You might also like
- Bottleneck Identification Using Time Study and SimulationDocument12 pagesBottleneck Identification Using Time Study and SimulationRH NiloyNo ratings yet
- Line Balancing Techniques To Improve ProductivityDocument9 pagesLine Balancing Techniques To Improve ProductivityMAJID HUSSAIN 31199No ratings yet
- Final Year Proj-2WPS Office ZeshanDocument6 pagesFinal Year Proj-2WPS Office ZeshanZeshan AbdullahNo ratings yet
- Moanassar,+7693 23839 2 LEDocument11 pagesMoanassar,+7693 23839 2 LEferinaNo ratings yet
- Finalsubmittedpaper 2012Document11 pagesFinalsubmittedpaper 2012William CamposNo ratings yet
- Improving Sewing Section Efficiency ThroDocument11 pagesImproving Sewing Section Efficiency ThroCBBCV68No ratings yet
- 11 SimulationpaperDocument10 pages11 SimulationpaperAlvaro LlorcaNo ratings yet
- An Optimal Layout Design in An Apparel Industry by Appropriate Line Balancing: A Case StudyDocument12 pagesAn Optimal Layout Design in An Apparel Industry by Appropriate Line Balancing: A Case StudyVachan Abhilekh ThakurNo ratings yet
- Mesfin GijoDocument9 pagesMesfin GijomesfinNo ratings yet
- Training and Assignment of Multi-Skilled Workers For Implementing Seru Production SystemsDocument24 pagesTraining and Assignment of Multi-Skilled Workers For Implementing Seru Production SystemsSevgi BlNo ratings yet
- Implementation of Cellular Manufacturingsystems in Garments Industry A Case Study 2Document5 pagesImplementation of Cellular Manufacturingsystems in Garments Industry A Case Study 2DrBollapu SudarshanNo ratings yet
- A Quantitative Analysis of Cellular Manufacturing in Apparel Industry by Using SimulationDocument12 pagesA Quantitative Analysis of Cellular Manufacturing in Apparel Industry by Using SimulationSHASHANK ROHITNo ratings yet
- Productivity Improvement Through Line Balancing by Using Simulation Modeling (Case Study Almeda Garment Factory)Document14 pagesProductivity Improvement Through Line Balancing by Using Simulation Modeling (Case Study Almeda Garment Factory)Ronald LiviaNo ratings yet
- Implementation of Kaizen On A Basic Shorts Manufacturing To Reduce Cost and Accelerate ProductivityDocument10 pagesImplementation of Kaizen On A Basic Shorts Manufacturing To Reduce Cost and Accelerate ProductivityOnur UyarNo ratings yet
- 4 Assembly Line BalancingDocument11 pages4 Assembly Line Balancinggovarthan1976No ratings yet
- SMV and Lead Time For T-Shirt Manufacturing: ResearchDocument6 pagesSMV and Lead Time For T-Shirt Manufacturing: Researchwaqar AhmadNo ratings yet
- Concepts of Cellular ManufacturingDocument9 pagesConcepts of Cellular ManufacturingAlberto VelazquezNo ratings yet
- The Heuristic Methods For Assembly Line Balancing ProblemDocument13 pagesThe Heuristic Methods For Assembly Line Balancing Problemmg_catanaNo ratings yet
- Assembly Line Balancing in A Clothing Company: S. H.Eryuruk, F. Kalaoglu, M. BaskakDocument6 pagesAssembly Line Balancing in A Clothing Company: S. H.Eryuruk, F. Kalaoglu, M. BaskakAbouSalsabilNo ratings yet
- LineBalancingTechniques-7705 3Document17 pagesLineBalancingTechniques-7705 3widya rahayu100% (1)
- Modelling Simulation and Performance Analysis For Footwear Manufacturing SystemDocument11 pagesModelling Simulation and Performance Analysis For Footwear Manufacturing SystemLe Minh TaiNo ratings yet
- Model For Assembly Line Re-Balancing Considering Additional Capacity and Outsourcing To Face Demand FluctuationsDocument11 pagesModel For Assembly Line Re-Balancing Considering Additional Capacity and Outsourcing To Face Demand FluctuationsCamila Cortez Del CarpioNo ratings yet
- Article Review On Line Balancing Technique To Improve The Productivity Using Work-Sharing MethodDocument5 pagesArticle Review On Line Balancing Technique To Improve The Productivity Using Work-Sharing MethoderenaNo ratings yet
- Plant Layout For T ShirtDocument14 pagesPlant Layout For T ShirtNure Alom100% (1)
- Flow Shop Scheduling Problem A Computational StudyDocument14 pagesFlow Shop Scheduling Problem A Computational Studyrajesh rNo ratings yet
- Final Report Tejus BishtDocument39 pagesFinal Report Tejus BishtPranesh.Shirke Btech2019No ratings yet
- Heuristic-Based Optimization Models For Assembly Line Balancing in Garment IndustryDocument15 pagesHeuristic-Based Optimization Models For Assembly Line Balancing in Garment IndustryYeoh KhNo ratings yet
- Chapter - 1Document21 pagesChapter - 1Yasir ArafatNo ratings yet
