You might also like
- Wind Turbine BladesDocument6 pagesWind Turbine BladesSudhanwa KulkarniNo ratings yet
- An Experimental Evaluation of Fiber Reinforced PolypropyleneDocument6 pagesAn Experimental Evaluation of Fiber Reinforced PolypropyleneRafael ZanettiNo ratings yet
- Fullpaper Csir Nal Icemp2014 0058Document8 pagesFullpaper Csir Nal Icemp2014 0058Vitor SegniniNo ratings yet
- Advanced Thermoplastic Composite ManufacturingDocument36 pagesAdvanced Thermoplastic Composite ManufacturingBüşraNo ratings yet
- 1-s2.0-S2212827119312636-mainDocument6 pages1-s2.0-S2212827119312636-main1711076053No ratings yet
- Aerospace 06 00003Document12 pagesAerospace 06 00003alexandra.godoyNo ratings yet
- Experimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide CompositesDocument19 pagesExperimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide Compositeshalil yıldırımNo ratings yet
- Comparing Resin Transfer Molding Methods for Aerospace CompositesDocument18 pagesComparing Resin Transfer Molding Methods for Aerospace CompositesfsNo ratings yet
- EconCore Developing High Performance Thermoplastic Noheycomb Core MaterialsDocument4 pagesEconCore Developing High Performance Thermoplastic Noheycomb Core MaterialsIeva MisiūnaitėNo ratings yet
- Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation TechniquesDocument17 pagesIssues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation Techniquesduchm-tfaNo ratings yet
- Accepted ManuscriptDocument22 pagesAccepted ManuscriptAbhishek AnandNo ratings yet
- Hassan 2019Document6 pagesHassan 2019phillynovitaNo ratings yet
- Aerospace Looks to Composites for Weight Reduction and Manufacturing SolutionsDocument5 pagesAerospace Looks to Composites for Weight Reduction and Manufacturing SolutionsBilly FowlerNo ratings yet
- Effects of Processing Parameters of Infrared Based Automated F 2023 CompositDocument11 pagesEffects of Processing Parameters of Infrared Based Automated F 2023 CompositGUANCI ZHUNo ratings yet
- Design Optimization of Plastic Injection Tooling FDocument12 pagesDesign Optimization of Plastic Injection Tooling FElJeremiasNo ratings yet
- Composites Part A: SciencedirectDocument8 pagesComposites Part A: SciencedirectRitik RajNo ratings yet
- Journal Bitumen RoofDocument7 pagesJournal Bitumen RoofFai's AlDahlanNo ratings yet
- zaami-et-al-2019-temperature-variation-during-continuous-laser-assisted-adjacent-hoop-winding-of-type-iv-pressureDocument23 pageszaami-et-al-2019-temperature-variation-during-continuous-laser-assisted-adjacent-hoop-winding-of-type-iv-pressure1711076053No ratings yet
- A Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer CompositesDocument12 pagesA Preliminary Study On Bladder-Assisted Rotomolding of Thermoplastic Polymer Compositespetrusz1No ratings yet
- Ae Rijswijk 20070410Document264 pagesAe Rijswijk 20070410Joao Carlos DrumondNo ratings yet
- Polymer-Matrix Composites For High-Temperature AppDocument20 pagesPolymer-Matrix Composites For High-Temperature Apprahul reddyNo ratings yet
- Composite Materials Journal of ThermoplasticDocument12 pagesComposite Materials Journal of ThermoplasticMehmet ÖzdemirNo ratings yet
- Cost/weight optimization of composite structures using draping simulationDocument24 pagesCost/weight optimization of composite structures using draping simulationBeyza AlganNo ratings yet
