You might also like
- Optimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsFrom EverandOptimal Design of Flexural Systems: Beams, Grillages, Slabs, Plates and ShellsNo ratings yet
- J Cemconres 2019 105858Document11 pagesJ Cemconres 2019 105858kashifNo ratings yet
- A Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcreteDocument15 pagesA Method For Mix-Design of Fiber-Reinforced Self-Compacting Concretevidal3213No ratings yet
- J Conbuildmat 2017 03 124Document10 pagesJ Conbuildmat 2017 03 124Vandal RayNo ratings yet
- Xinpeng Wang Et - Al (2019)Document14 pagesXinpeng Wang Et - Al (2019)Kashif NaukhezNo ratings yet
- Defined-Performance Design of Ecological ConcreteDocument12 pagesDefined-Performance Design of Ecological ConcreteRicardo Enrique MorenoNo ratings yet
- Cement and Concrete ResearchDocument12 pagesCement and Concrete Researchvineetkothari1No ratings yet
- Cement & Concrete Composites: Jun-Yan Wang, Yi Yang, Jat-Yuen Richard Liew, Min-Hong ZhangDocument9 pagesCement & Concrete Composites: Jun-Yan Wang, Yi Yang, Jat-Yuen Richard Liew, Min-Hong ZhangGabriel HernandezNo ratings yet
- Construction and Building Materials: Emily Ford, Aashay Arora, Barzin Mobasher, Christian G. Hoover, Narayanan NeithalathDocument12 pagesConstruction and Building Materials: Emily Ford, Aashay Arora, Barzin Mobasher, Christian G. Hoover, Narayanan Neithalathvineetkothari1No ratings yet
- A Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcreteDocument15 pagesA Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcretePrzemek_Spiesz_6880No ratings yet
- Synergy Between Crystalline AdmixturesDocument17 pagesSynergy Between Crystalline AdmixturesAlexander HierroNo ratings yet
- A Strain-Hardening Cementitious Composites With The Tensile Capacity Up To 8%Document12 pagesA Strain-Hardening Cementitious Composites With The Tensile Capacity Up To 8%margarethsmNo ratings yet
- Cement and Concrete Composites: Barzin Mobasher, Anling Li, Yiming Yao, Aashay Arora, Narayanan NeithalathDocument12 pagesCement and Concrete Composites: Barzin Mobasher, Anling Li, Yiming Yao, Aashay Arora, Narayanan Neithalatheeman siaNo ratings yet
- SMiRT-23 Paper 194Document10 pagesSMiRT-23 Paper 194Eslam Abd El-Latif SolimanNo ratings yet
- Composites: Part ADocument10 pagesComposites: Part AsanthoshNo ratings yet
- Jaramillo-Murcia-et al.-UHPCDocument12 pagesJaramillo-Murcia-et al.-UHPCÁlvaro MendozaNo ratings yet
- Optimizationandperformanceofcost Effectiveultra HighperformanceconcreteDocument17 pagesOptimizationandperformanceofcost Effectiveultra Highperformanceconcretestephan simaNo ratings yet
- Construction and Building Materials: H.R. Sobuz, P. Visintin, M.S. Mohamed Ali, M. Singh, M.C. Griffith, A.H. SheikhDocument11 pagesConstruction and Building Materials: H.R. Sobuz, P. Visintin, M.S. Mohamed Ali, M. Singh, M.C. Griffith, A.H. SheikhAhmad Akib Uz ZamanNo ratings yet
- Cement and Concrete CompositesDocument18 pagesCement and Concrete CompositesKrishna MurariNo ratings yet
- Developing Ultra-High-Performance Fiber-Reinforced Concrete For Large-Scale Structural ApplicationsDocument13 pagesDeveloping Ultra-High-Performance Fiber-Reinforced Concrete For Large-Scale Structural ApplicationsAfzalNo ratings yet
- J Adv Manuf Process - 2024 - Brennecke - Numerical and Experimental Investigation of the Unexpected Thickening EffectDocument23 pagesJ Adv Manuf Process - 2024 - Brennecke - Numerical and Experimental Investigation of the Unexpected Thickening Effectmicato99No ratings yet
- Four-Layer Perceptron Approach For Strength Prediction of UHPCDocument15 pagesFour-Layer Perceptron Approach For Strength Prediction of UHPCJoaquinNo ratings yet
- 2013 Nanotechnological Improvement of Structural Materials - Impact On Material Performance and Structural DesignDocument5 pages2013 Nanotechnological Improvement of Structural Materials - Impact On Material Performance and Structural DesignTito BalabuchNo ratings yet
