You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Resnick & Halliday Part - 1Document737 pagesResnick & Halliday Part - 1Debarun Patra80% (5)
- 'Temporary Structures' FormworkDocument11 pages'Temporary Structures' FormworkMRMAKBAR100% (1)
- Honors Physics I - Chapter 10: Thermodynamics 2013-2014 ExamDocument7 pagesHonors Physics I - Chapter 10: Thermodynamics 2013-2014 ExamPLAYVONo ratings yet
- Geotechnical InvestigationsDocument13 pagesGeotechnical InvestigationsJames ZhangNo ratings yet
- (STATISTICS & PROBABILITY) Unit II - Lesson 1 Understanding The Normal Curve DistributionDocument14 pages(STATISTICS & PROBABILITY) Unit II - Lesson 1 Understanding The Normal Curve DistributionVany SpadesNo ratings yet
- 10th AnsDocument3 pages10th AnsJerry boyNo ratings yet
- CSE Lab Manual Final 2019-20 P-IDocument42 pagesCSE Lab Manual Final 2019-20 P-IJerry boyNo ratings yet
- Functional Units of A ComputerDocument5 pagesFunctional Units of A ComputerJerry boyNo ratings yet
- Chapter IIIDocument43 pagesChapter IIIJerry boyNo ratings yet
- MEMS Silicon-Based Microelectronics + Micromachining TechnologyDocument36 pagesMEMS Silicon-Based Microelectronics + Micromachining TechnologyJerry boyNo ratings yet
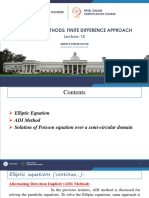
- Numerical Methods: Finite Difference Approach: Lecture-15Document12 pagesNumerical Methods: Finite Difference Approach: Lecture-15Jerry boyNo ratings yet
- Numerical Methods: Finite Difference Approach: Lecture-13Document14 pagesNumerical Methods: Finite Difference Approach: Lecture-13Jerry boyNo ratings yet
- Revised 4th Sem Time Table - FDocument5 pagesRevised 4th Sem Time Table - FJerry boyNo ratings yet
- Numerical Methods: Finite Difference Approach: Lecture-11Document17 pagesNumerical Methods: Finite Difference Approach: Lecture-11Jerry boyNo ratings yet
- Jawaharlal Nehru Engineering College: Laboratory ManualDocument33 pagesJawaharlal Nehru Engineering College: Laboratory ManualJerry boyNo ratings yet
- 08 - KA Deeksha Test - Schedule For CET-11 - V 6.0 (June Batch)Document1 page08 - KA Deeksha Test - Schedule For CET-11 - V 6.0 (June Batch)Samarth KashyapNo ratings yet
- Merkel Wiper PU-6Document4 pagesMerkel Wiper PU-6emiliano100% (1)
- Mark Scheme: November 2001Document6 pagesMark Scheme: November 2001Apsara Wijemuni0% (1)
- Particle in A Box Revisited-TFG Borja RodrigoDocument77 pagesParticle in A Box Revisited-TFG Borja RodrigoYasin ÖztürkNo ratings yet
- Mathematics in India Past Present and FutureDocument5 pagesMathematics in India Past Present and FutureLakshmi SureshNo ratings yet
- Comprehensive 2025 Leaflet (5) - CompressedDocument18 pagesComprehensive 2025 Leaflet (5) - CompressedHALOLLOLNo ratings yet
- NCS Entry Requirements 2022 2023Document3 pagesNCS Entry Requirements 2022 2023tehyuki16No ratings yet
- Smartshim Conductor Analysis and Chocking: Overcoming The Damaging Effects of Wave ActionDocument26 pagesSmartshim Conductor Analysis and Chocking: Overcoming The Damaging Effects of Wave ActionAjmi HmidaNo ratings yet
- Installation Bending RadiiDocument2 pagesInstallation Bending RadiiH. NurzeinNo ratings yet
- Lee 2002Document14 pagesLee 2002John DoeNo ratings yet
- Virtual Laboratory: Circuit Construction Kit - DC: InstructionsDocument6 pagesVirtual Laboratory: Circuit Construction Kit - DC: InstructionsSharon Gracia LigutanNo ratings yet
- Reviuw Ikatan KimiaDocument38 pagesReviuw Ikatan KimiaNeni abd hamidNo ratings yet
- 2017 Pan Molecular Perovskite FerroelectricDocument4 pages2017 Pan Molecular Perovskite FerroelectricNacho Delgado FerreiroNo ratings yet
- Sample Datesheet For CollegeDocument8 pagesSample Datesheet For Collegemuhammad waseemNo ratings yet
- Tsra#1 Adv XiDocument12 pagesTsra#1 Adv XiAnonymous User0% (1)
- World Panel Plywood PropertiesDocument2 pagesWorld Panel Plywood Propertiesog_kaptanNo ratings yet
- Fiber Reinforced ConcreteDocument25 pagesFiber Reinforced ConcretePravin MindeNo ratings yet
- Ebook Dynamics of Structures 4Th Edition Chopra Solutions Manual Full Chapter PDFDocument61 pagesEbook Dynamics of Structures 4Th Edition Chopra Solutions Manual Full Chapter PDFlionelhaouna9d100% (10)
- The Art of Fluid AnimationDocument27 pagesThe Art of Fluid AnimationOumaima ANo ratings yet
- Metals: Fracture Mechanical Analysis of Thin-Walled Cylindrical Shells With CracksDocument26 pagesMetals: Fracture Mechanical Analysis of Thin-Walled Cylindrical Shells With CracksGanesh RNo ratings yet
- Chapter 7 - Part 2Document28 pagesChapter 7 - Part 2Vinot EsanNo ratings yet
- Government Boys Degree College Usta Muhammad: Prospectus 2021-22Document22 pagesGovernment Boys Degree College Usta Muhammad: Prospectus 2021-22Vision AcademyNo ratings yet
- FP2 Maclaurins Series Past Paper QuestionsDocument2 pagesFP2 Maclaurins Series Past Paper QuestionsShehzad QureshiNo ratings yet
- Revision G8 Term 1 Test 2021Document7 pagesRevision G8 Term 1 Test 2021Brandon LawyNo ratings yet
- Mathematics Model Question (2077 (2020) ) : Neb-Grade XiiDocument2 pagesMathematics Model Question (2077 (2020) ) : Neb-Grade XiiAakhyanNo ratings yet