You might also like
- An Analysis of The Operational Costs of Trucking: 2018 UpdateDocument49 pagesAn Analysis of The Operational Costs of Trucking: 2018 UpdateEko Budi WicaksonoNo ratings yet
- Combustible Dust Control - Part 1Document4 pagesCombustible Dust Control - Part 1Milling and Grain magazineNo ratings yet
- Group 12 - American Connector Company Case SolutionDocument7 pagesGroup 12 - American Connector Company Case Solutionpeeyushjain2020No ratings yet
- HP Case ReportDocument8 pagesHP Case Reportpeeyushjain2020No ratings yet
- Glossary of International Freight TermsDocument27 pagesGlossary of International Freight TermsAnand Khisti.100% (4)
- Incineration of Hazardous WasteDocument30 pagesIncineration of Hazardous WasteSai DattaNo ratings yet
- Ch#1 - SPE-126446-MS CO2 EOR Industry ApplicationDocument15 pagesCh#1 - SPE-126446-MS CO2 EOR Industry ApplicationMarcos RibeiroNo ratings yet
- Readme Littlefield Technologies Game Final PGP 2016 PDFDocument3 pagesReadme Littlefield Technologies Game Final PGP 2016 PDFpeeyushjain2020No ratings yet
- Hiab Crane Service ManualDocument16 pagesHiab Crane Service Manualjohan useche33% (3)
- Problem Job Order CostingDocument6 pagesProblem Job Order CostingAlan Carlo Galvez100% (1)
- EPRI. Cycle Chemistry Guidelines For Fossil Plants All-Volatile Treatment Revision 1Document264 pagesEPRI. Cycle Chemistry Guidelines For Fossil Plants All-Volatile Treatment Revision 1Syed Basit100% (8)
- Predicting the Price of Carbon Supplement 1: Hinkley Point C Nuclear Power Station Enhanced Carbon Audit LCA Case StudyFrom EverandPredicting the Price of Carbon Supplement 1: Hinkley Point C Nuclear Power Station Enhanced Carbon Audit LCA Case StudyNo ratings yet
- Environmental Control in Petroleum EngineeringFrom EverandEnvironmental Control in Petroleum EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- YSL PresentationDocument18 pagesYSL PresentationCrissy0% (1)
- Spill ManagDocument9 pagesSpill Managfithri_np8030No ratings yet
- Reconstruction, Changes and Steps Taken To Control SmogDocument8 pagesReconstruction, Changes and Steps Taken To Control Smogsia lullaNo ratings yet
- Alternatives To The Use of MHF at RefineriesDocument5 pagesAlternatives To The Use of MHF at RefineriesSally HayatiNo ratings yet
- Coke FactDocument5 pagesCoke FactHafid AlwanNo ratings yet
- L#2-CHE 614-Regulations and Env. SystemsDocument39 pagesL#2-CHE 614-Regulations and Env. SystemsMuhammad HashirNo ratings yet
- ART - F5 - PWR - PRB Coal Users Group Industry KnowledgeDocument4 pagesART - F5 - PWR - PRB Coal Users Group Industry KnowledgeGothandaraman Muthu ManickamNo ratings yet
- Use of A Circulating Fluid Bed For Flue Gas DesulfurizationDocument7 pagesUse of A Circulating Fluid Bed For Flue Gas Desulfurizationhozipek5599No ratings yet
- Hill,: US NoDocument18 pagesHill,: US Noaditi_rahalkarNo ratings yet
- Final Position Paper On The Chevron Richmond Refinery Modernization ProjectDocument9 pagesFinal Position Paper On The Chevron Richmond Refinery Modernization ProjectAnthony ShingNo ratings yet
- Appendix C - CCUS SurveyDocument38 pagesAppendix C - CCUS SurveyLelosPinelos123No ratings yet
- 2018 Yearly CalendarDocument72 pages2018 Yearly CalendarmrafigNo ratings yet
- 06 Air Pollution (Polusi Udara)Document11 pages06 Air Pollution (Polusi Udara)Ghani Abdul RofieNo ratings yet
- Global Citizens AssignmentDocument10 pagesGlobal Citizens Assignmentapi-738780226No ratings yet
- Business Roundtable Major Regulations of ConcernDocument19 pagesBusiness Roundtable Major Regulations of ConcernBusiness RoundtableNo ratings yet
- Keith Taylor MEP Objects To Cuadrilla's Environment Permit Application For Balcombe, West SussexDocument3 pagesKeith Taylor MEP Objects To Cuadrilla's Environment Permit Application For Balcombe, West SussexKeithTaylorMepNo ratings yet