- Packing Density of Cementitious Materials: Part 1-Measurement Using A Wet Packing MethodDocument13 pagesPacking Density of Cementitious Materials: Part 1-Measurement Using A Wet Packing MethodJagan NathanNo ratings yet
- 1 s2.0 S0008884603003673 MainDocument7 pages1 s2.0 S0008884603003673 MainNp LbNo ratings yet
- Concrete Mix Proportioning Using EMMA SoftwareDocument12 pagesConcrete Mix Proportioning Using EMMA SoftwareYuliusRiefAlkhalyNo ratings yet
- Hemp CreteDocument30 pagesHemp CreteMahaManthra100% (3)
- Understanding Wet-Mix Shotcrete: Mix Design, Specifications, and PlacementDocument7 pagesUnderstanding Wet-Mix Shotcrete: Mix Design, Specifications, and Placementelisa lantangNo ratings yet
- Ajassp 2010 1562 1568Document7 pagesAjassp 2010 1562 1568Kwan Wai HoeNo ratings yet
- Artificial Neural Network Model For Strength Prediction of Ultra-High-Performance ConcreteDocument12 pagesArtificial Neural Network Model For Strength Prediction of Ultra-High-Performance ConcreteCarlitoNo ratings yet
- Factorial Design and Optimization of Ultra-High-Performance Concrete With Lightweight SandDocument11 pagesFactorial Design and Optimization of Ultra-High-Performance Concrete With Lightweight SandMashfiqul IslamNo ratings yet
- Two-Stage Concrete As A Sustainable Production: CMSS-2017Document7 pagesTwo-Stage Concrete As A Sustainable Production: CMSS-2017Bishowkumar ShresthaNo ratings yet
- Effect of chemical and thermal activation on the microstructural and mechanical properties of more sustainable UHPCDocument11 pagesEffect of chemical and thermal activation on the microstructural and mechanical properties of more sustainable UHPCkashifNo ratings yet
- ShadabDocument38 pagesShadabSohail ShaikhNo ratings yet
- Particle Packing Approach for Designing Mortar Phase of Self-Compacting ConcreteDocument14 pagesParticle Packing Approach for Designing Mortar Phase of Self-Compacting ConcreteTarek ChikerNo ratings yet
- Moevus 2015Document14 pagesMoevus 2015fatima zahra oulkhirNo ratings yet
- 1 s2.0 S0008884613002275 Main PDFDocument11 pages1 s2.0 S0008884613002275 Main PDFaletouNo ratings yet
- Nanoengineering Ultra-High-Performance Concrete with Multiwalled Carbon NanotubesDocument9 pagesNanoengineering Ultra-High-Performance Concrete with Multiwalled Carbon Nanotubeshailu mulatNo ratings yet
- 2010 TRR NanoConcreteDocument9 pages2010 TRR NanoConcretehailu mulatNo ratings yet
- Journal Europ Ceram Soc 2017Document10 pagesJournal Europ Ceram Soc 2017Laurentiu-Florin MosinoiuNo ratings yet
- Materials & Design: Jian-Xin Lu, Peiliang Shen, Hafiz Asad Ali, Chi Sun PoonDocument21 pagesMaterials & Design: Jian-Xin Lu, Peiliang Shen, Hafiz Asad Ali, Chi Sun PoonSOMNo ratings yet
- Utilisation_of_Ultra-High_Performance_Fiber_ReinfoDocument9 pagesUtilisation_of_Ultra-High_Performance_Fiber_ReinfoSoham RotheNo ratings yet
- Ijstev2i5028 PDFDocument6 pagesIjstev2i5028 PDFindian royalNo ratings yet
- Development of Engineered Cementitious Composites (ECC) Using Artificial Fine AggregatesDocument9 pagesDevelopment of Engineered Cementitious Composites (ECC) Using Artificial Fine AggregatesFarah RifahNo ratings yet
- Esmaeilkhanian Et Al 2017 - Mix Design Approach For Low-Powder Self-ConsolidatingDocument18 pagesEsmaeilkhanian Et Al 2017 - Mix Design Approach For Low-Powder Self-ConsolidatingTaíssa GuedesNo ratings yet
- A DOE Approach To Optimize The Strength Properties of Concrete Incorporated With Different Ratios of PVA Fibre and Nano-Fe ODocument16 pagesA DOE Approach To Optimize The Strength Properties of Concrete Incorporated With Different Ratios of PVA Fibre and Nano-Fe OHonin AlshaeerNo ratings yet
