You might also like
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- 11⁄4Cr-1⁄2Mo Steel Welding Electrodes Data SheetDocument7 pages11⁄4Cr-1⁄2Mo Steel Welding Electrodes Data Sheetanon_928750560No ratings yet
- Consumables For E911 Crmo Steel: En/Din AstmDocument3 pagesConsumables For E911 Crmo Steel: En/Din Astmmohamed AdelNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Metrode Cryogenic 308lcf B-37Document5 pagesMetrode Cryogenic 308lcf B-37Claudia MmsNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- Metrode Cryogenic ER316 B-38Document5 pagesMetrode Cryogenic ER316 B-38Claudia MmsNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Document2 pagesUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNo ratings yet
- 1564 Fox Ev 85 ElettrodoDocument1 page1564 Fox Ev 85 ElettrodoAminNo ratings yet
- D-70 Cupronickel Rev 06Document3 pagesD-70 Cupronickel Rev 06Luis Gustavo AndradeNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- P91 - Modified 9crmo: Data SheetDocument7 pagesP91 - Modified 9crmo: Data SheetpbanerjeeNo ratings yet
- Data Sheet for 16.8.2 Welding Consumables for High Temperature 3XXH Stainless SteelsDocument5 pagesData Sheet for 16.8.2 Welding Consumables for High Temperature 3XXH Stainless Steelsprabu prasadNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Metrode 410NiMo B-11Document4 pagesMetrode 410NiMo B-11Claudia MmsNo ratings yet
- All-position stainless steel electrode for difficult weldsDocument1 pageAll-position stainless steel electrode for difficult weldscwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelCarlos PadillaNo ratings yet
- item22-LNT 502Document1 pageitem22-LNT 502VVan TanNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Metrode Rail Welding Electrode Data SheetDocument1 pageMetrode Rail Welding Electrode Data SheetSyed AbudhakirNo ratings yet
- GMAW Solid Wire for High Temperature Steel WeldingDocument1 pageGMAW Solid Wire for High Temperature Steel Weldingदिनेश कुशवाहाNo ratings yet
- SMAW high-alloy electrode applicationsDocument1 pageSMAW high-alloy electrode applications2003vinayNo ratings yet
- Welding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeDocument3 pagesWelding Consumable DSMW-0024.1 - WokaDur - S80-Ni-TIG - ElectrodeJOLLY JAYA SENTOSANo ratings yet
- Welding Consumables For Hydro Power StationsDocument16 pagesWelding Consumables For Hydro Power StationsMohamed FaragNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- 78 PDFDocument1 page78 PDFGogo PNo ratings yet
- SAF Welding Cutting GuideDocument165 pagesSAF Welding Cutting GuideSelvem0% (1)
- Bohler Fox DMV 83 KB - SmawDocument1 pageBohler Fox DMV 83 KB - Smawsoft4gsmNo ratings yet
- MIP Bohler Welding Austwqrwq2332e3eddwria 98Document1 pageMIP Bohler Welding Austwqrwq2332e3eddwria 98maxi27No ratings yet
- M.M.A. welding electrode for Martensitic stainless steelsDocument1 pageM.M.A. welding electrode for Martensitic stainless steelscwiksjNo ratings yet
- Matching Alloy 625 Welding ConsumablesDocument5 pagesMatching Alloy 625 Welding Consumablesharan2000No ratings yet
- Fichas Tecnicas Gripple InglesDocument10 pagesFichas Tecnicas Gripple InglesAdelar GallasNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Cryogenic 308LCFDocument5 pagesCryogenic 308LCFslowmosquitoNo ratings yet
- Zeron 100 PDFDocument5 pagesZeron 100 PDFNAVANEETHNo ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNo ratings yet