- Two ShortDocument14 pagesTwo ShortTrịnh HugoNo ratings yet
- 1 s2.0 S2212827119301118 MainDocument6 pages1 s2.0 S2212827119301118 Mainarquimedes.e.lucianaNo ratings yet
- Glass Bead Filled Polyetherketone (PEK) Composite PDFDocument7 pagesGlass Bead Filled Polyetherketone (PEK) Composite PDFjhaider20009No ratings yet
- Afp VS DFPDocument6 pagesAfp VS DFPAnalfabetas Vacas Pitas Do Ask e afinsNo ratings yet
- Coating SDocument17 pagesCoating SrupeshvenugopalNo ratings yet
- CFD Simulation of Solar Loading in Car: Ravi. DDocument6 pagesCFD Simulation of Solar Loading in Car: Ravi. DTJPRC PublicationsNo ratings yet
- 1-s2.0-S2214785322074636-mainDocument7 pages1-s2.0-S2214785322074636-mainjeroldscdNo ratings yet
- Cost Study Infusion Vs PrepregDocument17 pagesCost Study Infusion Vs PrepregAjith Krishnan100% (1)
- Reactively Processed Polyamide-6 Structural Composites For Automotive ApplicationsDocument0 pagesReactively Processed Polyamide-6 Structural Composites For Automotive Applicationsfirdoshkhan715No ratings yet
- Thermal Barrier Coatings for Aerospace ApplicationsDocument90 pagesThermal Barrier Coatings for Aerospace ApplicationsSon NguyenNo ratings yet
- Ghasemi Nejhad 1993 Issues Related to Processability During the Manufacture of Thermoplastic Composites Using on LineDocument17 pagesGhasemi Nejhad 1993 Issues Related to Processability During the Manufacture of Thermoplastic Composites Using on Line1711076053No ratings yet
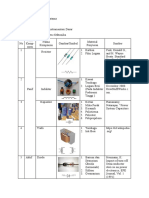
- 8.2. Material SelectionDocument2 pages8.2. Material SelectionWolfMensch1216No ratings yet
- Light RTM Process SetupDocument18 pagesLight RTM Process SetupsunanthaNo ratings yet
- Evaluation of A New "Inlineprepreg" Process ApproachDocument20 pagesEvaluation of A New "Inlineprepreg" Process ApproachDmitry GrenishenNo ratings yet
- Applications of Composite Materials in Aerospace Reenaantil, Amit, Garvit, RiteshDocument7 pagesApplications of Composite Materials in Aerospace Reenaantil, Amit, Garvit, RiteshnikhilNo ratings yet
- E3sconf Eece18 02004Document5 pagesE3sconf Eece18 02004dariamonastyrevaNo ratings yet
- High-Temp 3D Printing of PEEK for Industrial AppsDocument12 pagesHigh-Temp 3D Printing of PEEK for Industrial AppsIkbal RitaNo ratings yet
- BACM Extended Abstract Anderson and Altan Final August 2014Document4 pagesBACM Extended Abstract Anderson and Altan Final August 2014David VidalesNo ratings yet
- Official URL: Https://sam - Ensam.eu/handle/10985/11335: Made of Fabric Flax/polypropylene. (2016) In: ECCM17 - 17thDocument9 pagesOfficial URL: Https://sam - Ensam.eu/handle/10985/11335: Made of Fabric Flax/polypropylene. (2016) In: ECCM17 - 17thOussama El-ogriNo ratings yet
- Optimization of Injection Molding Process For Kenaf and Polypropylene Composite To Improve Its Tensile StrengthDocument9 pagesOptimization of Injection Molding Process For Kenaf and Polypropylene Composite To Improve Its Tensile StrengthIJRASETPublicationsNo ratings yet
- Almonti Et Al. - 2022 - Design and Analysis of Compound Structures Integrated With Bio-Based Phase Change Materials and Lattices Obtaine-AnnotatedDocument13 pagesAlmonti Et Al. - 2022 - Design and Analysis of Compound Structures Integrated With Bio-Based Phase Change Materials and Lattices Obtaine-AnnotatedFabrice NIMBONANo ratings yet