- Wang S Li VC 07 Engineered Cementitous Composites With High-Volume+Document9 pagesWang S Li VC 07 Engineered Cementitous Composites With High-Volume+Basil Baby-PisharathuNo ratings yet
- Eco-Efficient Low Binder High-Performance Self-Compacting ConcretesDocument15 pagesEco-Efficient Low Binder High-Performance Self-Compacting ConcretesPurandhar ReddiNo ratings yet
- Research Article: Enhancement of Ultrahigh Performance Concrete Material Properties With Carbon NanofiberDocument11 pagesResearch Article: Enhancement of Ultrahigh Performance Concrete Material Properties With Carbon NanofiberAkashNo ratings yet
- Researchpaper/review of Particle Packing Theories Used For Concrete Mix Proportioning PDFDocument6 pagesResearchpaper/review of Particle Packing Theories Used For Concrete Mix Proportioning PDFSrikanth NuneNo ratings yet
- Construction and Building Materials 169 (2018) 452–461Document10 pagesConstruction and Building Materials 169 (2018) 452–461胡家兵No ratings yet
- Investigation of Waste Ceramic Tile Additive in Hot Mix Asphalt Using PDFDocument10 pagesInvestigation of Waste Ceramic Tile Additive in Hot Mix Asphalt Using PDFsaray saavedra velandiaNo ratings yet
- Leca PaperDocument7 pagesLeca PaperKaththi KathirNo ratings yet
- Construction and Building Materials: Ahmed M. Tahwia, Gamal M. Elgendy, Mohamed AminDocument20 pagesConstruction and Building Materials: Ahmed M. Tahwia, Gamal M. Elgendy, Mohamed AminVidyadhara VNo ratings yet
- Materials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesDocument19 pagesMaterials: Optimization of Mechanical Properties and Damage Tolerance in Polymer-Mineral Multilayer CompositesAbd BaghadNo ratings yet
- Optimization of Preparation Conditions For Polydimethylsiloxane (PDMS) /ceramic Composite Pervaporation Membranes Using Response Surface MethodologyDocument11 pagesOptimization of Preparation Conditions For Polydimethylsiloxane (PDMS) /ceramic Composite Pervaporation Membranes Using Response Surface MethodologyJOSE TRILLOSNo ratings yet
- Organic - and Nanoparticle-Modified FoamsDocument11 pagesOrganic - and Nanoparticle-Modified FoamsElena Raluca DraguNo ratings yet
- Particle Packing Theories and Their Application in Concrete Mixture Proportioning: A ReviewDocument9 pagesParticle Packing Theories and Their Application in Concrete Mixture Proportioning: A ReviewAdarsh PNo ratings yet
- Amaral 2005Document14 pagesAmaral 2005Satyam BhuyanNo ratings yet
- Mo Air Classifiers Brochure enDocument4 pagesMo Air Classifiers Brochure enДанило ГадайчукNo ratings yet
- 1 s2.0 S2352146520304993 MainDocument12 pages1 s2.0 S2352146520304993 MainДанило ГадайчукNo ratings yet
- Zahraaalturaihee, Production Editor, 1Document8 pagesZahraaalturaihee, Production Editor, 1Данило ГадайчукNo ratings yet
- NETZSCH ECUTEC URAL Air Classifier MillDocument4 pagesNETZSCH ECUTEC URAL Air Classifier MillSwaminathan SNo ratings yet
- Review Report On Dry and Wet Classification of Filler Materials For ConcreteDocument45 pagesReview Report On Dry and Wet Classification of Filler Materials For ConcreteDanielSantosNo ratings yet
- Measuring Shrinkage of Self-Consolidating Concrete Incorporating y Ash and Silica Fume Using Fiber-Optic SensorDocument17 pagesMeasuring Shrinkage of Self-Consolidating Concrete Incorporating y Ash and Silica Fume Using Fiber-Optic SensorДанило ГадайчукNo ratings yet
- Suco 201900583Document11 pagesSuco 201900583Данило ГадайчукNo ratings yet
- Masterlife Sra900 TdsDocument3 pagesMasterlife Sra900 TdsДанило ГадайчукNo ratings yet
- BASF Schrinkage!!!Document7 pagesBASF Schrinkage!!!Данило ГадайчукNo ratings yet
- Improvement of The Surface Quality of UHPCDocument11 pagesImprovement of The Surface Quality of UHPCДанило ГадайчукNo ratings yet
- Brochure Masterlife - SraDocument6 pagesBrochure Masterlife - SraДанило ГадайчукNo ratings yet
