You might also like
- Woodworking - Basics-Shopjigs PDFDocument4 pagesWoodworking - Basics-Shopjigs PDFv00d00blues100% (1)
- Kis Kertiház PDFDocument10 pagesKis Kertiház PDFRaidx2No ratings yet
- Foam Core Construction: Tools Tips and TricksDocument12 pagesFoam Core Construction: Tools Tips and TricksRohan KulkarniNo ratings yet
- 400 Full-Size Mini Clock PatternsDocument132 pages400 Full-Size Mini Clock PatternsErkan Kaya88% (8)
- DELTA 36-725 Contractor Table Saw ManualDocument96 pagesDELTA 36-725 Contractor Table Saw ManualProyecto ArgeliaNo ratings yet
- HAIR09C HAIR12C HAIR24C HAIR30C User ManualDocument27 pagesHAIR09C HAIR12C HAIR24C HAIR30C User ManualUEE100% (1)
- Woodcraft Magazine - Issue #074 - Dec, .Jan 2017 - Build This Beautifull Flat Pack TreeDocument76 pagesWoodcraft Magazine - Issue #074 - Dec, .Jan 2017 - Build This Beautifull Flat Pack TreeKen Lock33% (3)
- Fast and Easy Hot Glue Book BindingDocument9 pagesFast and Easy Hot Glue Book Bindingmike100% (1)
- Build Your Own Inexpensive Dollhouse: With One Sheet of 4' by 8' Plywood and Home ToolsFrom EverandBuild Your Own Inexpensive Dollhouse: With One Sheet of 4' by 8' Plywood and Home ToolsRating: 4.5 out of 5 stars4.5/5 (3)
- Sanding BlockDocument3 pagesSanding BlockOlavo Pastore100% (1)
- Scenery Rkshop: Basic Terrain Part 1: Making Your Own Trees and WoodsDocument1 pageScenery Rkshop: Basic Terrain Part 1: Making Your Own Trees and WoodsScott Persons100% (3)
- Cardboard Computer DeskDocument8 pagesCardboard Computer Deskriverbendfc100% (1)
- Buying Wood: All AboutDocument4 pagesBuying Wood: All AboutsossieNo ratings yet
- 227 Penfold Beginners Guide To Building Electronic Projects PDFDocument116 pages227 Penfold Beginners Guide To Building Electronic Projects PDFchakri278No ratings yet
- Wooden Toy Spacecraft: Explore the Galaxy & Beyond with 13 Easy-to-Make Woodworking ProjectsFrom EverandWooden Toy Spacecraft: Explore the Galaxy & Beyond with 13 Easy-to-Make Woodworking ProjectsRating: 5 out of 5 stars5/5 (1)
- Sandbags 001 PDFDocument4 pagesSandbags 001 PDFBrian100% (1)
- WJ149 Steamer Trunk Dresser PDFDocument9 pagesWJ149 Steamer Trunk Dresser PDFroose1100% (2)
- DIY Backyard Games: 13 Projects to Make for Weekend Family FunFrom EverandDIY Backyard Games: 13 Projects to Make for Weekend Family FunNo ratings yet
- How To Build A Wood Paddle BoardDocument8 pagesHow To Build A Wood Paddle BoardJavi JaviNo ratings yet
- Plywood, Particle Board, MDF, Hardboard..Document11 pagesPlywood, Particle Board, MDF, Hardboard..sustipan_StNo ratings yet
- Gun Vises For Almost Nothin..Document4 pagesGun Vises For Almost Nothin..bulkmail5784No ratings yet
- Jig Maker's Toolkit: Stock Up On This Ti Me-Saving Collecti On of Important IngredientsDocument6 pagesJig Maker's Toolkit: Stock Up On This Ti Me-Saving Collecti On of Important IngredientsJd Diaz100% (1)
- Low Cherry Bookcase: © 2013 August Home Publishing CoDocument12 pagesLow Cherry Bookcase: © 2013 August Home Publishing CoGeorge BoyleNo ratings yet
- Router Bit Guide and CabinetDocument11 pagesRouter Bit Guide and CabinetBrian Yannetti100% (1)
- A Survey of Hinges: Benjamin ElbelDocument6 pagesA Survey of Hinges: Benjamin Elbelamicoadriano100% (1)
- Wood Shells - A New Art Form: Steve GarrisonDocument43 pagesWood Shells - A New Art Form: Steve GarrisonRileyNo ratings yet
- Chapter (4) Wood ProductsDocument35 pagesChapter (4) Wood ProductsMin Htet MyintNo ratings yet
- Wooden Surfboard ManualDocument73 pagesWooden Surfboard Manualmacastillo07100% (1)
- EngineeringDocument28 pagesEngineeringJames Hughes100% (1)
- Let's Make A Crokinole Board!: by GeekswoodshopDocument14 pagesLet's Make A Crokinole Board!: by GeekswoodshopManuel TorresNo ratings yet
