You might also like
- Welding - Hot WorkDocument4 pagesWelding - Hot WorkCalman Khan100% (1)
- Linkedin: Main Content Starts BelowDocument14 pagesLinkedin: Main Content Starts BelowShakeel AhmedNo ratings yet
- UNC Hot Work Safety PolicyDocument19 pagesUNC Hot Work Safety Policytheblues2708No ratings yet
- Welding and Cutting Safety Procedure: PurposeDocument27 pagesWelding and Cutting Safety Procedure: PurposeCariPasanganShalihahNo ratings yet
- WELDING AND CUTTING SAFETYDocument14 pagesWELDING AND CUTTING SAFETYinfos2magi856No ratings yet
- Welding ProcedureDocument14 pagesWelding Procedureamirhazwan100% (2)
- Hot Work Policy FS 15Document8 pagesHot Work Policy FS 15sunil92lNo ratings yet
- Hot Work: Standard Operating ProceduresDocument4 pagesHot Work: Standard Operating Proceduresdroffilcz27No ratings yet
- Welding and Cutting Safety Procedure: PurposeDocument14 pagesWelding and Cutting Safety Procedure: PurposeadrianNo ratings yet
- Welding Guidelines 20180225Document8 pagesWelding Guidelines 20180225Raj BrabhuNo ratings yet
- Learn SMAW Welding SafetyDocument49 pagesLearn SMAW Welding SafetyEgghead YTCNo ratings yet
- Hot Work Procedure 2021Document8 pagesHot Work Procedure 2021Wan Ahmad FaaizunNo ratings yet
- Hot Work Safety GuideDocument7 pagesHot Work Safety Guideafifmahfud09No ratings yet
- BTEC Assignment - Unit 23Document11 pagesBTEC Assignment - Unit 23Muthu Rajan100% (1)
- BODYDocument3 pagesBODYSean Kenneth RosarosoNo ratings yet
- Hot Work Safety GuideDocument4 pagesHot Work Safety GuideMesa MesaNo ratings yet
- Cutting / Welding & Hot Work: Master Builders of IowaDocument38 pagesCutting / Welding & Hot Work: Master Builders of IowaDee DeeNo ratings yet
- WeldingandCuttingSafety SOPDocument9 pagesWeldingandCuttingSafety SOPNanthawat BabybebNo ratings yet
- Jsa For Weld and GrindingDocument6 pagesJsa For Weld and GrindingTanzeel LiaqatNo ratings yet
- 17 WeldingDocument18 pages17 WeldingMohan PrasadNo ratings yet
- WeldingDocument4 pagesWeldingAsan IbrahimNo ratings yet
- Hot Works SafetyDocument33 pagesHot Works Safetypammu18No ratings yet
- Methodology - Hot WorksDocument5 pagesMethodology - Hot WorksPortia IbiasNo ratings yet
- Hot Work Permit ProceduresDocument9 pagesHot Work Permit ProceduresFerdinand M. TurbanosNo ratings yet
- Welding SafetyDocument17 pagesWelding SafetySETIAJI WIBAWANo ratings yet
- Welding Safety PrecautionsDocument11 pagesWelding Safety PrecautionssivaNo ratings yet
- Sample Safety Training and Instruction Program: Welding & CuttingDocument54 pagesSample Safety Training and Instruction Program: Welding & CuttingZhirinovsky Jonathan Tarang100% (1)
- Warranty KrisbowDocument4 pagesWarranty KrisbowAlif Rahmat FebriantoNo ratings yet
- Welding and Cutting S.O.P. 3FDocument14 pagesWelding and Cutting S.O.P. 3FAlnurhakim Hebat100% (1)
- Hot Work Safety GuideDocument8 pagesHot Work Safety Guidecic engineeringNo ratings yet
- Chapter 3 Other Opeeration Pdis 105-1Document38 pagesChapter 3 Other Opeeration Pdis 105-1md maroofNo ratings yet
- Hot Works Safety AnalysisDocument8 pagesHot Works Safety AnalysisUğur BilenNo ratings yet
- Hot Work Policy 2010Document5 pagesHot Work Policy 2010vinoz2022 regNo ratings yet
- BRIEFING ON HSE DM Water TankDocument7 pagesBRIEFING ON HSE DM Water Tankssb goddaNo ratings yet
- United Mining Industries "Health Safety and Environment General Rules"Document139 pagesUnited Mining Industries "Health Safety and Environment General Rules"Jakaria Al-MahmudNo ratings yet
- Fire & SafetyDocument18 pagesFire & SafetyBalakumar67% (3)
- Nebosh Igc-2 Important Questions and Answers: Element 6Document6 pagesNebosh Igc-2 Important Questions and Answers: Element 6Wafula RobertNo ratings yet
- Safe Work Permits in Malaysia's Welding IndustryDocument4 pagesSafe Work Permits in Malaysia's Welding Industrysarah sharilNo ratings yet
- Company Welding ManualDocument10 pagesCompany Welding ManuallipNo ratings yet
- #1 Welding SafetyDocument78 pages#1 Welding SafetyHakim Yahiaoui100% (1)
