefectsDocument35 pagesCasting DefectsYaser Mohamed AbasNo ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Casting DefectsDocument8 pagesCasting DefectsJavier Escalante VillanuevaNo ratings yet
- Discussion MoldingDocument4 pagesDiscussion MoldingNur' Ayuni100% (1)
- Shrinkage DefectsDocument11 pagesShrinkage DefectsMohsin Abbas100% (1)
- Casting DefectsDocument5 pagesCasting DefectsChinmay Das89% (9)
- Pemilba CastingDocument8 pagesPemilba CastingRefky FNo ratings yet
- Defects WeldingDocument206 pagesDefects WeldingJayesh100% (1)
- 2 Defects and DiscontinutiesDocument33 pages2 Defects and DiscontinutiesSandip GhimireNo ratings yet
- NDT Discontinuities - World of NDTDocument51 pagesNDT Discontinuities - World of NDTHòa NguyễnNo ratings yet
- Casting DefectsDocument12 pagesCasting Defectssushil.vgiNo ratings yet
- Welding Defect: Hydrogen EmbrittlementDocument8 pagesWelding Defect: Hydrogen EmbrittlementShajin Mohammed ShamsudhinNo ratings yet
- Casting DefectsDocument38 pagesCasting DefectsAhmad Raza TararNo ratings yet
- Identifying Casting DefectsDocument4 pagesIdentifying Casting Defectsdarwin_huaNo ratings yet
- Pouring of MetalDocument6 pagesPouring of Metalرسول ناصر كريم خريبطNo ratings yet
- Casting DefectsDocument5 pagesCasting DefectskuttachicheraiNo ratings yet
- Casting Processes CompleteDocument49 pagesCasting Processes CompleteRavi KumarNo ratings yet
- REQUIRME_ASSIGNMENT3Document4 pagesREQUIRME_ASSIGNMENT3Cyber RoseNo ratings yet
- Welding DefectsDocument94 pagesWelding DefectsesamhamadNo ratings yet
- Welddefects As Per Iso 5817Document40 pagesWelddefects As Per Iso 5817shruthiNo ratings yet
- Identifying Casting DefectsDocument5 pagesIdentifying Casting Defectsrajeevkv4No ratings yet
- Hot tears and spots defects in castingsDocument4 pagesHot tears and spots defects in castingsKamran KhalidNo ratings yet
- Defects in WeldsDocument6 pagesDefects in WeldsSaran KumarNo ratings yet
- Experiment No. 6: Casting Is ADocument6 pagesExperiment No. 6: Casting Is AArun kumar rouniyarNo ratings yet
- Casting DefectDocument25 pagesCasting Defectravikataria02No ratings yet
- Types of Welding Defects PDFDocument12 pagesTypes of Welding Defects PDFDhiab Mohamed AliNo ratings yet
- Inherent: They Are Usually Related To Discontinuities Found in TheDocument10 pagesInherent: They Are Usually Related To Discontinuities Found in TheBhadresh PatelNo ratings yet
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanNo ratings yet
- Weld Defect - WikeepidiaDocument5 pagesWeld Defect - Wikeepidiapuri16No ratings yet
- castingDocument12 pagescastingS V Garata ReddyNo ratings yet
- Welding Defects: Their Causes and PreventionDocument18 pagesWelding Defects: Their Causes and PreventionsanjaykumarmauryaNo ratings yet
- Basic Mechanical EngineeringDocument70 pagesBasic Mechanical EngineeringHemachandran100% (6)
- Defect in Casting For Amie Manufacturing Technology and Manufacturing ScienceDocument33 pagesDefect in Casting For Amie Manufacturing Technology and Manufacturing ScienceparameshwaranpraveenNo ratings yet
- Defect Related FailuresDocument24 pagesDefect Related FailuresAhmad AloudahNo ratings yet
- Factors Affecting CastingDocument6 pagesFactors Affecting CastingMuhammad BilalNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Farm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding, Third Revised Edition: Everything You Need to Know to Weld, Cut, and Shape MetalNo ratings yet
- The Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistFrom EverandThe Home Blacksmith: Tools, Techniques, and 40 Practical Projects for the Blacksmith HobbyistRating: 4 out of 5 stars4/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Bahasa English - The Coronavirus Exposes EducationDocument3 pagesBahasa English - The Coronavirus Exposes EducationmkmkhairiNo ratings yet
- ISO 03714-1980 ScanDocument4 pagesISO 03714-1980 ScanmkmkhairiNo ratings yet
