You might also like
- CTS Plunger Tips ABP 1Document2 pagesCTS Plunger Tips ABP 1Alson LeeNo ratings yet
- Plunger Tips - Amp: PurposeDocument2 pagesPlunger Tips - Amp: PurposeAlson LeeNo ratings yet
- BimbaTRD HYD-0514 TAS SERIESDocument46 pagesBimbaTRD HYD-0514 TAS SERIESJamin SmtpngNo ratings yet
- 32810Document8 pages32810Benjamin HidalgoNo ratings yet
- Catalogo Aurora PneumaticDocument84 pagesCatalogo Aurora PneumaticSam MarmorNo ratings yet
- Amp - Standard Terminals and SplicesDocument30 pagesAmp - Standard Terminals and SplicesblackhawkNo ratings yet
- Quick Sheet: API 602 Forged Steel Gate ValveDocument3 pagesQuick Sheet: API 602 Forged Steel Gate ValveNaresh ANo ratings yet
- Flowserve Argus FK76M Technical Bulletin Arenbr0015 EnaqDocument92 pagesFlowserve Argus FK76M Technical Bulletin Arenbr0015 Enaqsonalpanchal7No ratings yet
- Triple Eccentric Metal Seated Butterfly ValvesDocument8 pagesTriple Eccentric Metal Seated Butterfly ValvesSachin MankameNo ratings yet
- Alfa Laval Three Screw Pump - Alp Pump Range - Emd00457en PDFDocument6 pagesAlfa Laval Three Screw Pump - Alp Pump Range - Emd00457en PDFMuhd Khir Razani100% (1)
- Severe service, bubble-tight Ball Valves for high performance applicationsDocument12 pagesSevere service, bubble-tight Ball Valves for high performance applicationskuraimundNo ratings yet
- Argus IntroDocument12 pagesArgus IntroJuan HernandezNo ratings yet
- Adea Company BroucherDocument15 pagesAdea Company BroucherVelu SamyNo ratings yet
- Maximizing Uptime for Petrochemical PumpsDocument6 pagesMaximizing Uptime for Petrochemical PumpsZainal MuzidNo ratings yet
- PW SeriesDocument8 pagesPW SeriesMt GrNo ratings yet
- Product Bulletin: Model Osg Ansi ProcessDocument6 pagesProduct Bulletin: Model Osg Ansi ProcessDomingo DíazNo ratings yet
- Toggle ClampsDocument84 pagesToggle ClampsSamik Mukherjee0% (1)
- TNN January 2007Document16 pagesTNN January 2007Luis Aguero CantilloNo ratings yet
- Akron Pitone Aquastream 4450Document6 pagesAkron Pitone Aquastream 4450exelsaNo ratings yet
- Specifications, Applications, Service Instructions & Parts: AW300H Butt Weld Angle ValveDocument20 pagesSpecifications, Applications, Service Instructions & Parts: AW300H Butt Weld Angle ValveGabriel Rincón RodríguezNo ratings yet
- Air DuctsDocument6 pagesAir DuctsmohamedroyaleyeuaeNo ratings yet
- Gate ValvesDocument2 pagesGate ValvesArnold Ochochoque ArcosNo ratings yet
- Pem NutDocument16 pagesPem Nut최영현No ratings yet
- Fire HydrantsDocument22 pagesFire HydrantsRaduNo ratings yet
- Product BrochureDocument16 pagesProduct Brochurevishnu300022No ratings yet
- Art-Alpha ActuadoresDocument15 pagesArt-Alpha ActuadoresDaniel SanNo ratings yet
- Tube ClampsDocument42 pagesTube Clampsmajid fardniaNo ratings yet
- Solids Handling WEMCO Self PrimerDocument4 pagesSolids Handling WEMCO Self Primermiguel_vera6592No ratings yet
- Butterfly Valves GuideDocument28 pagesButterfly Valves GuideLAWRENCENo ratings yet
- Cable-Gard Static Discharge Reels 7P: ApplicationsDocument5 pagesCable-Gard Static Discharge Reels 7P: ApplicationscubarturNo ratings yet
- Wellhead and Valves DataDocument14 pagesWellhead and Valves Datajairaso2950No ratings yet
- Lugs, Links, Connectors GuideDocument75 pagesLugs, Links, Connectors GuideSky SetNo ratings yet
- Guardian K81D Hydrant Meets AWWA and UL/FM StandardsDocument18 pagesGuardian K81D Hydrant Meets AWWA and UL/FM Standardsvicvic34No ratings yet
- Butterfly Valve AR1Document4 pagesButterfly Valve AR1Robi KeiNo ratings yet
- KennedyDocument18 pagesKennedyHimat KhimaniNo ratings yet
- RivetsDocument16 pagesRivetszayyin rizkiNo ratings yet
- 14B Overhead SwitchesDocument28 pages14B Overhead SwitchesRhiannon HaynesNo ratings yet
- Magnum Barrel K2653-2Document6 pagesMagnum Barrel K2653-2carlos carrizales mosquedaNo ratings yet
- Cabillas Convencionales PDFDocument12 pagesCabillas Convencionales PDFgenesisNo ratings yet