- Fire ServiceDocument4 pagesFire ServiceFarouq LawalNo ratings yet
- Welding Safety ProceduresDocument8 pagesWelding Safety ProceduresSantiago Medina OrtegaNo ratings yet
- Safety Guidelines For Iron & Steel Sector Gas Cutting & Gas Welding 1. ObjectiveDocument15 pagesSafety Guidelines For Iron & Steel Sector Gas Cutting & Gas Welding 1. ObjectiveCE20B1010 AmulyaNo ratings yet
- Use of Master Builders Generic Safe Work Method StatementsDocument7 pagesUse of Master Builders Generic Safe Work Method StatementsJonasNo ratings yet
- Online Self-Study: UNC Hot Work Permit Program Safety TrainingDocument71 pagesOnline Self-Study: UNC Hot Work Permit Program Safety TrainingJarrett MathewsNo ratings yet
- Hot Work at Height and From Scaffolding Presents Special Hazards. Additional Requirements Are NeededDocument2 pagesHot Work at Height and From Scaffolding Presents Special Hazards. Additional Requirements Are Neededテレブリコ ジェファーソンNo ratings yet
- Fact Sheet Do You Know The Dangers of Hot Work Activities?: Case Study 1Document4 pagesFact Sheet Do You Know The Dangers of Hot Work Activities?: Case Study 1SBNo ratings yet
- Fire Prevention Plan: Provided As A Public Service byDocument16 pagesFire Prevention Plan: Provided As A Public Service byAnonymous ycFeyuLAtNo ratings yet
- Hot Work Procedure, WHSPRO-010 CMDocument3 pagesHot Work Procedure, WHSPRO-010 CMmyo lwinNo ratings yet
- Welding and Hot Work Safety Plan SummaryDocument16 pagesWelding and Hot Work Safety Plan SummaryRicardo DalisayNo ratings yet
- Hot Work ProcedureDocument6 pagesHot Work ProcedureSCOTTNo ratings yet
- Safety Code For Gas Cutting & Gas WeldingDocument15 pagesSafety Code For Gas Cutting & Gas WeldingCh UdayNo ratings yet
- Safety Hot Work ProgramDocument10 pagesSafety Hot Work ProgramkevinNo ratings yet
- OSHA Oil and Gas Well Drilling and Servicing eToolDocument4 pagesOSHA Oil and Gas Well Drilling and Servicing eToolIne Nurista100% (1)
- Working at Different LevelsDocument3 pagesWorking at Different LevelsrutvikNo ratings yet
- Ace Hot Work Permit Application Form PDFDocument3 pagesAce Hot Work Permit Application Form PDFkevin100% (1)
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
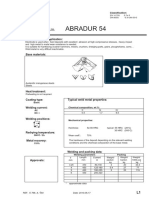
- Description and Application:: ClassificationDocument1 pageDescription and Application:: Classificationmohamed AdelNo ratings yet
- Amtec 3 Cast IronDocument1 pageAmtec 3 Cast Ironmohamed AdelNo ratings yet
- Ama 1008 A - enDocument1 pageAma 1008 A - enmohamed AdelNo ratings yet
- Amtec 8 Gouging RODDocument1 pageAmtec 8 Gouging RODmohamed AdelNo ratings yet
- Aluminium Alloy Solid MIG - TIG WireDocument4 pagesAluminium Alloy Solid MIG - TIG Wiremohamed AdelNo ratings yet
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Abratec 6710 XHD: WeldingDocument2 pagesAbratec 6710 XHD: WeldingAravind rajNo ratings yet
- Amtec 1 Cast IronDocument1 pageAmtec 1 Cast Ironmohamed AdelNo ratings yet
- Abratec 6715: WeldingDocument2 pagesAbratec 6715: Weldingmohamed AdelNo ratings yet
- Material Safety Data Sheet: I. Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I. Product Identificationmohamed AdelNo ratings yet
- SDS Caustic Soda Flakes Safety Data SheetDocument7 pagesSDS Caustic Soda Flakes Safety Data Sheetmohamed AdelNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Abradur 54: Description and ApplicationDocument1 pageAbradur 54: Description and Applicationmohamed AdelNo ratings yet
- 1%Ni Low Alloy Steel for Improved ToughnessDocument4 pages1%Ni Low Alloy Steel for Improved Toughnessmohamed AdelNo ratings yet
- Eczacýbaþý - Lincoln Electric: KOBATEK ProductsDocument52 pagesEczacýbaþý - Lincoln Electric: KOBATEK Productsmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- High Strength Low Alloy Welding ConsumablesDocument5 pagesHigh Strength Low Alloy Welding Consumablesmohamed AdelNo ratings yet