- The Ultimate Guide: To Working With King StarboardDocument27 pagesThe Ultimate Guide: To Working With King Starboardrcorwin13No ratings yet
- Match Making FrameDocument5 pagesMatch Making FrameOlindo D'AndreaNo ratings yet
- Model Planes From PlansDocument31 pagesModel Planes From PlansBill KuhlNo ratings yet
- How To Make A Skateboard (With Pictures) - WikiHowDocument10 pagesHow To Make A Skateboard (With Pictures) - WikiHowNelastaBandeiraNo ratings yet
- McFeelysB2C ScrewposterDocument1 pageMcFeelysB2C ScrewposterDaniel WatkinsNo ratings yet
- Star Cutting ToolsDocument4 pagesStar Cutting ToolsOlindo D'AndreaNo ratings yet
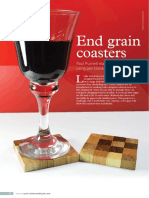
- End Grain Coasters: Paul Purnell Makes Coasters Using Pen BlanksDocument4 pagesEnd Grain Coasters: Paul Purnell Makes Coasters Using Pen Blanks3billy3No ratings yet
- Tambour Cabinet PlanDocument8 pagesTambour Cabinet Planvidawo1012No ratings yet
- Jayson Merrill - Origami Aircraft - 2006 enDocument6 pagesJayson Merrill - Origami Aircraft - 2006 enPaulinho OliveiraNo ratings yet
- Floppy DiskDocument4 pagesFloppy DiskGokul RajeshNo ratings yet
- Manufactured BoardsDocument29 pagesManufactured Boardsapi-341200208No ratings yet
- Film Canister Shells: Beginner Project..Document4 pagesFilm Canister Shells: Beginner Project..olindo d'andreaNo ratings yet
- Wooden Book Press: Materials RequiredDocument3 pagesWooden Book Press: Materials RequiredRiccardo MuccardoNo ratings yet
- Modelling Materials: Chipboard, Plywood and MDFDocument5 pagesModelling Materials: Chipboard, Plywood and MDFJohnny Austine NnebeNo ratings yet
- Group 1Document11 pagesGroup 1api-273414174No ratings yet
- 4in Color ShellDocument13 pages4in Color Shellolindo d'andreaNo ratings yet
- Wooden Mini Router Base For Rotary Tool (With Cardboard Prototype)Document14 pagesWooden Mini Router Base For Rotary Tool (With Cardboard Prototype)Rodrigo Meléndez ContrerasNo ratings yet
- How To: Block Print Fabric With A Wood Block Stamp (Wood Print Block) Like A Traditional Indian ArtisanDocument9 pagesHow To: Block Print Fabric With A Wood Block Stamp (Wood Print Block) Like A Traditional Indian ArtisanA Trade For A TradeNo ratings yet
- Planer 1Document8 pagesPlaner 1api-542423611No ratings yet
- Group 1Document11 pagesGroup 1api-266986265No ratings yet
- Group 1Document11 pagesGroup 1api-266948758No ratings yet
- Cutting Board 1Document2 pagesCutting Board 1TCOgünNo ratings yet
- Disadvantages of WPC BoardDocument32 pagesDisadvantages of WPC BoardvidhiNo ratings yet
- Ultimate Wooden CrateDocument17 pagesUltimate Wooden CrateJesse WaddleNo ratings yet
- Abc of Folding Carton Substrates PDFDocument3 pagesAbc of Folding Carton Substrates PDFManuel LaneNo ratings yet
- Deep Hole in A Small Box, A Different Take On The Infinity MirrorDocument19 pagesDeep Hole in A Small Box, A Different Take On The Infinity MirrorRodrigoNo ratings yet
- 1.75in Vacu-Form MoldsDocument6 pages1.75in Vacu-Form Moldsolindo d'andreaNo ratings yet
- Particle BoardDocument4 pagesParticle BoardAssassin's j :uNo ratings yet
- Straw Rockets SampleDocument18 pagesStraw Rockets Sampleaaguiar1No ratings yet
- Children's Toys and Games BookletDocument17 pagesChildren's Toys and Games Bookletbennessiblina2003No ratings yet
- Introduction To Carpentry:: All About WoodDocument2 pagesIntroduction To Carpentry:: All About WoodRodolfo MaddelaNo ratings yet
- FloppydiskdriveDocument13 pagesFloppydiskdriveIpsha GuhaNo ratings yet
- Handbook of Damage Control - Part 9Document38 pagesHandbook of Damage Control - Part 9Banu KahramanNo ratings yet
- Ultimate Star RollerDocument8 pagesUltimate Star RollerOlindo D'AndreaNo ratings yet
