You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Qualititative Test of Lipids and Preparation of Carboxylic Acid Salt From LipidsDocument6 pagesQualititative Test of Lipids and Preparation of Carboxylic Acid Salt From LipidsNurul Farhana NasirNo ratings yet
- Lump Sum Contract NotesDocument1 pageLump Sum Contract NotesamrkiplNo ratings yet
- 4 External Turning ToolsDocument57 pages4 External Turning ToolsMehdy HosseiniNo ratings yet
- 6 Parting and Grooving ToolsDocument36 pages6 Parting and Grooving ToolsMehdy HosseiniNo ratings yet
- 13 Milling InsertsDocument35 pages13 Milling InsertsMehdy HosseiniNo ratings yet
- 3 PCBN Ceramic Turning ToolsDocument38 pages3 PCBN Ceramic Turning ToolsMehdy HosseiniNo ratings yet
- 7 Threading ToolsDocument28 pages7 Threading ToolsMehdy HosseiniNo ratings yet
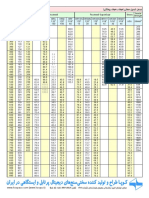
- Hardness Conversion Table: Tensile StrengthDocument1 pageHardness Conversion Table: Tensile StrengthMehdy HosseiniNo ratings yet
- KCRA - Double-Sided Ceramic Round Insert: Features and BenefitsDocument6 pagesKCRA - Double-Sided Ceramic Round Insert: Features and BenefitsMehdy HosseiniNo ratings yet
- New Beyond Indexable Milling Grades: KCK15, KCSM30, KCPM40Document4 pagesNew Beyond Indexable Milling Grades: KCK15, KCSM30, KCPM40Mehdy HosseiniNo ratings yet
- Supermarket Price List - With Price DiscrepanciesDocument12 pagesSupermarket Price List - With Price DiscrepanciesEj GanocNo ratings yet
- Data Archiving in Enterprise Controlling (EC)Document16 pagesData Archiving in Enterprise Controlling (EC)sf69vNo ratings yet
- Algorithm Exam HelpDocument9 pagesAlgorithm Exam HelpProgramming Exam HelpNo ratings yet
- Master Thesis In-Depth InterviewsDocument5 pagesMaster Thesis In-Depth Interviewsrqopqlvcf100% (1)
- 8th Sem BE VTU Seminar FormatDocument6 pages8th Sem BE VTU Seminar FormatSourabhAdike80% (15)
- B.tech 3 Cse SyllabusDocument65 pagesB.tech 3 Cse SyllabusVijayendra GoudNo ratings yet
- Mitsubishi Electric MSZ-FH VE Remote Controller Eng PDFDocument1 pageMitsubishi Electric MSZ-FH VE Remote Controller Eng PDFShadi MattarNo ratings yet
- Chapter 4 IR ModelsDocument34 pagesChapter 4 IR ModelsYohannes KefaleNo ratings yet
- DWDM Equipment-Alcatel 1620Document28 pagesDWDM Equipment-Alcatel 1620Cvenoth Kumar100% (2)
- Schofield1998 - The Mohr-Coulomb Error CorrectionDocument3 pagesSchofield1998 - The Mohr-Coulomb Error CorrectionandresmelodNo ratings yet
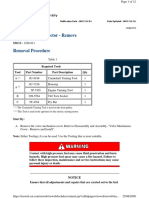
- Electronic Unit Injector - Remove: C6.6 Industrial EngineDocument12 pagesElectronic Unit Injector - Remove: C6.6 Industrial EngineBassieNo ratings yet
- Unauthenticated Download Date - 1/31/17 4:04 AMDocument5 pagesUnauthenticated Download Date - 1/31/17 4:04 AMFahmi RaziNo ratings yet
- Monet Brooks CV PDFDocument2 pagesMonet Brooks CV PDFMonet BrooksNo ratings yet
- Cambridge International Examinations Cambridge International Advanced LevelDocument8 pagesCambridge International Examinations Cambridge International Advanced LevelIlesh DinyaNo ratings yet
- Gene KnockDocument5 pagesGene KnockAnne Marian JosephNo ratings yet
- Seuring+and+Muller 2008Document12 pagesSeuring+and+Muller 2008Stephanie Cutts CheneyNo ratings yet
- Independent Contractor Agreement For Accountant & BookkeeperDocument7 pagesIndependent Contractor Agreement For Accountant & BookkeeperWen' George BeyNo ratings yet
- Energy Valve TechDocument50 pagesEnergy Valve Techchiong cjNo ratings yet
- Project Charter.: Project Title:-A Google GlassesDocument3 pagesProject Charter.: Project Title:-A Google GlassesAliceNo ratings yet
- AlbertEinstein PDFDocument3 pagesAlbertEinstein PDFABDUL ALEEMNo ratings yet
- Telecom - MA - Update 2019 - vFINALDocument11 pagesTelecom - MA - Update 2019 - vFINALYandhi SuryaNo ratings yet
- Manual Usuario Hiki User-Manual-5392612Document174 pagesManual Usuario Hiki User-Manual-5392612Rafael MunueraNo ratings yet
- An Introduction To Mount EverestDocument4 pagesAn Introduction To Mount EverestJihad HasanNo ratings yet
- Pebble in The Pond by David MerrillDocument22 pagesPebble in The Pond by David MerrillKangdon Lee100% (3)
- Ppe Training NTTFDocument47 pagesPpe Training NTTFAkshatha M100% (1)
- vct49xyi-SPEC 2003.12.121Document374 pagesvct49xyi-SPEC 2003.12.121Micu Adrian DanutNo ratings yet
- Sure Track SystemDocument2 pagesSure Track SystemIcal AgamNo ratings yet
- 5197 PDFDocument1 page5197 PDFarpannathNo ratings yet