- Improvement of Productivity of A Sewing Line by Using Line Balancing TechniqueDocument22 pagesImprovement of Productivity of A Sewing Line by Using Line Balancing TechniqueAronno ChowdhuryNo ratings yet
- Application of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopDocument8 pagesApplication of Queuing Theory in Quality Control of Multi-Stage Flexible Flow ShopsyafiraNo ratings yet
- Lean Manufacturing T - ShirtsDocument10 pagesLean Manufacturing T - ShirtsRavi KumarNo ratings yet
- Industrial Report On Opex and Sinha Textile Group: Nasif ChowdhoaryDocument95 pagesIndustrial Report On Opex and Sinha Textile Group: Nasif Chowdhoaryদীপ্তি হুমাইরাNo ratings yet
- ReportDocument5 pagesReportHilly YumNo ratings yet
- 3 VI June 2015Document11 pages3 VI June 2015sitam_nitj4202No ratings yet
- Application of Ranked Positional Weights Method inDocument7 pagesApplication of Ranked Positional Weights Method inM. IBRAN ANUGRAH -No ratings yet
- Layout Plane of Textile Testing Machineries.Document5 pagesLayout Plane of Textile Testing Machineries.Naimul HasanNo ratings yet
- Optimization of The Total Production Time by Splitting Complex Manual Assembly ProcessesDocument18 pagesOptimization of The Total Production Time by Splitting Complex Manual Assembly Processesمحمد حسينNo ratings yet
- AnalisBasedSimulation PDFDocument5 pagesAnalisBasedSimulation PDFRieska foni YuniarNo ratings yet
- Artículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Document8 pagesArtículos Científicos Celdas de Manufactura y Balance de Línea - Grupo 2Marcos Alonso Castillo QuispeNo ratings yet
- Operational Improvement by Leagile ApproachDocument13 pagesOperational Improvement by Leagile ApproachIAEME PublicationNo ratings yet
- Case Study On Profit Planning of Textile Industry Using Linear Programming ApproachDocument10 pagesCase Study On Profit Planning of Textile Industry Using Linear Programming ApproachVamshee KrishnaNo ratings yet
- Implementation of A Lean Model For Carrying Out Value Stream Mapping in A Silk Reeling Process IndustryDocument7 pagesImplementation of A Lean Model For Carrying Out Value Stream Mapping in A Silk Reeling Process IndustryInternational Journal of computational Engineering research (IJCER)No ratings yet
- Efficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionDocument5 pagesEfficiency Losses Calculation and Identify Causes of Losses of Circular Knitting Machine During Knit Fabric ProductionabcindNo ratings yet
- Scheduling of Unrelated Parallel Manufacturing Cells With Limited Human ResourcesDocument24 pagesScheduling of Unrelated Parallel Manufacturing Cells With Limited Human ResourcesRajani JhaNo ratings yet
- Production Planning and Control in Textile Industry: A Case StudyDocument31 pagesProduction Planning and Control in Textile Industry: A Case StudyGarmentLearnerNo ratings yet
- PRoductivityDocument36 pagesPRoductivityEmdad ApmNo ratings yet
- Simulation Based Approach To Control Modular Manufacturing System in The Garment IndustryDocument8 pagesSimulation Based Approach To Control Modular Manufacturing System in The Garment IndustryDrBollapu SudarshanNo ratings yet
- Line Balancing and Optimization For Single Model Assembly Line at A Small Medium Industry (SMI)Document27 pagesLine Balancing and Optimization For Single Model Assembly Line at A Small Medium Industry (SMI)Mouad SaroutiNo ratings yet
- Significance of The Use of Sewing Work Aids in Garments ProductionDocument14 pagesSignificance of The Use of Sewing Work Aids in Garments ProductionAriful HasanNo ratings yet
- A StudyDocument8 pagesA StudyJulia VuNo ratings yet
- Aml Ytu JournalDocument8 pagesAml Ytu Journalsunandar HlaingNo ratings yet
- Concept of Industrial Engineering (IE)Document27 pagesConcept of Industrial Engineering (IE)subbirNo ratings yet
- Simulation Based Optimization On Mattress Manufacturing LineDocument9 pagesSimulation Based Optimization On Mattress Manufacturing Linesohail parachaNo ratings yet
- Simulation Based Optimization On Mattress Manufacturing LineDocument9 pagesSimulation Based Optimization On Mattress Manufacturing LineArslan AbbasNo ratings yet
- MainDocument18 pagesMainRH NiloyNo ratings yet
- A Simulation Approach To Improve Assembly Line PerformanceDocument9 pagesA Simulation Approach To Improve Assembly Line PerformanceEstewong ThuyNguyenNo ratings yet
- We Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsDocument19 pagesWe Are Intechopen, The World'S Leading Publisher of Open Access Books Built by Scientists, For ScientistsBunniiiNo ratings yet