- Anderson - Bladder Assisted Composite Manufacturing (BACM) Challenges and OpportunitiesDocument3 pagesAnderson - Bladder Assisted Composite Manufacturing (BACM) Challenges and OpportunitiesMUHAMMAD UMAR A A ANo ratings yet
- Is PAEK AM Now a Reality for Aerospace ManufacturingDocument3 pagesIs PAEK AM Now a Reality for Aerospace ManufacturingBilly FowlerNo ratings yet
- Compressed air optimization report for cement plant clinkerization processesDocument10 pagesCompressed air optimization report for cement plant clinkerization processesHEMANG PAREEKNo ratings yet
- Application of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CDocument9 pagesApplication of Eutectic Composites To Gas Turbine System and Fundamental Fracture Properties Up To 1700°CMikecz JuliannaNo ratings yet
- HFROST PHDDocument5 pagesHFROST PHDm.nouman AKRAMNo ratings yet
- Materials Selection For Hot Section Aircraft Engine ComponentDocument7 pagesMaterials Selection For Hot Section Aircraft Engine ComponentCaio Fazzioli TavaresNo ratings yet
- Journal of Manufacturing ProcessesDocument11 pagesJournal of Manufacturing ProcessesHassan LotfizadehNo ratings yet
- Novel Concepts For The Design of Moulds and Equipment For ExpandedDocument8 pagesNovel Concepts For The Design of Moulds and Equipment For ExpandedJOSE GNo ratings yet
- Buildings: Modeling of An Aerogel-Based "Thermal Break" For Super-Insulated Window FramesDocument15 pagesBuildings: Modeling of An Aerogel-Based "Thermal Break" For Super-Insulated Window FramesJocaNo ratings yet
- Wricet2016 01Document8 pagesWricet2016 01sazradNo ratings yet
- Preparation and Properties of Phenol-Formaldehyde Resin Reinforced With Recycled Cellulose FiberDocument6 pagesPreparation and Properties of Phenol-Formaldehyde Resin Reinforced With Recycled Cellulose Fibernitin birajdarNo ratings yet
- Design and Optimisation of Conformal Cooling Channels in Injection Moulding ToolsDocument8 pagesDesign and Optimisation of Conformal Cooling Channels in Injection Moulding ToolsEbd RahmanNo ratings yet
- A7.3 BrownDocument10 pagesA7.3 Browndai83No ratings yet
- Design and Analysis of Engine FinsDocument6 pagesDesign and Analysis of Engine FinsAJAYNo ratings yet
- Issues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesDocument11 pagesIssues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesclaradwisNo ratings yet
- Desain Tanpa JudulDocument10 pagesDesain Tanpa JudulclaradwisNo ratings yet
- Generation of 27 by SlidesgoDocument45 pagesGeneration of 27 by SlidesgoVlad-Ștefan NechitaNo ratings yet
- Beuaray Corp. Brand Overview: Logo History, Guidelines & MoreDocument15 pagesBeuaray Corp. Brand Overview: Logo History, Guidelines & MoreclaradwisNo ratings yet
- Floral Pattern by SlidesgoDocument47 pagesFloral Pattern by SlidesgoAlexaNo ratings yet
- Floral Nonprofit Marketing Plan by SlidesgoDocument51 pagesFloral Nonprofit Marketing Plan by SlidesgoCHAN ROU XUAN MoeNo ratings yet
- Cool Doody Thesis by SlidesgoDocument50 pagesCool Doody Thesis by SlidesgoDewi wahyuNo ratings yet
- LakotaDocument4 pagesLakotaAmal MechanicNo ratings yet
- Fatigue FractureDocument50 pagesFatigue FractureclaradwisNo ratings yet
- Book-Fractography and Failure Analysis 2018Document61 pagesBook-Fractography and Failure Analysis 2018claradwisNo ratings yet
- LakotaDocument4 pagesLakotaAmal MechanicNo ratings yet
- Adhitia Dimas P - 06181003 - ELINS - Tugas 1Document2 pagesAdhitia Dimas P - 06181003 - ELINS - Tugas 1claradwisNo ratings yet