- Blacksmith InstituteDocument14 pagesBlacksmith Institutegonzaloampuero20No ratings yet
- United States Court of Appeals, First CircuitDocument4 pagesUnited States Court of Appeals, First CircuitScribd Government DocsNo ratings yet
- Environmental Protection Agency (EPA) (Timeline and Role in Society)Document25 pagesEnvironmental Protection Agency (EPA) (Timeline and Role in Society)Abeera MalikNo ratings yet
- Asphalt Plants555Document4 pagesAsphalt Plants555mehdiNo ratings yet
- Flue Gas DesulfurisationDocument22 pagesFlue Gas DesulfurisationManishankar PandaNo ratings yet
- Pollution Trading: Cashing Out Our Clean Air and WaterDocument4 pagesPollution Trading: Cashing Out Our Clean Air and WaterFood and Water WatchNo ratings yet
- AWMA EM AirPollutionFromOilAndGasDocument4 pagesAWMA EM AirPollutionFromOilAndGasShaho Abdulqader MohamedaliNo ratings yet
- Allam CycleDocument20 pagesAllam CyclejparmarNo ratings yet
- FuelDocument172 pagesFuelImtiaz KhanNo ratings yet
- Progress Report On The EPA Acid Rain ProgramDocument24 pagesProgress Report On The EPA Acid Rain ProgramlecceseandreaNo ratings yet
- Corrosion in Flexible Burner HosesDocument88 pagesCorrosion in Flexible Burner Hosesmviteazu100% (1)
- NLA Sustainablity StatementDocument4 pagesNLA Sustainablity StatementjeffreypabzNo ratings yet
- Economic Impact Analysis of The Hydrochloric Acid (HCL) Production NeshapDocument15 pagesEconomic Impact Analysis of The Hydrochloric Acid (HCL) Production NeshapSujata ThergaonkarNo ratings yet
- AT&T Environment and Safety Case StudyDocument23 pagesAT&T Environment and Safety Case StudySmijin.P.SNo ratings yet
- Powerengineering201307 1 DLDocument93 pagesPowerengineering201307 1 DLNinh Quoc TrungNo ratings yet
- Green ChemistryDocument32 pagesGreen ChemistryManonmanian SundaranNo ratings yet
- Vechile Emission ControlDocument19 pagesVechile Emission Controlfuel123No ratings yet
- Clean Coal ThesisDocument7 pagesClean Coal Thesisdwnt5e3k100% (2)
- Flue Gas Desulfurization TechnologiesDocument13 pagesFlue Gas Desulfurization Technologieshozipek5599No ratings yet
- IEAGHG Information Paper: 2015-IP23 Status Report On Direct Air CaptureDocument4 pagesIEAGHG Information Paper: 2015-IP23 Status Report On Direct Air CaptureGary BurnNo ratings yet
- A Caustic Scrubber System For The Control of Phosgene Emissions Design Testing and PerformanceDocument5 pagesA Caustic Scrubber System For The Control of Phosgene Emissions Design Testing and PerformanceA KumarNo ratings yet
- Baghouse Medical WasteDocument7 pagesBaghouse Medical WasteMatias MancillaNo ratings yet
- P2 Assignmet 2013Document5 pagesP2 Assignmet 2013FieneshiaSevitaNo ratings yet
- Utilities TRI: A Primer On Electric Utility Companies and EPA's Toxics Release InventoryDocument20 pagesUtilities TRI: A Primer On Electric Utility Companies and EPA's Toxics Release InventoryFarhan AhmedNo ratings yet
- Ambre Submission To CPRSDocument2 pagesAmbre Submission To CPRSfreddy feltonNo ratings yet
- Electrostatic Percipitation of Fly AshDocument8 pagesElectrostatic Percipitation of Fly AshKenneth AdamsNo ratings yet
- 2011 Aluminum Association Annual ReportDocument28 pages2011 Aluminum Association Annual ReportSyamsul ArifinNo ratings yet
- Research Paper of Air PollutionDocument6 pagesResearch Paper of Air Pollutionc9rz4vrmNo ratings yet
- Power Plant Coating Systems: Selecting and Sourcing: A EresourceDocument32 pagesPower Plant Coating Systems: Selecting and Sourcing: A EresourceprakashNo ratings yet
- Developments in The Management of Wastes From Coal-Fired Power PlantsDocument10 pagesDevelopments in The Management of Wastes From Coal-Fired Power PlantsDesy RsNo ratings yet