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- 10 Tips To Get The Most From Your Spend Analysis SolutionDocument20 pages10 Tips To Get The Most From Your Spend Analysis SolutionSmriti GoelNo ratings yet
- Case Study Application For Optimizing The Product Mix Problem of Linear Programming in The Apparel IndustryDocument8 pagesCase Study Application For Optimizing The Product Mix Problem of Linear Programming in The Apparel IndustrySmriti GoelNo ratings yet
- Application of Critical Path Method ForDocument2 pagesApplication of Critical Path Method ForSmriti GoelNo ratings yet
- PDF Supply Chain Drivers of Dell CompressDocument5 pagesPDF Supply Chain Drivers of Dell CompressSmriti GoelNo ratings yet
- S4S Wardrobe Audit Clothing Count: Item: QuantityDocument4 pagesS4S Wardrobe Audit Clothing Count: Item: QuantitySmriti GoelNo ratings yet
- Smriti Goel Assignment-01 Part-2 Case StudyDocument14 pagesSmriti Goel Assignment-01 Part-2 Case StudySmriti GoelNo ratings yet
- Lean Management: Assignment 01Document20 pagesLean Management: Assignment 01Smriti GoelNo ratings yet
- Lean Management: Assignment 01Document20 pagesLean Management: Assignment 01Smriti GoelNo ratings yet
- 1800cpb2 Series Regulators American MeterDocument11 pages1800cpb2 Series Regulators American Meterultron2099ultronNo ratings yet
- F5118 FP382Document2 pagesF5118 FP382José Emilio D' LeónNo ratings yet
- Boiler Water Treatment: Product InformationDocument1 pageBoiler Water Treatment: Product InformationJunaid Jamil100% (1)
- Effect of Dents in PipelinesDocument9 pagesEffect of Dents in PipelinesAnonymous avGU1iNo ratings yet
- PFI HFB High Flow Pleated Bag Filter CartridgeDocument2 pagesPFI HFB High Flow Pleated Bag Filter Cartridgebennypartono407No ratings yet
- IBR Thickness CalculationDocument18 pagesIBR Thickness Calculationreach_arindomNo ratings yet
- falchemspecFALCOOL2k PDFDocument2 pagesfalchemspecFALCOOL2k PDFandhito yanaNo ratings yet
- Mechanisms IllustrationsDocument310 pagesMechanisms IllustrationsManea Grosu100% (2)
- Brochures & Gadgets CatalogDocument9 pagesBrochures & Gadgets CatalogSinergroup Water Filters Water Purifiers Water SoftenersNo ratings yet
- HLLDocument40 pagesHLLClinton ThomsonNo ratings yet
- 05 4roisumDocument13 pages05 4roisumductoan32No ratings yet
- 20d-Stepped Masonry Retaining Wall-Stability CheckDocument6 pages20d-Stepped Masonry Retaining Wall-Stability CheckParthiban Arivazhagan100% (1)
- Cooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalDocument21 pagesCooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalMegha LakhaniNo ratings yet
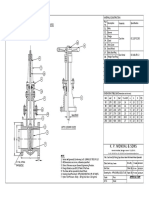
- Rising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeDocument1 pageRising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeTanmoy DuttaNo ratings yet
- 7TAI029690R0014 rc10 250aDocument3 pages7TAI029690R0014 rc10 250aflowNo ratings yet
- Ishrae - 365 - 2009Document16 pagesIshrae - 365 - 2009babudevanandNo ratings yet
- Concrete Slump TestDocument6 pagesConcrete Slump TestHussein BeqaiNo ratings yet
- Wooden Drum DimensionsDocument2 pagesWooden Drum Dimensionsplavi10100% (1)
- Your Total Utility Solution: CatalogDocument40 pagesYour Total Utility Solution: CatalogMichael Parohinog GregasNo ratings yet
- Dyneema Vs SteelDocument5 pagesDyneema Vs SteelSaurabh KumarNo ratings yet
- HaTelit Presentation 2Document18 pagesHaTelit Presentation 2Bagas YandiNo ratings yet
- 11AK30 - Tech Bulletins PDFDocument11 pages11AK30 - Tech Bulletins PDFStefanvnvNo ratings yet
- 1296 Stock Report 26-01-2020 PDFDocument20 pages1296 Stock Report 26-01-2020 PDFSANJAY KUMAR SINGHNo ratings yet
- TRI SHiELD Brochure FLTR Purple Engineering 1Document6 pagesTRI SHiELD Brochure FLTR Purple Engineering 1FLTR PURPLE E.No ratings yet
- IFFCO Urea ProcesspdfDocument3 pagesIFFCO Urea ProcesspdfBalas43No ratings yet
- Eco Friendly Building MaterialsDocument40 pagesEco Friendly Building MaterialsHuy Tập CấnNo ratings yet
- Mit 185UD5Document2 pagesMit 185UD5Pakito ChocolateroNo ratings yet
- Mechanics of Composite Materials PDFDocument2 pagesMechanics of Composite Materials PDFAhmad BurhanudinNo ratings yet
- Sensors Pt100 TF Datasheet e ZIEHL-1Document4 pagesSensors Pt100 TF Datasheet e ZIEHL-1Anom HarimurtiNo ratings yet
- 04 Vertical Roller MillsDocument12 pages04 Vertical Roller MillsaktaserdincNo ratings yet