You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Basements For DwellingsDocument86 pagesBasements For DwellingsAFRI-N-HARI100% (1)
- Immediate Flood Report Final Hurricane Harvey 2017Document32 pagesImmediate Flood Report Final Hurricane Harvey 2017KHOU100% (1)
- Gasifier Catalog2xxDocument2 pagesGasifier Catalog2xxAdhavan ThamizhanNo ratings yet
- Gasifier Catalog2xDocument2 pagesGasifier Catalog2xAdhavan ThamizhanNo ratings yet
- Gasifier Catalog2Document2 pagesGasifier Catalog2Adhavan ThamizhanNo ratings yet
- List of MachineriesDocument4 pagesList of MachineriesAdhavan ThamizhanNo ratings yet
- Aruna Biomass-Company-ProfileDocument8 pagesAruna Biomass-Company-ProfileAdhavan ThamizhanNo ratings yet
- Aruna Biomass-Company-ProfileDocument8 pagesAruna Biomass-Company-ProfileAdhavan ThamizhanNo ratings yet
- x-10 Kwe Engine ManualDocument18 pagesx-10 Kwe Engine ManualAdhavan ThamizhanNo ratings yet
- Gasifier Start-UpDocument1 pageGasifier Start-UpAdhavan ThamizhanNo ratings yet
- List of CustomersDocument3 pagesList of CustomersAdhavan ThamizhanNo ratings yet
- List of Machineries: Biomass Gasifier SL - No Machine Description Make Qty 1Document4 pagesList of Machineries: Biomass Gasifier SL - No Machine Description Make Qty 1Adhavan ThamizhanNo ratings yet
- Operation & Maintenance Manual For 17 KG/HR Biomass Gasifier System For Cooking ApplicationDocument18 pagesOperation & Maintenance Manual For 17 KG/HR Biomass Gasifier System For Cooking ApplicationAdhavan ThamizhanNo ratings yet
- Oxygen Monitor Instruction ManualDocument5 pagesOxygen Monitor Instruction ManualAdhavan ThamizhanNo ratings yet
- Starting The EngineDocument15 pagesStarting The EngineAdhavan ThamizhanNo ratings yet
- Organizational Structure: Chief Executive OfficerDocument2 pagesOrganizational Structure: Chief Executive OfficerAdhavan ThamizhanNo ratings yet
- New Operations Manual - GeneralDocument38 pagesNew Operations Manual - GeneralAdhavan ThamizhanNo ratings yet
- ISRO ManualDocument19 pagesISRO ManualAdhavan ThamizhanNo ratings yet
- SAN Radiators-Manufacturing Process PDFDocument6 pagesSAN Radiators-Manufacturing Process PDFAdhavan ThamizhanNo ratings yet
- Inspection: Surface Preparation Consists of Three StepsDocument2 pagesInspection: Surface Preparation Consists of Three StepsAdhavan ThamizhanNo ratings yet
- Turbo / Hydro Generator, HT Motor & Transformer SERVICESDocument5 pagesTurbo / Hydro Generator, HT Motor & Transformer SERVICESAdhavan ThamizhanNo ratings yet
- SAN-Hot Dip GalvanizingDocument2 pagesSAN-Hot Dip GalvanizingAdhavan ThamizhanNo ratings yet
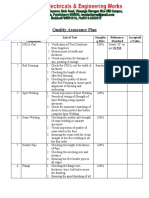
- SAN-Quality Assurance PlanDocument3 pagesSAN-Quality Assurance PlanAdhavan ThamizhanNo ratings yet
- SAN Radiators-Manufacturing ProcessDocument6 pagesSAN Radiators-Manufacturing ProcessAdhavan ThamizhanNo ratings yet
- Quality Assurance Plan SL - No Item / Component List of Test Sampling Rate Reference / Standard Acceptable ValueDocument2 pagesQuality Assurance Plan SL - No Item / Component List of Test Sampling Rate Reference / Standard Acceptable ValueAdhavan ThamizhanNo ratings yet
- 39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, IndiaDocument4 pages39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, IndiaAdhavan ThamizhanNo ratings yet
