You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- XIV Paper 38Document11 pagesXIV Paper 38Zenon KociubaNo ratings yet
- Risk Based Inspection: Upfront Corrosion EngineeringDocument4 pagesRisk Based Inspection: Upfront Corrosion Engineeringleliopinto50% (2)
- Owner-User Pressure Equipment Integrity ManagementDocument43 pagesOwner-User Pressure Equipment Integrity ManagementInspection EngineerNo ratings yet
- PCMS RBI Technical ManualDocument69 pagesPCMS RBI Technical ManualFebri Ramdani Nugraha100% (1)
- Risk-Based Inspection of Pressure Relief DevicesDocument10 pagesRisk-Based Inspection of Pressure Relief DevicesWelkin SkyNo ratings yet
- 00 AOC's Meridium MI Work Process Training Example SlidesDocument67 pages00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- Develop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsDocument23 pagesDevelop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsIara NascimentoNo ratings yet
- Meridium Mechanical Integrity Standard Practice 2013 Rev 4Document400 pagesMeridium Mechanical Integrity Standard Practice 2013 Rev 4Tommy100% (1)
- PSM Damage Mechanism RequirementsDocument26 pagesPSM Damage Mechanism RequirementsAnonymous MtzbXYe4100% (1)
- CML/TML Optimization StrategiesDocument53 pagesCML/TML Optimization Strategiesgopidhan100% (4)
- Study of Corrosion Risk Analysis in Oil Pipeline Using Risk Based Inspection Method Based On API 581Document5 pagesStudy of Corrosion Risk Analysis in Oil Pipeline Using Risk Based Inspection Method Based On API 581Galang Sandy PrayogoNo ratings yet
- Risk Based Inspection (RBI) - How To DoDocument44 pagesRisk Based Inspection (RBI) - How To DoAna Marks100% (8)
- Boost Your Certification Score with ExamsBoostDocument7 pagesBoost Your Certification Score with ExamsBoostUrea3 MaintenanceNo ratings yet
- API-581 3rd Thinning Example 2Document42 pagesAPI-581 3rd Thinning Example 2Javier Iglesias75% (4)
- Risk Based Inspection - RBIDocument36 pagesRisk Based Inspection - RBIAminul Islam100% (2)
- Fourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andDocument79 pagesFourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andMiguel Antonio Bula PicónNo ratings yet
- Implementation of IOWs at Ammonia Manufacturing Plant 1 PDFDocument12 pagesImplementation of IOWs at Ammonia Manufacturing Plant 1 PDFdunejalNo ratings yet
- Piping Circuitization and RBI Requirements Lynne KaleyDocument79 pagesPiping Circuitization and RBI Requirements Lynne Kaleyparag_koyande100% (9)
- RBI OceaneeringDocument40 pagesRBI OceaneeringrodrigoperezsimoneNo ratings yet
- How Meridium Complies With API 580 RequirementsDocument8 pagesHow Meridium Complies With API 580 RequirementsAsadAliNo ratings yet
- API 581 COF: Level 1 Calculation Procedure - Simplified PDFDocument53 pagesAPI 581 COF: Level 1 Calculation Procedure - Simplified PDFKhaled IntegrityNo ratings yet
- API 580 TrainingDocument168 pagesAPI 580 Trainingfaheem khan100% (21)
- 2015 Summit RBI and IOWs - r12 - 1 PDFDocument32 pages2015 Summit RBI and IOWs - r12 - 1 PDFalNo ratings yet
- Risk Based Inspection course overviewDocument66 pagesRisk Based Inspection course overviewmurali67% (6)
- CML PlacementDocument3 pagesCML PlacementAhmedNo ratings yet