- Star Cutting ToolsDocument4 pagesStar Cutting ToolsOlindo D'AndreaNo ratings yet
- Shell Builders WorkbenchDocument6 pagesShell Builders WorkbenchOlindo D'AndreaNo ratings yet
- Simple Spiking Horses You Can Build: Tool Tip..Document4 pagesSimple Spiking Horses You Can Build: Tool Tip..Olindo D'AndreaNo ratings yet
- Crossette Productivity Tools: Tool Tip..Document11 pagesCrossette Productivity Tools: Tool Tip..Olindo D'AndreaNo ratings yet
- Build Your Own Corning Machine: Tool Tip..Document9 pagesBuild Your Own Corning Machine: Tool Tip..Olindo D'AndreaNo ratings yet
- 4in Comet PumpDocument6 pages4in Comet PumpOlindo D'AndreaNo ratings yet
- Making A Cross Match Punch: Tool Tip..Document2 pagesMaking A Cross Match Punch: Tool Tip..Olindo D'AndreaNo ratings yet
- DW715 TYPE 2 Part ListDocument6 pagesDW715 TYPE 2 Part ListEdisOn TelloNo ratings yet
- Px-Series Retailer Assembly ManualDocument23 pagesPx-Series Retailer Assembly ManualAlexander ValladaresNo ratings yet
- Precision 10 12 To 10 54 European Test DataDocument19 pagesPrecision 10 12 To 10 54 European Test DataDaniel PeluffoNo ratings yet
- Cnas Nov14Document6 pagesCnas Nov14Re ZelNo ratings yet
- Ficha Tecnicas Controlador de Carga MPPT-150-70Document1 pageFicha Tecnicas Controlador de Carga MPPT-150-70Mathías Huillca CameronNo ratings yet
- ODF Catalog SheetDocument3 pagesODF Catalog Sheetmahboob alamNo ratings yet
- Sensors and InstrumentationDocument8 pagesSensors and InstrumentationPranav GuptaNo ratings yet
- Bahir Dar Institute of Technology (BIT) Introduction To Robotics and AutomationDocument24 pagesBahir Dar Institute of Technology (BIT) Introduction To Robotics and AutomationBelayneh BirhanNo ratings yet
- Heilemed Zeagr Medical Anamnesis Set I SpecDocument8 pagesHeilemed Zeagr Medical Anamnesis Set I SpecanggaNo ratings yet
- Hangers: Wellhead Control Products, IncDocument8 pagesHangers: Wellhead Control Products, Incclaudio godinezNo ratings yet
- Manual de Instalación-Mátix GoDocument28 pagesManual de Instalación-Mátix GoJorge Marcio Castañeda OrtegaNo ratings yet
- Force CalibrationDocument18 pagesForce CalibrationShiya PatelNo ratings yet
- Ultrasonic Thickness MMTDocument7 pagesUltrasonic Thickness MMTashoksanNo ratings yet
- NVMD 9000 enDocument220 pagesNVMD 9000 enEhsan MohammadiNo ratings yet
- WE Energies Facility Planning Guide: Book1: UndergroundservicesDocument32 pagesWE Energies Facility Planning Guide: Book1: UndergroundservicesfranklynberryNo ratings yet
- Flow Amplifier PB9992Document2 pagesFlow Amplifier PB9992mauricio suarezNo ratings yet
- Computer System ComponentsDocument34 pagesComputer System ComponentsJhon Vincent GaytaNo ratings yet
- Ceig DairyDocument10 pagesCeig DairyAmeerNo ratings yet
- CruserDocument9 pagesCruserMaulana RakhmanNo ratings yet
- View B-B Insulation Kit: Methanator AssemblyDocument1 pageView B-B Insulation Kit: Methanator AssemblyfabyanoNo ratings yet
- FP 08825 m.2.0Document2 pagesFP 08825 m.2.0alijazizaibNo ratings yet
- TW Three-Port Self-Acting Control Valve For Liquid Systems: DescriptionDocument2 pagesTW Three-Port Self-Acting Control Valve For Liquid Systems: DescriptionSenol SeidaliNo ratings yet
- User's Manual: FX - 4DA Analog Output BlockDocument6 pagesUser's Manual: FX - 4DA Analog Output BlockTrần Thanh TiếnNo ratings yet
- LC202Document2 pagesLC202erwincalvo0% (1)
- Saj InverterDocument47 pagesSaj Invertersafwan Hamood MakhbashNo ratings yet
- 13 SH Cutting Tools R11Document65 pages13 SH Cutting Tools R11Richard ZawNo ratings yet
- Earth / Ground Test (Version 1) : Za'immul Na'imDocument4 pagesEarth / Ground Test (Version 1) : Za'immul Na'imMd Rodi BidinNo ratings yet