- WB9009E M.M.A. Welding Electrode Product InformationDocument1 pageWB9009E M.M.A. Welding Electrode Product Informationlathasri78No ratings yet
- Inconel 112-DatasheetDocument1 pageInconel 112-DatasheetrobertNo ratings yet
- Weldwell Catalogue PDFDocument8 pagesWeldwell Catalogue PDFmitesh0% (1)
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- E8018 B8Document1 pageE8018 B8Issac GeorgeNo ratings yet
- Böhler C 9 Mv-Ig: DescriptionDocument1 pageBöhler C 9 Mv-Ig: DescriptionDaniel MikicNo ratings yet
- Data Sheet Aluminium 6061 t6 Group (H)Document7 pagesData Sheet Aluminium 6061 t6 Group (H)احمد نعيمNo ratings yet
- 1 4501 Super Duplex TubesDocument3 pages1 4501 Super Duplex TubesAlma JakirovićNo ratings yet
- General Mch. 1Document3 pagesGeneral Mch. 1Ahmed HaridiNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- High Tensile Strength Steel TIG Rod for Welding StructuresDocument2 pagesHigh Tensile Strength Steel TIG Rod for Welding StructuresImmalatulhusnaNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- Weldwell Catalogue 2015Document8 pagesWeldwell Catalogue 2015jaganelrNo ratings yet
- P91 - Modified 9crmo: Alloy TypeDocument7 pagesP91 - Modified 9crmo: Alloy TypeHanLe DuyNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Amtec 8 Gouging RODDocument1 pageAmtec 8 Gouging RODmohamed AdelNo ratings yet
- Amtec 1 Cast IronDocument1 pageAmtec 1 Cast Ironmohamed AdelNo ratings yet
- Description and Application:: ClassificationDocument1 pageDescription and Application:: Classificationmohamed AdelNo ratings yet
- Ama 1008 A - enDocument1 pageAma 1008 A - enmohamed AdelNo ratings yet
- Amtec 3 Cast IronDocument1 pageAmtec 3 Cast Ironmohamed AdelNo ratings yet
- Aluminium Alloy Solid MIG - TIG WireDocument4 pagesAluminium Alloy Solid MIG - TIG Wiremohamed AdelNo ratings yet
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelNo ratings yet
- Abratec 6710 XHD: WeldingDocument2 pagesAbratec 6710 XHD: WeldingAravind rajNo ratings yet
- 1%Ni Low Alloy Steel for Improved ToughnessDocument4 pages1%Ni Low Alloy Steel for Improved Toughnessmohamed AdelNo ratings yet
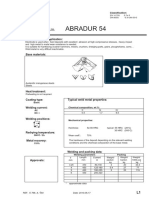
- Abradur 54: Description and ApplicationDocument1 pageAbradur 54: Description and Applicationmohamed AdelNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- Material Safety Data Sheet: I. Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I. Product Identificationmohamed AdelNo ratings yet
- SDS Caustic Soda Flakes Safety Data SheetDocument7 pagesSDS Caustic Soda Flakes Safety Data Sheetmohamed AdelNo ratings yet
- Abratec 6715: WeldingDocument2 pagesAbratec 6715: Weldingmohamed AdelNo ratings yet
- Aluminum Msds 8-05Document3 pagesAluminum Msds 8-05mohamed AdelNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Eczacýbaþý - Lincoln Electric: KOBATEK ProductsDocument52 pagesEczacýbaþý - Lincoln Electric: KOBATEK Productsmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument4 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Material Safety Data Sheet: I. Product IdentificationDocument2 pagesMaterial Safety Data Sheet: I. Product Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument6 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument5 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument6 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Safety Data Sheet: 1. Product and Company IdentificationDocument7 pagesSafety Data Sheet: 1. Product and Company Identificationmohamed AdelNo ratings yet