- API 580 RBI QuestionsDocument1 pageAPI 580 RBI QuestionsFarid Afifi100% (1)
- API 571 Damage MechanismsDocument5 pagesAPI 571 Damage MechanismsOrlando19490% (1)
- API 580 Training Course TWIDocument50 pagesAPI 580 Training Course TWIMohammad Danish100% (18)
- Life-Cycle Management of Pressurized EquipmentDocument36 pagesLife-Cycle Management of Pressurized Equipmentthawatchai11222512100% (3)
- How To Perform A Damage Mechanism ReviewDocument4 pagesHow To Perform A Damage Mechanism ReviewianharNo ratings yet
- 00 Saip 74 - CuiDocument8 pages00 Saip 74 - CuiAbdelrahman HosnyNo ratings yet
- Risk Based Inspection RBI 581Document583 pagesRisk Based Inspection RBI 581Sell Ontyres100% (5)
- Thickness Monitoring GuideDocument16 pagesThickness Monitoring Guidedosetiadi100% (4)
- Corrosion Control Document (Part 1)Document32 pagesCorrosion Control Document (Part 1)Mouayed Zeadan100% (5)
- Api RP584Document1 pageApi RP584Agustin González AguirreNo ratings yet
- Bundle Risk Based Inspection Using API 581 Case StudyDocument39 pagesBundle Risk Based Inspection Using API 581 Case Studymohamedyoussef1100% (2)
- Introduction To Risk Based Inspection (RBI)Document7 pagesIntroduction To Risk Based Inspection (RBI)Alejandro LopezNo ratings yet
- Establishing Integrity Operating Windows John ReynoldsDocument28 pagesEstablishing Integrity Operating Windows John Reynoldsprematscribd100% (4)
- Tank Inspection Base On RiskDocument16 pagesTank Inspection Base On Riskthawatchai11222512100% (1)
- Shell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Document17 pagesShell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Gail Holt75% (4)
- Piping Injection PointsDocument4 pagesPiping Injection PointsTarek YehiaNo ratings yet
- Integrity Evaluation of Small Bore Connections (Branch Connections)Document9 pagesIntegrity Evaluation of Small Bore Connections (Branch Connections)Kroya Hun100% (2)
- TML ProcedureDocument19 pagesTML Procedurejeswin100% (1)
- Risk Based Inspection of Pressure EquipmentDocument20 pagesRisk Based Inspection of Pressure EquipmentBen0% (1)
- RBI certification prepDocument6 pagesRBI certification prepAgustin A.No ratings yet
- 01 SAIP 04 - Injection Point InspectionDocument17 pages01 SAIP 04 - Injection Point InspectionAbdelrahman HosnyNo ratings yet
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Document14 pagesSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Ilham NugrohoNo ratings yet
- Eni corrosion integrity management standardDocument32 pagesEni corrosion integrity management standardamra_4175% (4)
- ItpmDocument14 pagesItpmsbasualdomontesNo ratings yet
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Oil and Gas Corrosion Prevention: From Surface Facilities to RefineriesFrom EverandOil and Gas Corrosion Prevention: From Surface Facilities to RefineriesRating: 5 out of 5 stars5/5 (6)
- Pipeline Risk Management Manual: Ideas, Techniques, and ResourcesFrom EverandPipeline Risk Management Manual: Ideas, Techniques, and ResourcesRating: 5 out of 5 stars5/5 (2)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- A Strategic Approach To Occupied Building Risk Assessment (OBRA)Document1 pageA Strategic Approach To Occupied Building Risk Assessment (OBRA)ali zaenal abidinNo ratings yet