- Aluminum Msds 8-05Document3 pagesAluminum Msds 8-05mohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument4 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Material Safety Data Sheet: I. Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I. Product Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument6 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument6 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument5 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Flux cored stainless steel electrodes SDSDocument8 pagesFlux cored stainless steel electrodes SDSmohamed AdelNo ratings yet
- Narrative Report On Catch Up Friday ReadingDocument2 pagesNarrative Report On Catch Up Friday ReadingNova Mae AgraviadorNo ratings yet
- UFO FILES Black Box Ufo SecretsDocument10 pagesUFO FILES Black Box Ufo SecretsNomad XNo ratings yet
- Impact of Government Expenditure On Human Capital Development (1990-2022)Document55 pagesImpact of Government Expenditure On Human Capital Development (1990-2022)malijessica907No ratings yet
- Radproduction Chapter 2-9Document276 pagesRadproduction Chapter 2-9Christian DioNo ratings yet
- ARP 598, D, 2016, Microscopic SizingDocument17 pagesARP 598, D, 2016, Microscopic SizingRasoul gholinia kiviNo ratings yet
- Mass TransportationDocument20 pagesMass Transportationyoyo_8998No ratings yet
- Guidelines For Synopsis & Dissertation-DefenseDocument10 pagesGuidelines For Synopsis & Dissertation-DefenseRajni KumariNo ratings yet
- Samuel Mendez, "Health Equity Rituals: A Case For The Ritual View of Communication in An Era of Precision Medicine"Document227 pagesSamuel Mendez, "Health Equity Rituals: A Case For The Ritual View of Communication in An Era of Precision Medicine"MIT Comparative Media Studies/WritingNo ratings yet
- Practice Exercise For Final Assessment 2221Document3 pagesPractice Exercise For Final Assessment 2221Guneet Singh ChawlaNo ratings yet
- M-2 AIS Installation Manual ContentDocument57 pagesM-2 AIS Installation Manual ContentAdi PrasetyoNo ratings yet
- Modular Kitchen AnalysisDocument3 pagesModular Kitchen AnalysisGhanithan SubramaniamNo ratings yet
- BERGSTROM, Karl Jones. Playing For Togetherness (Tese)Document127 pagesBERGSTROM, Karl Jones. Playing For Togetherness (Tese)Goshai DaianNo ratings yet
- CMO Olympiad Book For Class 3Document13 pagesCMO Olympiad Book For Class 3Srividya BaiNo ratings yet
- Distributed Oracle EAM - A White PaperDocument38 pagesDistributed Oracle EAM - A White PaperrpgudlaNo ratings yet
- Articulo SDocument11 pagesArticulo SGABRIELANo ratings yet
- The PersonalityDocument7 pagesThe PersonalityMeris dawatiNo ratings yet
- Informatica Mapping ScenariosDocument81 pagesInformatica Mapping ScenariosSri Kanth SriNo ratings yet
- Ch1 - A Perspective On TestingDocument41 pagesCh1 - A Perspective On TestingcnshariffNo ratings yet
- Rizal's Works Inspire Filipino PrideDocument2 pagesRizal's Works Inspire Filipino PrideItzLian SanchezNo ratings yet
- Economical Operation of Nuclear PlantsDocument10 pagesEconomical Operation of Nuclear PlantsArun PatilNo ratings yet
- Gathering Statistical DataDocument8 pagesGathering Statistical DataianNo ratings yet
- Eugene A. Nida - Theories of TranslationDocument15 pagesEugene A. Nida - Theories of TranslationYohanes Eko Portable100% (2)
- Alfa Laval DecanterDocument16 pagesAlfa Laval DecanterAKSHAY BHATKARNo ratings yet
- SPOT X DevDocument52 pagesSPOT X DevJaoNo ratings yet
- General Appraiser Market Analysis and Highest & Best Use-Schedule PDFDocument7 pagesGeneral Appraiser Market Analysis and Highest & Best Use-Schedule PDFadonisghlNo ratings yet
- Tecnair Close Control Catalog 0213Document36 pagesTecnair Close Control Catalog 0213Uzman HassanNo ratings yet
- Basic Vacuum Theory PDFDocument17 pagesBasic Vacuum Theory PDFada guevarraNo ratings yet
- Python Quals PytestDocument4 pagesPython Quals PytestAnkit RathoreNo ratings yet
- Valve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerDocument10 pagesValve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerIAES IJAINo ratings yet
- SIGA Monitoring ToolDocument3 pagesSIGA Monitoring ToolMhalou Jocson EchanoNo ratings yet