- Flux cored stainless steel electrodes SDSDocument8 pagesFlux cored stainless steel electrodes SDSmohamed AdelNo ratings yet
- HS Laser - KSMBDocument4 pagesHS Laser - KSMBMimih NunungNo ratings yet
- UBTEB PAPERS. Sep 02, 2022Document17 pagesUBTEB PAPERS. Sep 02, 2022Joshua BombiNo ratings yet
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Document18 pagesW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523ravi00098No ratings yet
- Asme CCase N-432Document4 pagesAsme CCase N-432julianmorantesNo ratings yet
- CSWIP 3.1 Welding Inspection NotesDocument102 pagesCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (32)
- Ronch 200MAX User ManualDocument13 pagesRonch 200MAX User ManualDareysi VicenteNo ratings yet
- Ewm1 32Document1 pageEwm1 32dinescNo ratings yet
- Ficha Tecnica Soldadora Miller Big Blue 800Document8 pagesFicha Tecnica Soldadora Miller Big Blue 800DavidNo ratings yet
- Development of Large-Capacity, Highly Efficient Welded Rotor For Steam TurbinesDocument6 pagesDevelopment of Large-Capacity, Highly Efficient Welded Rotor For Steam Turbinesdzikrie primaNo ratings yet
- Weld DefectsDocument30 pagesWeld DefectsShriram100% (1)
- Air Liquide Systems PDFDocument18 pagesAir Liquide Systems PDFharan2000No ratings yet
- ACCORDING TO EN ISO 9606-1:2013: ISO 9606-1 Ss NB 141 T BW Fm4 S s3.6 D60 PHDocument1 pageACCORDING TO EN ISO 9606-1:2013: ISO 9606-1 Ss NB 141 T BW Fm4 S s3.6 D60 PHAnup SharmaNo ratings yet
- c110 - Lincoln Electric Consumables 2014Document512 pagesc110 - Lincoln Electric Consumables 2014bardottNo ratings yet
- ISO 9606 Revised 4 SeptDocument34 pagesISO 9606 Revised 4 Septaravindan100% (5)
- RRB Notice For COE Courses For ALP & TechnicianDocument2 pagesRRB Notice For COE Courses For ALP & TechnicianKabya SrivastavaNo ratings yet
- Yasir Siddiqui CVDocument4 pagesYasir Siddiqui CVyasir1989No ratings yet
- BS en 12070 (2000)Document13 pagesBS en 12070 (2000)vuthuy94No ratings yet
- Aircraft Structures Repair LabDocument16 pagesAircraft Structures Repair Labmaheshj90No ratings yet
- BS 7570 2000 - 2Document18 pagesBS 7570 2000 - 2Yousab CreatorNo ratings yet
- TACOM Weld Code - Alumn (12472301A)Document123 pagesTACOM Weld Code - Alumn (12472301A)mtcengineeringNo ratings yet
- 10-DP-D704.12 6 2Document40 pages10-DP-D704.12 6 2Chechae ChaerikaNo ratings yet
- 4919 Filarc KatalogDocument144 pages4919 Filarc Katalognasif andriantoNo ratings yet
- An Experimental Comparative Review - PK NanavatiDocument9 pagesAn Experimental Comparative Review - PK NanavatiPurvesh NanavatiNo ratings yet
- Buddy Arc 180Document20 pagesBuddy Arc 180costelchelariuNo ratings yet
- Final Report (Internship)Document69 pagesFinal Report (Internship)Mark Jet100% (1)
- Alloy 4047 Weld Data SheetDocument2 pagesAlloy 4047 Weld Data SheetMarcoAntonioNo ratings yet
- Migsonic200cvcc Service Manual PDFDocument65 pagesMigsonic200cvcc Service Manual PDFAnonymous nC9gpUWPNo ratings yet
- July Sept 2017Document20 pagesJuly Sept 2017haran2000No ratings yet
- ASMe Sec2 PartcDocument53 pagesASMe Sec2 PartcSARSAN NDTNo ratings yet
- Design and Fabrication of Formula Style Vehicle for Formula Bharat 2018Document75 pagesDesign and Fabrication of Formula Style Vehicle for Formula Bharat 2018Ratik GaonkarNo ratings yet