- Epsc Digitalization Working Group 31 August 2021 Alarms and Operating Envelopes Alan Mahoney, PHDDocument25 pagesEpsc Digitalization Working Group 31 August 2021 Alarms and Operating Envelopes Alan Mahoney, PHDali zaenal abidinNo ratings yet
- 5 - 12.06.2020 - EPSC Webinar by Tuev SuedDocument1 page5 - 12.06.2020 - EPSC Webinar by Tuev Suedali zaenal abidinNo ratings yet
- 32 - 16.06.2021 - Flyer - Webinar SpheraDocument1 page32 - 16.06.2021 - Flyer - Webinar Spheraali zaenal abidinNo ratings yet
- 4 - 09.06.2020 - DOW Digital ProceduresDocument3 pages4 - 09.06.2020 - DOW Digital Proceduresali zaenal abidinNo ratings yet
- Gas Detection: Confidential To EPSC Members Report No 31Document18 pagesGas Detection: Confidential To EPSC Members Report No 31ali zaenal abidinNo ratings yet
- FDocument81 pagesFDrDiya Vandana SharmaNo ratings yet
- FDocument81 pagesFDrDiya Vandana SharmaNo ratings yet
- 5 - 12.06.2020 - EPSC Webinar by Tuev SuedDocument1 page5 - 12.06.2020 - EPSC Webinar by Tuev Suedali zaenal abidinNo ratings yet
- FDocument81 pagesFDrDiya Vandana SharmaNo ratings yet
- FDocument81 pagesFDrDiya Vandana SharmaNo ratings yet
- Atypical ScenariosDocument23 pagesAtypical Scenariosali zaenal abidinNo ratings yet
- MoM TA Meeting 200318Document1 pageMoM TA Meeting 200318ali zaenal abidinNo ratings yet
- FDocument81 pagesFDrDiya Vandana SharmaNo ratings yet
- MOC Bi Weekly Meeting 110620Document1 pageMOC Bi Weekly Meeting 110620ali zaenal abidinNo ratings yet
- Repainting Activity Update (Before and After) PDFDocument1 pageRepainting Activity Update (Before and After) PDFali zaenal abidinNo ratings yet
- Liquid Drain TrapDocument1 pageLiquid Drain Trapali zaenal abidinNo ratings yet
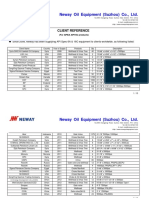
- RefferencesDocument1 pageRefferencesali zaenal abidinNo ratings yet
- Repainting Activity Update (Before and After)Document1 pageRepainting Activity Update (Before and After)ali zaenal abidinNo ratings yet
- Weather Forecasting For Weather Derivatives PDFDocument30 pagesWeather Forecasting For Weather Derivatives PDFali zaenal abidinNo ratings yet
- Meeting 660820 With HQDocument1 pageMeeting 660820 With HQali zaenal abidinNo ratings yet
- FM PDFDocument8 pagesFM PDFali zaenal abidinNo ratings yet
- Note For Kamos GasketDocument1 pageNote For Kamos Gasketali zaenal abidinNo ratings yet
- RefferencesDocument1 pageRefferencesali zaenal abidinNo ratings yet
- QDocument1 pageQali zaenal abidinNo ratings yet
- Norsok Standard Process DesignDocument38 pagesNorsok Standard Process Designkamran5426No ratings yet
- w10141 PDFDocument30 pagesw10141 PDFali zaenal abidinNo ratings yet
- Mobil Pegasus 805Document2 pagesMobil Pegasus 805ali zaenal abidinNo ratings yet
- NNDocument15 pagesNNali zaenal abidinNo ratings yet
- Factor Analysis (SPSS Based)Document61 pagesFactor Analysis (SPSS Based)prashant200690No ratings yet
- BABOK - Techniques by KADocument1 pageBABOK - Techniques by KABenhar Masahod BLM-VLOGNo ratings yet
- Excel Safety Stock AbcSupplyChain enDocument16 pagesExcel Safety Stock AbcSupplyChain enSameh RadwanNo ratings yet
- Part-I Central Tendency and Dispersion: Unit-3 Basic StatisticsDocument32 pagesPart-I Central Tendency and Dispersion: Unit-3 Basic StatisticsSandip MouryaNo ratings yet