- Creep Fracture Mechanisms ExplainedDocument38 pagesCreep Fracture Mechanisms ExplainedclaradwisNo ratings yet
- Creep Fracture Mechanisms ExplainedDocument38 pagesCreep Fracture Mechanisms ExplainedclaradwisNo ratings yet
- Manual Handling Risk Assessment ProcedureDocument6 pagesManual Handling Risk Assessment ProcedureSarfraz RandhawaNo ratings yet
- PedigreesDocument5 pagesPedigreestpn72hjg88No ratings yet
- 3.1 C 4.5 Algorithm-19Document10 pages3.1 C 4.5 Algorithm-19nayan jainNo ratings yet
- Kltdensito2 PDFDocument6 pagesKltdensito2 PDFPutuWijayaKusumaNo ratings yet
- J Ipm 2019 102121Document17 pagesJ Ipm 2019 102121bilalNo ratings yet
- Presentation 1Document20 pagesPresentation 1nikitakhanduja1304No ratings yet
- Interesting Facts (Compiled by Andrés Cordero 2023)Document127 pagesInteresting Facts (Compiled by Andrés Cordero 2023)AndresCorderoNo ratings yet
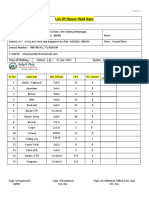
- List of household items for relocationDocument4 pagesList of household items for relocationMADDYNo ratings yet
- Barelwiyah, Barelvi Chapter 1 (Part 2 of 5)Document31 pagesBarelwiyah, Barelvi Chapter 1 (Part 2 of 5)Dawah ChannelNo ratings yet
- Phaseo Abl7 Abl8 Abl8rps24100Document9 pagesPhaseo Abl7 Abl8 Abl8rps24100Magda DiazNo ratings yet
- Environmental Threats Differentiated Reading Comprehension Ver 1Document20 pagesEnvironmental Threats Differentiated Reading Comprehension Ver 1Camila DiasNo ratings yet
- Maths SolutionDocument10 pagesMaths SolutionAbhay KumarNo ratings yet
- 1491559890CL 0417 PDFDocument48 pages1491559890CL 0417 PDFCoolerAdsNo ratings yet
- C-Dot Max-XlDocument39 pagesC-Dot Max-XlGourav Roy100% (3)
- Openness To Experience: Intellect & Openness: Lecture Notes 8Document8 pagesOpenness To Experience: Intellect & Openness: Lecture Notes 8Danilo Pesic100% (1)
- Lateral capacity of pile in clayDocument10 pagesLateral capacity of pile in clayGeetha MaNo ratings yet
- Sia Mock+Test 1 Csat Updated CompressedDocument216 pagesSia Mock+Test 1 Csat Updated Compressedpooja bhatiNo ratings yet
- U-KLEEN Moly Graph MsdsDocument2 pagesU-KLEEN Moly Graph MsdsShivanand MalachapureNo ratings yet
- 1571-1635319494618-Unit 04 Leadership and ManagementDocument48 pages1571-1635319494618-Unit 04 Leadership and ManagementdevindiNo ratings yet
- 2010-12 600 800 Rush Switchback RMK Service Manual PDFDocument430 pages2010-12 600 800 Rush Switchback RMK Service Manual PDFBrianCook73% (11)
- Pebc CompilationDocument14 pagesPebc CompilationAarti AroraNo ratings yet
- XXCCCDocument17 pagesXXCCCwendra adi pradanaNo ratings yet
- Masterbatch Buyers Guide PDFDocument8 pagesMasterbatch Buyers Guide PDFgurver55No ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- Victor Mejia ResumeDocument1 pageVictor Mejia Resumeapi-510300922No ratings yet
- WEEK 8. - Gen Math-PortfolioDocument12 pagesWEEK 8. - Gen Math-PortfolioOreo ProductionsNo ratings yet
- Types of Speech StylesDocument31 pagesTypes of Speech StylesRomnick BistayanNo ratings yet
- Reference - Unit-V PDFDocument128 pagesReference - Unit-V PDFRamesh BalakrishnanNo ratings yet
- Scientology Abridged Dictionary 1973Document21 pagesScientology Abridged Dictionary 1973Cristiano Manzzini100% (2)
- Useful Relations in Quantum Field TheoryDocument30 pagesUseful Relations in Quantum Field TheoryDanielGutierrez100% (1)