You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Cover Letter PAUDocument1 pageCover Letter PAUBasiru AbubakarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Packing List 11th ContainerDocument7 pagesPacking List 11th ContainerswatiNo ratings yet
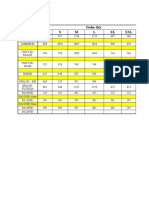
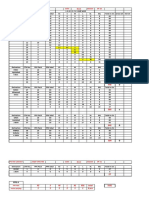
- Style Name Order Qty XS S M L XL XXLDocument4 pagesStyle Name Order Qty XS S M L XL XXLswatiNo ratings yet
- Packing List - Vincy3d-BlueDocument1 pagePacking List - Vincy3d-BlueswatiNo ratings yet
- Test Request Form: Nimkartek Technical Services Pvt. LTDDocument1 pageTest Request Form: Nimkartek Technical Services Pvt. LTDswatiNo ratings yet
- Project Synopsis ReportDocument5 pagesProject Synopsis ReportswatiNo ratings yet
- Packing List 11th ContainerDocument9 pagesPacking List 11th ContainerswatiNo ratings yet
- Bridging The 14 Domains Across LanguagesDocument2 pagesBridging The 14 Domains Across LanguagesJhedyann Amores100% (5)
- Drug Use During Pregnancy and LactationDocument50 pagesDrug Use During Pregnancy and LactationJuveria Fatima75% (4)
- Military Logistics ThesisDocument5 pagesMilitary Logistics Thesisokxyghxff100% (2)
- Case Analysis KM-Accenture RameshRaman 11MBA0089Document20 pagesCase Analysis KM-Accenture RameshRaman 11MBA0089Ramesh RamanNo ratings yet
- Evaluating The Effectiveness of A Phet Simulation For Teaching and Learning of Turning Effect of Force in Physics at Secondary School LevelDocument8 pagesEvaluating The Effectiveness of A Phet Simulation For Teaching and Learning of Turning Effect of Force in Physics at Secondary School LevelRizalyn PatalinghugNo ratings yet
- Lab Manual ADE FinalDocument40 pagesLab Manual ADE FinalNithiyaNo ratings yet
- Naming Organic MoleculesDocument47 pagesNaming Organic MoleculesSandeep BadarlaNo ratings yet
- NCP (Risk of Infection Related To Episiotomy)Document3 pagesNCP (Risk of Infection Related To Episiotomy)Paolo UyNo ratings yet
- Lesson 12 Igon-IgonDocument12 pagesLesson 12 Igon-IgonMarie Carmeli Igon-igon100% (1)
- The History Behind The Discovery of Benzene RingsDocument1 pageThe History Behind The Discovery of Benzene Ringsekadarma55100% (5)
- Short Advt. 04-2024 4Document1 pageShort Advt. 04-2024 4Arun kumar JannuNo ratings yet
- Norms For FCIDocument104 pagesNorms For FCIGoLdy SharmaNo ratings yet
- Quick Audio Mastering With ReaperDocument7 pagesQuick Audio Mastering With ReaperheraNo ratings yet
- Total Rewards Inventory ChecklistDocument1 pageTotal Rewards Inventory ChecklistNhư Cường PhạmNo ratings yet
- Review of Mao Biography by Ross TerrillDocument4 pagesReview of Mao Biography by Ross TerrillYiching WuNo ratings yet
- Sketchup Ruby Cheatsheet v2Document6 pagesSketchup Ruby Cheatsheet v2yutaNo ratings yet
- Cpar 2Document96 pagesCpar 2Ruby BieNo ratings yet
- Using Atm/Debit Card Using Account Details Internet Banking CredentialsDocument1 pageUsing Atm/Debit Card Using Account Details Internet Banking CredentialsRCC PGTNo ratings yet
- كورس بداية اعدادىDocument29 pagesكورس بداية اعدادىAhmed El-BadyNo ratings yet
- Java Beans 4 JSPDocument8 pagesJava Beans 4 JSPakirank1No ratings yet
- Brosur PJU TALLEDDocument1 pageBrosur PJU TALLEDMulja RizolaNo ratings yet
- Buddha-Nature Refers To Several Related TermsDocument31 pagesBuddha-Nature Refers To Several Related Termsthewitness3No ratings yet
- Headphones & Headsets: Patent InformationDocument24 pagesHeadphones & Headsets: Patent Informationhartono dnaNo ratings yet
- Script 8spDocument12 pagesScript 8spella SyNo ratings yet
- Banking Regulation Act 1949Document19 pagesBanking Regulation Act 1949Mohsin SayyadNo ratings yet
- Vodafone Case StudyDocument13 pagesVodafone Case StudySanyam Pandey0% (1)
- Nirmala Rajbhandari: Dr. Paras Mani Pradhan Presentation Jan 23 2015Document21 pagesNirmala Rajbhandari: Dr. Paras Mani Pradhan Presentation Jan 23 2015Kabitagosthi100% (1)
- Avoiding Design Errors: Lessons From Forensics and Their Application To Engineering DesignDocument2 pagesAvoiding Design Errors: Lessons From Forensics and Their Application To Engineering Designjentayu_putih3459No ratings yet
- Manual Robot City-Final ENDocument21 pagesManual Robot City-Final ENthes33k3rNo ratings yet