- Metal Seated Ball ValveDocument24 pagesMetal Seated Ball Valvehiep nguyenNo ratings yet
- 10AA PolymerCutouts R - APRIL 2017Document20 pages10AA PolymerCutouts R - APRIL 2017MauricioMarínBahamondesNo ratings yet
- External "Pop-Action" Pressure Relief Valves For ASME Containers and Bulk Plant InstallationsDocument1 pageExternal "Pop-Action" Pressure Relief Valves For ASME Containers and Bulk Plant InstallationsshuzaoNo ratings yet
- Series 6600 Model 101C Slide Gate: FeaturesDocument2 pagesSeries 6600 Model 101C Slide Gate: FeaturesJayNo ratings yet
- Valve Weight PDFDocument10 pagesValve Weight PDFPrabha KaranNo ratings yet
- Air CampDocument12 pagesAir CampWanua KaosNo ratings yet
- ff450 enDocument8 pagesff450 endima vangheliNo ratings yet
- Literature Lit-ParklumeDocument8 pagesLiterature Lit-ParklumeBabatunde AyeniNo ratings yet
- HP Alloy 718Document4 pagesHP Alloy 718Rajesh RadeNo ratings yet
- DS Gypframe ProfilesDocument12 pagesDS Gypframe ProfilesAleem UllahNo ratings yet
- Brochure - Vertical In-Line Pumps 1590 SeriesDocument8 pagesBrochure - Vertical In-Line Pumps 1590 SeriesFrancisNo ratings yet
- Clevis Pipe Hangers, Supports and Accessories: Vogel NootDocument18 pagesClevis Pipe Hangers, Supports and Accessories: Vogel NootVIVEK MAHAJANNo ratings yet
- Catalogo ISCDocument6 pagesCatalogo ISCAdolfo AriasNo ratings yet
- 90141-As DSDocument2 pages90141-As DSessen999No ratings yet
- Iec62271-200 (Ed1.0) en DDocument6 pagesIec62271-200 (Ed1.0) en DhansamvNo ratings yet
- Sylvania Flexi-Bracket Series Brochure 2-68Document8 pagesSylvania Flexi-Bracket Series Brochure 2-68Alan MastersNo ratings yet
- Company Profile (ACE VALVE)Document20 pagesCompany Profile (ACE VALVE)DDFSFNo ratings yet
- Magnum 400 PDFDocument6 pagesMagnum 400 PDFjuanchepeinNo ratings yet
- A Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesFrom EverandA Complete Guide to Watch Repair - Barrels, Fuses, Mainsprings, Balance Springs, Pivots, Depths, Train Wheels and Common Stoppages of WatchesRating: 4 out of 5 stars4/5 (1)
- Bore Welding Shot Sleeves: PurposeDocument2 pagesBore Welding Shot Sleeves: PurposeAlson LeeNo ratings yet
- CTS EXT LubeDocument2 pagesCTS EXT LubeAlson LeeNo ratings yet
- CTS Heat FeltsDocument2 pagesCTS Heat FeltsAlson LeeNo ratings yet
- CTS Die OvensDocument2 pagesCTS Die OvensAlson LeeNo ratings yet
- QR Containers: PurposeDocument2 pagesQR Containers: PurposeAlson LeeNo ratings yet
- Fixed Dummy Blocks: PurposeDocument2 pagesFixed Dummy Blocks: PurposeAlson LeeNo ratings yet
- CTS Die OvensDocument2 pagesCTS Die OvensAlson LeeNo ratings yet
- CTS DC Lubrication 3Document2 pagesCTS DC Lubrication 3Alson LeeNo ratings yet
- grooved shot sleeve order一体料管定制单Document1 pagegrooved shot sleeve order一体料管定制单Alson LeeNo ratings yet
- Cold Clean-Out Block: PurposeDocument2 pagesCold Clean-Out Block: PurposeAlson LeeNo ratings yet
- grooved shot sleeve order一体料管定制单Document1 pagegrooved shot sleeve order一体料管定制单Alson LeeNo ratings yet
- grooved shot sleeve order一体料管定制单Document1 pagegrooved shot sleeve order一体料管定制单Alson LeeNo ratings yet
- Shot Sleeves for Die Casting Thermal Variations料管变形Document8 pagesShot Sleeves for Die Casting Thermal Variations料管变形Alson LeeNo ratings yet
- How To Extend The Life of Die-Casting ToolsDocument5 pagesHow To Extend The Life of Die-Casting ToolsAlson LeeNo ratings yet
- Infrared Heating ReportDocument15 pagesInfrared Heating ReportzelalemabathunNo ratings yet
- Five Steps To Improving Die Performance PDFDocument5 pagesFive Steps To Improving Die Performance PDFIvan IvanovNo ratings yet
- The CWM Die Casting Design and Specification Guide: For Custom Al, MG & ZN ComponentsDocument16 pagesThe CWM Die Casting Design and Specification Guide: For Custom Al, MG & ZN ComponentsAlson LeeNo ratings yet
- DGS Druckguss Systeme AGDocument16 pagesDGS Druckguss Systeme AGAlson LeeNo ratings yet
