You might also like
- chapter 2 مواد هندسيةDocument54 pageschapter 2 مواد هندسيةHmwDyNo ratings yet
- Heat treatment of materials - نسخةDocument7 pagesHeat treatment of materials - نسخةHmwDyNo ratings yet
- Heat treatment of materials - نسخةDocument7 pagesHeat treatment of materials - نسخةHmwDyNo ratings yet
- ملخص حل الواجبات 1-2-3 - نسخةDocument9 pagesملخص حل الواجبات 1-2-3 - نسخةHmwDyNo ratings yet
- واجب - نسخة - نسخةDocument1 pageواجب - نسخة - نسخةHmwDyNo ratings yet
- Omputer Ntegrated Anufacturing : C I M CIMDocument21 pagesOmputer Ntegrated Anufacturing : C I M CIMHmwDyNo ratings yet
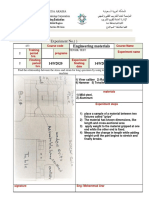
- Experiment No. : Engineering MaterialsDocument2 pagesExperiment No. : Engineering MaterialsHmwDyNo ratings yet
- K L E Society'S Polytechnic BAILHONGAL-591 102: "Water Jet Cutting"Document16 pagesK L E Society'S Polytechnic BAILHONGAL-591 102: "Water Jet Cutting"HmwDyNo ratings yet
- Design For Manufacture: CAD CAM CAE Transportability CIM Need of CIMDocument50 pagesDesign For Manufacture: CAD CAM CAE Transportability CIM Need of CIMHmwDyNo ratings yet
- Introduction To Nonconventional Machining ProcessDocument10 pagesIntroduction To Nonconventional Machining ProcessHmwDyNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Heavy Metal Distribution in Contaminated Oil - Based Mud From A Selected Oilfield in GhanaDocument7 pagesHeavy Metal Distribution in Contaminated Oil - Based Mud From A Selected Oilfield in GhanaemefakoveNo ratings yet
- LARA Investor PresentationDocument17 pagesLARA Investor PresentationEdgard DiazNo ratings yet
- Visiting Report PT Musika Purbantara Utama 21 Januari 2020Document14 pagesVisiting Report PT Musika Purbantara Utama 21 Januari 2020Daniel Garnando KristianNo ratings yet
- Garpenberg 20030407Document7 pagesGarpenberg 20030407Nils Johan BolinNo ratings yet
- Mining Turkey Magazine Sayi3 LQ PDFDocument68 pagesMining Turkey Magazine Sayi3 LQ PDFberk keremNo ratings yet
- Marvel Loch - Core and Shell Mass BlastDocument10 pagesMarvel Loch - Core and Shell Mass BlastBequer Inocente OchoaNo ratings yet
- 1 s2.0 S0140988316302444 MainDocument15 pages1 s2.0 S0140988316302444 MainNabil FarhanNo ratings yet
- Water and Slurry Bulkheads in Underground Coal Mines: Design, Monitoring and Safety ConcernsDocument7 pagesWater and Slurry Bulkheads in Underground Coal Mines: Design, Monitoring and Safety ConcernsDinesh dhakarNo ratings yet
- HSBC Precious Metals OutlookDocument64 pagesHSBC Precious Metals OutlookafonteveNo ratings yet
- PDFDocument7 pagesPDFLalaNo ratings yet
- I - Prospecting Licence: Procedure For Acquisition of Exploration LicenceDocument2 pagesI - Prospecting Licence: Procedure For Acquisition of Exploration LicenceMoustapha BakoNo ratings yet
- Barapukuria Coal Mining Company Limited (BCMCL) - Activities 1Document1 pageBarapukuria Coal Mining Company Limited (BCMCL) - Activities 1Syed Adnan ParvezNo ratings yet
- 9 H q1 l3 Environmental Problems in The PhilippinesDocument19 pages9 H q1 l3 Environmental Problems in The PhilippinesBernard John MartinezNo ratings yet
- Typical Project Workflow: A Guide To Mine Plan OptimisationDocument54 pagesTypical Project Workflow: A Guide To Mine Plan OptimisationMário de FreitasNo ratings yet
- LIBRO - Exploration and Mining Geology W Peters 1978 PDFDocument711 pagesLIBRO - Exploration and Mining Geology W Peters 1978 PDFJaime Renato Abanto Novoa90% (10)
- LAMI v. Agham - Case DigestDocument2 pagesLAMI v. Agham - Case DigestLourdes LescanoNo ratings yet
- 2014 Aug Indico NI43 101 - Report MRE Ocana - ArirahuaDocument81 pages2014 Aug Indico NI43 101 - Report MRE Ocana - ArirahuaLuis ValdiviesoNo ratings yet
- MINE SUBSIDENCE-Rev 1Document97 pagesMINE SUBSIDENCE-Rev 1Srijan Pathak80% (5)
- Emaralds of Panjshir ValleyDocument14 pagesEmaralds of Panjshir ValleyBrij Mohan SinghNo ratings yet
- HEALTH 9 QTR 1 Module 4Document22 pagesHEALTH 9 QTR 1 Module 4Zeus Romero100% (1)
- 1.mining Industry Performance During 2011 & Role of Mining in The Namibian Economy - Robin Sherbourne PDFDocument18 pages1.mining Industry Performance During 2011 & Role of Mining in The Namibian Economy - Robin Sherbourne PDFAndré Le RouxNo ratings yet
- BLK Industries: Industry Analysis:: Understanding The Niche Sector of The CompanyDocument7 pagesBLK Industries: Industry Analysis:: Understanding The Niche Sector of The Companyneelakanta srikarNo ratings yet
- G7 Social Science and Health T1 Summative AssessmentDocument7 pagesG7 Social Science and Health T1 Summative AssessmentMcLargoNo ratings yet
- Mercury Element Extraction, Mining Technique - Flotation, Jigging, Elutriation MethodsDocument8 pagesMercury Element Extraction, Mining Technique - Flotation, Jigging, Elutriation MethodsPaulNo ratings yet
- Application of Solar Thermal Desorption To Remediation of Mercury-Contaminated SoilsDocument11 pagesApplication of Solar Thermal Desorption To Remediation of Mercury-Contaminated Soilskaren avilaNo ratings yet
- Future Trends in Mining: Tom Albanese and John McgaghDocument1 pageFuture Trends in Mining: Tom Albanese and John McgaghYeimsNo ratings yet
- Annual Report - 2013 30 Sep 2013Document140 pagesAnnual Report - 2013 30 Sep 2013Ṁysterious ṀarufNo ratings yet
- Earthrise (1990) (Interstel Corporation) (Manual)Document18 pagesEarthrise (1990) (Interstel Corporation) (Manual)jeanjean33No ratings yet
- Copper Solvent ExtractionDocument5 pagesCopper Solvent ExtractionRamoutar (Ken) Seecharran100% (5)
- Coal Mining WorksheetDocument4 pagesCoal Mining WorksheetmarinaperegrinaNo ratings yet