- !!!guidance To Reduce Shrinkage and Restrained Shrinkage Cracking W CVRDocument78 pages!!!guidance To Reduce Shrinkage and Restrained Shrinkage Cracking W CVRДанило ГадайчукNo ratings yet
- Flow Analysis of Water-Powder Mixtures Application To Specific Surface AreaDocument21 pagesFlow Analysis of Water-Powder Mixtures Application To Specific Surface AreaДанило ГадайчукNo ratings yet
- BASF - Admixtures PresentationDocument37 pagesBASF - Admixtures PresentationДанило ГадайчукNo ratings yet
- 2016 SEMC Wetzel MultifunctionalprefabricatedwallsmadeofUHPCandfoamconcreteDocument6 pages2016 SEMC Wetzel MultifunctionalprefabricatedwallsmadeofUHPCandfoamconcreteДанило ГадайчукNo ratings yet
- Green UHPC Development ThesisDocument108 pagesGreen UHPC Development ThesisДанило ГадайчукNo ratings yet
- VacuummixingDocument18 pagesVacuummixingДанило ГадайчукNo ratings yet
- Filler Effect of Pozzolanic Materials On The Strength andDocument11 pagesFiller Effect of Pozzolanic Materials On The Strength andДанило ГадайчукNo ratings yet
- Fly Ash UHPCDocument18 pagesFly Ash UHPCДанило ГадайчукNo ratings yet
- Flow Analysis of Water-Powder MixturesDocument21 pagesFlow Analysis of Water-Powder MixturesДанило ГадайчукNo ratings yet
- Glo Sika Concrete HandbookDocument280 pagesGlo Sika Concrete Handbookdhan singhNo ratings yet
- BP 2158 enDocument66 pagesBP 2158 enSamya RakshitNo ratings yet
- Development UHPC For ArizonaDocument354 pagesDevelopment UHPC For ArizonaДанило ГадайчукNo ratings yet
- !!! UHPC Optimization of Ultra High Performance Concrete Quantification of Characteristic FeaturesDocument13 pages!!! UHPC Optimization of Ultra High Performance Concrete Quantification of Characteristic FeaturesДанило ГадайчукNo ratings yet
- Concrete International Shrinkage Reducing Admixtures Nmai Tomita Hondo BuffenbargerDocument8 pagesConcrete International Shrinkage Reducing Admixtures Nmai Tomita Hondo BuffenbargerVENKATESHNo ratings yet
- Efeito Do Método de Mistura Sobre o Espalhamento Mini-Slump de Pastas de Cimento PortlandDocument11 pagesEfeito Do Método de Mistura Sobre o Espalhamento Mini-Slump de Pastas de Cimento PortlandThiago SilvaNo ratings yet
- The Composition of Garnet in Granite and Pegmatite From The Gangdese Orogen in Southeastern Tibet: Constraints On Pegmatite PetrogenesisDocument18 pagesThe Composition of Garnet in Granite and Pegmatite From The Gangdese Orogen in Southeastern Tibet: Constraints On Pegmatite PetrogenesisДанило ГадайчукNo ratings yet
- 3d Plastic Collapse AvoidDocument11 pages3d Plastic Collapse AvoidДанило ГадайчукNo ratings yet
- 3D-Printed Concrete Columns Using Nanoparticle-Infused MaterialsDocument15 pages3D-Printed Concrete Columns Using Nanoparticle-Infused MaterialsДанило ГадайчукNo ratings yet
- Bio-Regen Ammonia RemovalDocument6 pagesBio-Regen Ammonia RemovalMuna AzizNo ratings yet
- Lab Report Vicat TestDocument2 pagesLab Report Vicat TestmanNo ratings yet
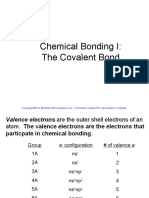
- Chemical Bonding I The Covalent Bond Copyright © The McGraw-Hill CompaniesDocument87 pagesChemical Bonding I The Covalent Bond Copyright © The McGraw-Hill CompaniesRoll OutNo ratings yet
- Cutting Tool Materials History and TypesDocument58 pagesCutting Tool Materials History and TypesBikram Panthee100% (1)
- 3D Firefighting for Environmental ControlDocument29 pages3D Firefighting for Environmental ControlFagner CarmoNo ratings yet
- Degalan PM 602 eDocument2 pagesDegalan PM 602 echungyang.gohNo ratings yet
- NMRDocument17 pagesNMRSourabhNo ratings yet
- Chemical CleaningDocument4 pagesChemical Cleaningankur2061No ratings yet
- PRODUCTION OF BIOETHANOL FROM POMELO (Citrus Maxima) PEEL (MANDIA) 2019Document60 pagesPRODUCTION OF BIOETHANOL FROM POMELO (Citrus Maxima) PEEL (MANDIA) 2019Carlo Quinsayas SablanNo ratings yet
- Oxo ACheA 0402 cs02 XxaannDocument5 pagesOxo ACheA 0402 cs02 XxaannBass ŌkamiNo ratings yet
