You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Dow Chemicals Bid - Case AnalysisDocument3 pagesDow Chemicals Bid - Case Analysislummert100% (1)
- World RefineryDocument8 pagesWorld RefineryshakNo ratings yet
- Process Fundamentals Hand BookDocument214 pagesProcess Fundamentals Hand BookGanesh Kumar100% (4)
- Presentation On Delayed Coking Technology) BIRENDRA - KUMARDocument50 pagesPresentation On Delayed Coking Technology) BIRENDRA - KUMARDavid Romero100% (1)
- 28 Olefin CrackingDocument2 pages28 Olefin CrackingRohisham Ismail100% (1)
- The SCADA System For PipelinesDocument12 pagesThe SCADA System For PipelinesCarlos ReNo ratings yet
- Process Simulation in Refineries SamplerDocument30 pagesProcess Simulation in Refineries SamplerNagendra HNo ratings yet
- Subsea Engineering HandbookDocument21 pagesSubsea Engineering HandbookCarlos ReNo ratings yet
- Hydro Cracker Q&ADocument138 pagesHydro Cracker Q&ADeepesh KumarNo ratings yet
- Ihs Rp195b TocDocument10 pagesIhs Rp195b Tocswaggeroni yololoNo ratings yet
- Emerging Technologies For The Conversion of ResiduesDocument24 pagesEmerging Technologies For The Conversion of ResiduesRuth AbelloNo ratings yet
- Assessment of CorrosionDocument30 pagesAssessment of CorrosionCarlos ReNo ratings yet
- Catalytic Reforming ProcessDocument8 pagesCatalytic Reforming ProcessVed-And-TechsNo ratings yet
- Sud Chemie CatalystsDocument142 pagesSud Chemie CatalystsBo Gray100% (4)
- 02555E03Document51 pages02555E03rachedNo ratings yet
- Fluidized Bed For Catalytic PolymerizationDocument41 pagesFluidized Bed For Catalytic PolymerizationDIPAK VINAYAK SHIRBHATE100% (1)
- Refinery EconomicsDocument4 pagesRefinery Economicsgouja_rabiiNo ratings yet
- January 2017 - InternationalDocument68 pagesJanuary 2017 - InternationalAlexander Reategui GarciaNo ratings yet
- Feed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Document8 pagesFeed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Carlos ReNo ratings yet
- Pipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesDocument2 pagesPipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesCarlos ReNo ratings yet
- Pipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyDocument5 pagesPipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyCarlos ReNo ratings yet
- En Atmos Rupture DetectorDocument4 pagesEn Atmos Rupture DetectorCarlos ReNo ratings yet
- Oil and Gas Loading Master Certification 2012 - 3 Day WorkshopDocument4 pagesOil and Gas Loading Master Certification 2012 - 3 Day WorkshopCarlos ReNo ratings yet
- 2009 BoatBuster FlyerDocument2 pages2009 BoatBuster FlyerCarlos ReNo ratings yet
- Extra Insulation Cover For FSRU ToscanaDocument2 pagesExtra Insulation Cover For FSRU ToscanaCarlos ReNo ratings yet
- Bunkering Is Key For Deepsea ShipsDocument2 pagesBunkering Is Key For Deepsea ShipsCarlos ReNo ratings yet
- Mampaey I Moor BrochureDocument6 pagesMampaey I Moor BrochureCarlos ReNo ratings yet
- Mampaey Buoy BrochureDocument4 pagesMampaey Buoy BrochureCarlos ReNo ratings yet
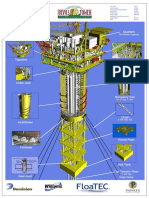
- Devils Tower Poster 2Document1 pageDevils Tower Poster 2Carlos ReNo ratings yet
- Petroleum Fraction N UsesDocument36 pagesPetroleum Fraction N UsesWan Afiff100% (1)
- 2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFDocument9 pages2010-01-Trafotech2010 TRF Oil Specifications For Indian TRF Industry PDFVishnu ShankerNo ratings yet
- Ethylene Production CPB 1Document8 pagesEthylene Production CPB 1navaronefraNo ratings yet
- Alkylasi, Reforming, Dan IsomerisaiDocument133 pagesAlkylasi, Reforming, Dan Isomerisaiarezqita100% (2)
- Iocl Training ReportDocument10 pagesIocl Training ReportAbhishek GautamNo ratings yet
- GBPummus Crude To chemicaGBPs Part 1 The Basic Concept of CrudesDocument6 pagesGBPummus Crude To chemicaGBPs Part 1 The Basic Concept of CrudesKemkengNo ratings yet
- Us 2498806Document7 pagesUs 2498806regina pramuditaNo ratings yet
- Catalysis - Petroleum Technology Quarterly - 2014. Refining, Gas Processing and PetrochemicalsDocument68 pagesCatalysis - Petroleum Technology Quarterly - 2014. Refining, Gas Processing and PetrochemicalsjravisrinivasNo ratings yet
- Annual Production: BenzeneDocument12 pagesAnnual Production: BenzeneQuang Huy BùiNo ratings yet
- Capital BudgetingDocument78 pagesCapital BudgetingAnkit Jain100% (1)
- Industry and The Environment - Crude OilDocument2 pagesIndustry and The Environment - Crude OilTekani TrimNo ratings yet
- Oil AshDocument13 pagesOil AshAmmarNo ratings yet
- Daftar Pustaka: Prarancangan Pabrik Etilena Dari Propana Kapasitas 600.000 Ton/tahunDocument2 pagesDaftar Pustaka: Prarancangan Pabrik Etilena Dari Propana Kapasitas 600.000 Ton/tahunMarcia RikumahuNo ratings yet
- Distillate HydrocrackingDocument23 pagesDistillate HydrocrackingMahmoud Nasr100% (1)
- Thermal Cracking of N-Butylcyclohexane at High Pressure (100 Bar) - Part 1: Experimental StudyDocument16 pagesThermal Cracking of N-Butylcyclohexane at High Pressure (100 Bar) - Part 1: Experimental StudyDarwin ANo ratings yet