- Material Safety Data Sheet: Production IdentificationDocument6 pagesMaterial Safety Data Sheet: Production IdentificationFarmaceuticaNo ratings yet
- Weekly Home Learning Plan: Department of EducationDocument11 pagesWeekly Home Learning Plan: Department of Educationvicente ferrerNo ratings yet
- Groundwater Ecology: Developing A Method For Anammox Determination Using Natural Isotope Signature (Stephanye Zarama Alvarado)Document83 pagesGroundwater Ecology: Developing A Method For Anammox Determination Using Natural Isotope Signature (Stephanye Zarama Alvarado)S. ZaramaNo ratings yet
- Basic Plant Processes (Laboratory)Document70 pagesBasic Plant Processes (Laboratory)anon_228573261No ratings yet
- HYDROCAL 1011 Genx P English - R02 03.2019Document4 pagesHYDROCAL 1011 Genx P English - R02 03.2019caiorazecNo ratings yet
- Common Ion Effect On Solubility AP PogilDocument5 pagesCommon Ion Effect On Solubility AP PogilLily StantonNo ratings yet
- Tds - BariteDocument1 pageTds - Bariteaditya imansyahNo ratings yet
- Thermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelDocument14 pagesThermodynamic Evaluation and Optimization of The Li, Na, K, MG, Ca//F, CL Reciprocal System Using The Modified Quasi-Chemical ModelPérsio Mozart PintoNo ratings yet
- SKF Economos SteelDocument22 pagesSKF Economos SteelJurun_BidanshiNo ratings yet
- NLAM - National Library of Ayurved MedicineDocument2 pagesNLAM - National Library of Ayurved MedicineJack LeeNo ratings yet
- Chem Sem 1 Q &A PDFDocument9 pagesChem Sem 1 Q &A PDFevacuate clashNo ratings yet
- Physical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsDocument7 pagesPhysical and Chemical Properties of Gelatin From Red Snapper Scales: Temperature EffectsAMAANINo ratings yet
- Condensation MDocument35 pagesCondensation MSumedh MahekarNo ratings yet
- Ce6603 Scad MSMDocument141 pagesCe6603 Scad MSMSasmita SahooNo ratings yet
- Failure in MaterialsDocument28 pagesFailure in MaterialsNafisa AnikaNo ratings yet
- Alfa Laval tj40g - Product Leaflet Ese03366enDocument4 pagesAlfa Laval tj40g - Product Leaflet Ese03366enSanket SabaleNo ratings yet
- Resistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooDocument6 pagesResistance Welding: Introduction and Recent Developments: S. Tripathy & Ajitav SahooTJPRC PublicationsNo ratings yet
- Reaction MechanismDocument19 pagesReaction Mechanismtapas kunduNo ratings yet
- Biosand Filters For Household Wastewater Treatment: April 2023Document20 pagesBiosand Filters For Household Wastewater Treatment: April 2023MichaelNo ratings yet
- Application and Development Trend of Flue Gas Desulfurization (FGD) ProcessDocument12 pagesApplication and Development Trend of Flue Gas Desulfurization (FGD) ProcesskangsungjinNo ratings yet
- Principles of Drug DistributionDocument55 pagesPrinciples of Drug DistributionSunil100% (3)
- NTC Power Thermistors SCK Series GuideDocument5 pagesNTC Power Thermistors SCK Series GuideGonzalo RojasNo ratings yet
- Che Practice Questions: CPQ Set 1Document5 pagesChe Practice Questions: CPQ Set 1Jerome Javier0% (1)
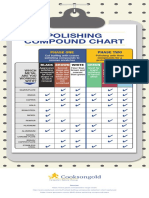
- Polishing Compound Chart: Phase OneDocument1 pagePolishing Compound Chart: Phase Onemihai moldovanNo ratings yet
- The Motivational Power of Science Discrepant EventsDocument8 pagesThe Motivational Power of Science Discrepant EventsJennifer Owens100% (1)
- FireDocument101 pagesFiregyanendraNo ratings yet
- Nomenclature Practice ChemistryDocument6 pagesNomenclature Practice ChemistryScott Wheeler100% (2)
- CHAPTER 4 FluidsDocument16 pagesCHAPTER 4 FluidsIvan JadeNo ratings yet
- 1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi YesDocument7 pages1 Au NPs Thin Films Fabricated by Electrophoretic Deposition Method For Highly Sensitive SERS Application Odi Yesben0706No ratings yet
- AtomsDocument2 pagesAtomsJullienne Noreen AnchetaNo ratings yet