- Carbon Capture For Gas Power Appears On The Horizon (2013.04.01)Document2 pagesCarbon Capture For Gas Power Appears On The Horizon (2013.04.01)Yang Gul LeeNo ratings yet
- Measuring Product Carbon FootprintDocument6 pagesMeasuring Product Carbon FootprintmercurybkkNo ratings yet
- Gartland Steel Company: Group 7 - Assignment in Operations ResearchDocument11 pagesGartland Steel Company: Group 7 - Assignment in Operations Researchshama vidyarthyNo ratings yet
- Taylor Facility2Document5 pagesTaylor Facility2Andy ArthurNo ratings yet
- Pollution Prevention 3Document4 pagesPollution Prevention 3Arief Rahman DhuhriNo ratings yet
- An Effective Solution For Elemental Sulfur Deposition in Natural Gas SystemsDocument12 pagesAn Effective Solution For Elemental Sulfur Deposition in Natural Gas SystemsDenys PronkoNo ratings yet
- Discussion QuestionsDocument3 pagesDiscussion Questionspeeyushjain2020No ratings yet
- Brajesh Sohrot: Sypply Chain, Logistics, Purchasing, Materials, Operations & General Management ProfessionalDocument3 pagesBrajesh Sohrot: Sypply Chain, Logistics, Purchasing, Materials, Operations & General Management ProfessionalGhanshyam MeenaNo ratings yet
- Audit Report Lag and The Effectiveness of Audit Committee Among Malaysian Listed CompaniesDocument12 pagesAudit Report Lag and The Effectiveness of Audit Committee Among Malaysian Listed Companiesxaxif8265100% (1)
- El Astri CityDocument4 pagesEl Astri CityTipu100% (1)
- Imf, WB, & WtoDocument19 pagesImf, WB, & Wtobcvbvcbhj50% (2)
- Case 4Document18 pagesCase 4Harshini AkilandanNo ratings yet
- Hero MotoCorp LimitedDocument7 pagesHero MotoCorp Limitedanjali jainNo ratings yet
- Billing Statement: Engr. Elizalde Bagumbayan San Jose, AntiqueDocument1 pageBilling Statement: Engr. Elizalde Bagumbayan San Jose, AntiqueMark OlandresNo ratings yet
- Project Report On: Agriculture Banking Submitted By:: Deepinder Sidhu T.Y. Banking & Insurance (Semester V)Document61 pagesProject Report On: Agriculture Banking Submitted By:: Deepinder Sidhu T.Y. Banking & Insurance (Semester V)Mayur NayakNo ratings yet
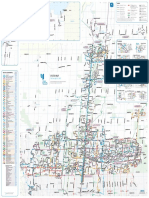
- YRT System Map Web Apr2023Document1 pageYRT System Map Web Apr2023Bernadette ChoyNo ratings yet
- Sharks in Trouble: Hunters Become The HuntedDocument32 pagesSharks in Trouble: Hunters Become The HuntedPewEnvironmentGroup100% (1)
- NabilaDocument5 pagesNabilawaleed MalikNo ratings yet
- JournalDocument3 pagesJournalAnonymous RPGElS100% (1)
- Let Socsci 2017Document57 pagesLet Socsci 2017Kevin GalisanaoNo ratings yet
- List of IP-1 Registered Companies As On 27.06.2018Document89 pagesList of IP-1 Registered Companies As On 27.06.2018lucky khanNo ratings yet
- PUBALI BANK Card Customer Service FormDocument1 pagePUBALI BANK Card Customer Service Formঅনন্ত জীবনNo ratings yet
- PCF 2016 Milestones and GuidelinesDocument23 pagesPCF 2016 Milestones and Guidelinesruss8dikoNo ratings yet
- Dewan Sugar Mills LTD.: Company OverviewDocument3 pagesDewan Sugar Mills LTD.: Company Overviewfarooq ahmadNo ratings yet
- PB Xii Economics 2023-24Document7 pagesPB Xii Economics 2023-24nhag720207No ratings yet
- DukungalatDocument6 pagesDukungalatridhoniNo ratings yet
- Unit 8 - South AmericaDocument4 pagesUnit 8 - South AmericaJoshua MirandaNo ratings yet
- Red CatalogDocument31 pagesRed CatalogKath YuNo ratings yet
- Asking For and Giving SuggestionsDocument4 pagesAsking For and Giving SuggestionsRosa NiaNo ratings yet
- Functions in EconomicsDocument60 pagesFunctions in EconomicssamueljlNo ratings yet
- List of Complaints Hearing During EcqDocument2 pagesList of Complaints Hearing During EcqSecurity Bank Personal LoansNo ratings yet
- International Economic LawDocument4 pagesInternational Economic LawravigeelaNo ratings yet