- MOdule 5-PAST HSC QUESTIONS WITH ANSWERS PDFDocument52 pagesMOdule 5-PAST HSC QUESTIONS WITH ANSWERS PDFKevin100% (1)
- LuyaDocument105 pagesLuyaKaye FCNo ratings yet
- Mechanical Properties of Metals LectureDocument24 pagesMechanical Properties of Metals LectureChuongNo ratings yet
- 2016 Bio Productions CatalogueDocument36 pages2016 Bio Productions Cataloguekaduwd100% (1)
- Basic Operator TranningDocument319 pagesBasic Operator TranningluisA1923No ratings yet
- Making ETHANOL at Home Part OneDocument3 pagesMaking ETHANOL at Home Part OneRainier DistillersNo ratings yet
- 150 5370 10e ExcerptsDocument21 pages150 5370 10e ExcerptsSafiullah KhanNo ratings yet
- LAB REPORT #4 COURSE SUMMARYDocument5 pagesLAB REPORT #4 COURSE SUMMARYGodwayneNo ratings yet
- Prescott Harley Klein S Microbiology 7th Edition - (Nosnibor) Ebook PDF - 212-245 PDFDocument34 pagesPrescott Harley Klein S Microbiology 7th Edition - (Nosnibor) Ebook PDF - 212-245 PDFAli AwanNo ratings yet
- Research Article Role of EnzymesDocument3 pagesResearch Article Role of Enzymesdwi pambuko anantiNo ratings yet
- ALA Ver. 3.2Document37 pagesALA Ver. 3.2Yoga SunardiNo ratings yet
- O Rings HandbookDocument292 pagesO Rings HandbookleocastarlenasNo ratings yet
- Installation and Procedures of Rock BoltDocument36 pagesInstallation and Procedures of Rock BoltKushana Saikirann100% (1)
- Chlorophyll A - WikipediaDocument7 pagesChlorophyll A - WikipediakamaalNo ratings yet
- Alchemical Operations Symbolized Through Bird ImageryDocument11 pagesAlchemical Operations Symbolized Through Bird ImageryDorian Taddei100% (1)
- 818 IC Pump: ManualDocument56 pages818 IC Pump: ManualKhalid Zghear100% (1)
- Novel Alloys: István Mészáros Bme Att 2019Document11 pagesNovel Alloys: István Mészáros Bme Att 2019Parijat MitraNo ratings yet
- S6 Test 5Document7 pagesS6 Test 5XD XDNo ratings yet
- Comparative in Vitro Study of The Antimicrobial Efficacy of Nigella Sativa Seed Oil (Black Seed Oil) Against Selected Microorganisms With Conventional AntibiticsDocument4 pagesComparative in Vitro Study of The Antimicrobial Efficacy of Nigella Sativa Seed Oil (Black Seed Oil) Against Selected Microorganisms With Conventional AntibiticsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Transition Temperatures and EnthalpiesDocument7 pagesTransition Temperatures and EnthalpiesIrfan AliNo ratings yet
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormFrom EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormRating: 5 out of 5 stars5/5 (5)
- Quantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsFrom EverandQuantum Physics: A Beginners Guide to How Quantum Physics Affects Everything around UsRating: 4.5 out of 5 stars4.5/5 (3)
- Calculus Workbook For Dummies with Online PracticeFrom EverandCalculus Workbook For Dummies with Online PracticeRating: 3.5 out of 5 stars3.5/5 (8)
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.From EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Rating: 5 out of 5 stars5/5 (1)
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeFrom EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeRating: 4 out of 5 stars4/5 (2)
- Mathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingFrom EverandMathematical Mindsets: Unleashing Students' Potential through Creative Math, Inspiring Messages and Innovative TeachingRating: 4.5 out of 5 stars4.5/5 (21)
- Mental Math Secrets - How To Be a Human CalculatorFrom EverandMental Math Secrets - How To Be a Human CalculatorRating: 5 out of 5 stars5/5 (3)
- Strategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceFrom EverandStrategies for Problem Solving: Equip Kids to Solve Math Problems With ConfidenceNo ratings yet
- Assessment Prep for Common Core Mathematics, Grade 6From EverandAssessment Prep for Common Core Mathematics, Grade 6Rating: 5 out of 5 stars5/5 (1)