- Jumper LineDocument2 pagesJumper LinemkmkhairiNo ratings yet
- Jumper LineDocument2 pagesJumper LinemkmkhairiNo ratings yet
- Parker PM50 Permanent Magnetic Yoke SetDocument1 pageParker PM50 Permanent Magnetic Yoke SetmkmkhairiNo ratings yet
- Project Quality PlanDocument43 pagesProject Quality Planmkmkhairi100% (4)
- Iron AlloysDocument6 pagesIron AlloysHieu NguyenNo ratings yet
- Grinding MachineDocument15 pagesGrinding MachineTan Jun Zhe0% (1)
- Construction Specification 781-Metal Fabrication and InstallationDocument3 pagesConstruction Specification 781-Metal Fabrication and InstallationJing JingNo ratings yet
- Fixed Fastener Tolerance Calculation ASME Y14.5M-1994 APPENDIX B4Document7 pagesFixed Fastener Tolerance Calculation ASME Y14.5M-1994 APPENDIX B4jowarNo ratings yet
- Metric Steel Sheet SpecsDocument4 pagesMetric Steel Sheet SpecsNurNo ratings yet
- CNC lathe frame for DIY CNC machineDocument13 pagesCNC lathe frame for DIY CNC machineMujjo SahbNo ratings yet
- Using Caterpillar Replacement Thread Inserts (0676) : Instrucción EspecialDocument9 pagesUsing Caterpillar Replacement Thread Inserts (0676) : Instrucción EspecialMiguel Gutierrez50% (2)
- Tapping Size Clearence HoleDocument7 pagesTapping Size Clearence HoledeepakanoorNo ratings yet
- Kinematic Structures and Machining Possibilities of Some CNC Machine ToolsDocument9 pagesKinematic Structures and Machining Possibilities of Some CNC Machine ToolsmusthakmechNo ratings yet
- 52 - ApprovedTrussSystem List 09 Disember 2020 - 0Document13 pages52 - ApprovedTrussSystem List 09 Disember 2020 - 0Ana RozaininaidaNo ratings yet
- Automation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionDocument24 pagesAutomation, Prouction Systems and CIM MP GROOVER CHAPTER 7 SolutionMuhammad Adeel Ahsen100% (1)
- MOMENT EndplateDocument8 pagesMOMENT Endplatemoseslugtu6324No ratings yet
- Forming questions (1)Document6 pagesForming questions (1)ibrahimtalal702No ratings yet
- Machinery and Equipment List for Plastic Processing LabDocument17 pagesMachinery and Equipment List for Plastic Processing LabParitosh DiwasaliNo ratings yet
- BN 4850Document2 pagesBN 4850Alexandros KarasmanoglouNo ratings yet
- BS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)Document67 pagesBS en 14399-7-2018 - TC - (2021-05-23 - 05-17-06 PM)EmreNo ratings yet
- ALRO MetalsGuidePDFCatalogJune2013LRDocument544 pagesALRO MetalsGuidePDFCatalogJune2013LRIsmael ZavalaNo ratings yet
- DAFTAR HARGA SUKU CADANG HYUNDAI PRICE-16514YG1Document1,438 pagesDAFTAR HARGA SUKU CADANG HYUNDAI PRICE-16514YG1andrew candraNo ratings yet
- Aalco Aluminium PlateDocument2 pagesAalco Aluminium PlateJose MatosNo ratings yet
- Pdvsa: Engineering Design ManualDocument4 pagesPdvsa: Engineering Design ManualnoxleekNo ratings yet
- Basic Mechanical - Engineering-Soldering Brazing and WeldingDocument10 pagesBasic Mechanical - Engineering-Soldering Brazing and WeldingRavichandran GNo ratings yet
- HSFG bolting specification for bridgesDocument12 pagesHSFG bolting specification for bridgesRadha KrishnanNo ratings yet
- Term Paper-Sheet Metal WeldingDocument6 pagesTerm Paper-Sheet Metal Welding11gargdinesh7No ratings yet
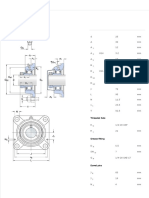
- Y-Bearing Square Flanged Units - FY 25 FM PDFDocument2 pagesY-Bearing Square Flanged Units - FY 25 FM PDFEmin SoftićNo ratings yet
- Iso 20crmo4Document2 pagesIso 20crmo4Kumar SanthanamNo ratings yet
- Turnbuckle Hook To EyeDocument1 pageTurnbuckle Hook To EyeeraswastaNo ratings yet
- 42CrMo4 steel product specificationDocument3 pages42CrMo4 steel product specificationeduardomanar1224No ratings yet
- 0108eng PDFDocument36 pages0108eng PDFsanthoshNo ratings yet
- Weldability of P91 SteelsDocument9 pagesWeldability of P91 SteelsAkshay KumarNo ratings yet
- CNC ExercisesDocument51 pagesCNC ExercisesMinh Lam100% (10)