You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- @airbus: Component Maintenance Manual With Illustrated Part ListDocument458 pages@airbus: Component Maintenance Manual With Illustrated Part Listjoker hotNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Bantam Earth Paludarium CodeDocument75 pagesBantam Earth Paludarium CodeBantam EarthNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Unit 9 Spreadsheet Development Assignment 1 - Luke JacksonDocument15 pagesUnit 9 Spreadsheet Development Assignment 1 - Luke Jacksonapi-448941162100% (1)
- (Wes Nolte, Jeff Douglas) Salesforce HandbookDocument245 pages(Wes Nolte, Jeff Douglas) Salesforce HandbookGowtham Naidu B100% (1)
- Classical ElectromanDocument1 pageClassical Electromanayush kumarNo ratings yet
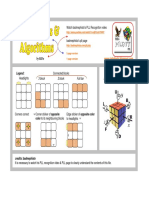
- PLL PatternsDocument6 pagesPLL PatternsMax PaheinNo ratings yet
- Bubbledeck Voided Flat Slab Solutions: June 2008Document91 pagesBubbledeck Voided Flat Slab Solutions: June 2008Gan Chin PhangNo ratings yet
- Residual Strength of Concrete Containing Recycled Materials After Exposure To Fire A ReviewDocument16 pagesResidual Strength of Concrete Containing Recycled Materials After Exposure To Fire A ReviewFernando LopezNo ratings yet
- X02 User ManualDocument25 pagesX02 User ManualZelectronNo ratings yet
- CONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Document4 pagesCONTEXT PLUS - HFC227ea Systems - SALES BROCHURE - 01-17Ronny HasanNo ratings yet
- Earthquakes-And-Faults PPT 2014Document33 pagesEarthquakes-And-Faults PPT 2014api-269185515No ratings yet
- Dull Grading Fixed Cutter BitDocument14 pagesDull Grading Fixed Cutter BitChinyere NkereNo ratings yet
- Testing & Maintenance of Rotating Machines Type Tests, Routine Tests & Special Tests of 1 & 3 Phase Induction MotorsDocument12 pagesTesting & Maintenance of Rotating Machines Type Tests, Routine Tests & Special Tests of 1 & 3 Phase Induction MotorsPKNo ratings yet
- SP-1279-D Concrete WorksDocument47 pagesSP-1279-D Concrete WorksAnonymous ouZFaSBR100% (3)
- SR841/SR842 (B706) : This Parts Catalog Includes MB No. 1 To 10Document63 pagesSR841/SR842 (B706) : This Parts Catalog Includes MB No. 1 To 10OFBA srlNo ratings yet
- 3.6.1 Self-Drilling Screw Fastener Selection and Design 3.6.1.1 Drill Point SelectionDocument12 pages3.6.1 Self-Drilling Screw Fastener Selection and Design 3.6.1.1 Drill Point SelectionEduardo Antonio Duran SepulvedaNo ratings yet
- CTRA TK 64 003 Scaffolding Inside OutsideDocument6 pagesCTRA TK 64 003 Scaffolding Inside OutsideMohamed RizwanNo ratings yet
- Unidades Trane PDFDocument12 pagesUnidades Trane PDFARN18No ratings yet
- Ucm6116 Quick Installation GuideDocument16 pagesUcm6116 Quick Installation GuidedryredNo ratings yet
- Ar09.10 P 1050akDocument3 pagesAr09.10 P 1050akAleksandar TubinNo ratings yet
- EthereumDocument4 pagesEthereumctorrep1853No ratings yet
- Operation Guide GT MS5001 PDFDocument5 pagesOperation Guide GT MS5001 PDFHassanSaidi50% (2)
- Amplitude ModulationDocument10 pagesAmplitude ModulationlakshmiNo ratings yet
- Future Mining Engineers - Educational Development StrategyDocument6 pagesFuture Mining Engineers - Educational Development StrategyRicardo Contreras BNo ratings yet
- Aviation Fuel HandlingDocument18 pagesAviation Fuel Handlingpvsreddy2002No ratings yet
- Brochure Caterpillar Wheel Loader CF 966HDocument12 pagesBrochure Caterpillar Wheel Loader CF 966HOscar Jesus Barces100% (2)
- ZTE WCDMA NPO Primary02-200711 WCDMA Radio Network Planning and OptimizationDocument277 pagesZTE WCDMA NPO Primary02-200711 WCDMA Radio Network Planning and OptimizationIndrasto JatiNo ratings yet
- SherazDocument24 pagesSherazSheraz qaisraniNo ratings yet
- Membuat Efek Gelombang Tenaga Dalam - 1Document6 pagesMembuat Efek Gelombang Tenaga Dalam - 1elsiansuNo ratings yet
- As 4024.3001-2009 Safety of Machinery Materials Forming and Shearing - Mechanical Power PressesDocument7 pagesAs 4024.3001-2009 Safety of Machinery Materials Forming and Shearing - Mechanical Power PressesSAI Global - APAC0% (1)