- 39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, India.Document4 pages39/B, Vinayaga Murugan Rice Mill Campus, Nellithope, Pondicherry-605006, India.Adhavan ThamizhanNo ratings yet
- Critical PH PDFDocument3 pagesCritical PH PDFIradatul HasanahNo ratings yet
- Science 4 WK 1 & 2Document12 pagesScience 4 WK 1 & 2Gay IbanezNo ratings yet
- BW Engineering Standards - MechDocument23 pagesBW Engineering Standards - MechTep PiNo ratings yet
- Physico Chemical Analysis of Ceramic Industries Wastewater in Khurja District, Uttar Pradesh IndiaDocument4 pagesPhysico Chemical Analysis of Ceramic Industries Wastewater in Khurja District, Uttar Pradesh IndiaEditor IJTSRDNo ratings yet
- Air Water PollutionDocument6 pagesAir Water Pollutionkartikey papnoiNo ratings yet
- Environmental Chemistry NotesDocument8 pagesEnvironmental Chemistry NotesTauqeer AhmadNo ratings yet
- Final Assignment AjDocument5 pagesFinal Assignment AjAj Calib-ogNo ratings yet
- Silicone RTV 108 Safety Data Sheet (SDS)Document13 pagesSilicone RTV 108 Safety Data Sheet (SDS)Marcio HahnNo ratings yet
- European Environmental Agency Report No 12/2012 Climate Change, Impacts and Vulnerability in Europe 2012. An Indicator-Based Report. EEA, Copenhagen, 2012Document304 pagesEuropean Environmental Agency Report No 12/2012 Climate Change, Impacts and Vulnerability in Europe 2012. An Indicator-Based Report. EEA, Copenhagen, 2012Elisabeta OprisanNo ratings yet
- Vayujal Brochure 4.1Document13 pagesVayujal Brochure 4.1Ramesh SoniNo ratings yet
- Sustainable Urban Drainage-Green RoofDocument36 pagesSustainable Urban Drainage-Green RoofGabriel WongNo ratings yet
- Eco-Tourism Adventure Travel AgencyDocument31 pagesEco-Tourism Adventure Travel Agencydaipurl100% (3)
- Winter 2007 Altamaha RiverkeeperDocument16 pagesWinter 2007 Altamaha RiverkeeperAltamaha RiverkeeperNo ratings yet
- DC Powered Energy Based Hacksaw MachineDocument61 pagesDC Powered Energy Based Hacksaw Machinenaresh pendlyNo ratings yet
- Caranglaan SBGRDocument47 pagesCaranglaan SBGRMike GuerzonNo ratings yet
- Gear Oil GL 5 Sae 85W140: Safety Data SheetDocument6 pagesGear Oil GL 5 Sae 85W140: Safety Data SheetFran RodriguezNo ratings yet
- PROJECT NO:61-2014 Boq For Materials & Workmanship International Park Office BuildingDocument73 pagesPROJECT NO:61-2014 Boq For Materials & Workmanship International Park Office Buildingaya osmanNo ratings yet
- Tsunami PresentationDocument16 pagesTsunami Presentationapi-251715046No ratings yet
- Reaction Paper.. HeheDocument4 pagesReaction Paper.. HeheLouis RoderosNo ratings yet
- Ghosh 2021Document8 pagesGhosh 2021Hornos EDESANo ratings yet
- Kerb Drain BrochureDocument64 pagesKerb Drain BrochuremaanurayaNo ratings yet
- Palm IslandDocument5 pagesPalm IslandJmarie CalumbaNo ratings yet
- 30 Sewage Treatment PlanDocument63 pages30 Sewage Treatment PlanYuri Duri100% (1)
- B1 Quiz 3Document2 pagesB1 Quiz 3Anonymous a0cuWVM100% (2)
- Reactive Continuous DyeingDocument23 pagesReactive Continuous DyeingKhandaker Sakib Farhad100% (7)
- AlbatexdsiDocument6 pagesAlbatexdsiShahzad Raza100% (1)
- Burton Creek State Park MapDocument2 pagesBurton Creek State Park MapCalifornia State ParksNo ratings yet
- Msds Potassium IodideDocument2 pagesMsds Potassium IodidewestislandcuzNo ratings yet