- Note:: Other Websites/Blogs Owners We Requested YouDocument362 pagesNote:: Other Websites/Blogs Owners We Requested Youavinash royNo ratings yet
- INDE 3364 Final Exam Cheat SheetDocument5 pagesINDE 3364 Final Exam Cheat SheetbassoonsrockNo ratings yet
- Chi Square TestDocument10 pagesChi Square Testarnav deshpandeNo ratings yet
- Matlab programs to fit common curves using least squares methodDocument5 pagesMatlab programs to fit common curves using least squares methodRavi ParkheNo ratings yet
- Solutions of Non-Linear Partial Differential EQ V. GOODDocument52 pagesSolutions of Non-Linear Partial Differential EQ V. GOODRam Asrey Gautam100% (5)
- Wagnild and Youngs's Resilience Scale Validation For IS StudentsDocument9 pagesWagnild and Youngs's Resilience Scale Validation For IS StudentsA.b.m Nahid Hasan 2115067680No ratings yet
- Reed Multivariable CalculusDocument499 pagesReed Multivariable CalculusMrDubsterNo ratings yet
- F (X) F (A) F (B) F (A) F (B) X A+b) : 1.2 Bisection MethodDocument2 pagesF (X) F (A) F (B) F (A) F (B) X A+b) : 1.2 Bisection MethodJohnlloyd BarretoNo ratings yet
- Lecture 10: Impulse Response of A Differential LTI System: A Dyt DT B DXT DTDocument6 pagesLecture 10: Impulse Response of A Differential LTI System: A Dyt DT B DXT DTRoziyan HidayatNo ratings yet
- Management Science SNBDocument82 pagesManagement Science SNBRinggo Ismoyo BuwonoNo ratings yet
- Linear Inequalities GuideDocument8 pagesLinear Inequalities GuideJhan Ray Gomez Barril100% (1)
- Outlines of Numerical ComputingDocument2 pagesOutlines of Numerical ComputingkashfmalikNo ratings yet
- Answerset 3std-1Document13 pagesAnswerset 3std-1Shawnta Young0% (1)
- Chapter 1 FunctionsDocument7 pagesChapter 1 FunctionsCt KursiahNo ratings yet
- Deber+No.+2+para+la+Segunda+Evaluaci%C3%B3nDocument5 pagesDeber+No.+2+para+la+Segunda+Evaluaci%C3%B3nJoseph GuerreroNo ratings yet
- CBSE Class 7 Mathematics MCQs Exponents & PowersDocument2 pagesCBSE Class 7 Mathematics MCQs Exponents & PowersAsghar Asghar67% (3)
- Thin Layer Chromatographi Thin Layer Chromatographi PT. Abadi Nusa UsahasemestaDocument43 pagesThin Layer Chromatographi Thin Layer Chromatographi PT. Abadi Nusa UsahasemestafebyanzNo ratings yet
- Understanding Machine Learning Algorithms - in DepthDocument167 pagesUnderstanding Machine Learning Algorithms - in Depthsuryanshmishra452.inhaltmartNo ratings yet
- 5.GCMSMS FS Mit 07052020Document89 pages5.GCMSMS FS Mit 07052020Duc Nhon LENo ratings yet
- Oracle Taleo Enterprise Reporting With OBI User Guide PDFDocument856 pagesOracle Taleo Enterprise Reporting With OBI User Guide PDFdaxeshnirma100% (1)
- 2020 Assignment 16 - Discrete Random Variables (Student)Document2 pages2020 Assignment 16 - Discrete Random Variables (Student)Sebastian ZhangNo ratings yet
- 0 2l+1 l+1 L 2l+1 M L M L 0Document12 pages0 2l+1 l+1 L 2l+1 M L M L 0skyblade_787No ratings yet
- Anchal Bhasin - Marketing ResearchDocument107 pagesAnchal Bhasin - Marketing ResearchKartik SoniNo ratings yet
- Ma 202Document67 pagesMa 202darthchinmayNo ratings yet
- ABSTRACT MEASURE THEORY Analysis Study GuideDocument27 pagesABSTRACT MEASURE THEORY Analysis Study GuidesamyaNo ratings yet
- Course OutlineDocument2 pagesCourse OutlineKrishan RajaratnamNo ratings yet