You might also like
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Handbook MetrodeDocument371 pagesHandbook Metrodejf2587No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Purification Table InstructionDocument1 pagePurification Table Instructionapi-3744715100% (3)
- DSM-0329.1 WokaDur NiE ElectrodeDocument4 pagesDSM-0329.1 WokaDur NiE ElectrodeAlireza KhodabandehNo ratings yet
- DSMTS-0010.6 ZN WireDocument4 pagesDSMTS-0010.6 ZN WireMario Cortes FariasNo ratings yet
- Piping Inspection 22.01.2020Document72 pagesPiping Inspection 22.01.2020KarthikNo ratings yet
- Astm A182 A182m f904lDocument1 pageAstm A182 A182m f904lestimationNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument6 pagesStandard Specification For Hot Dip GalvanizingKrunal PanchalNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- Sandvik WeldingDocument3 pagesSandvik WeldingRam KadamNo ratings yet
- Hot Dip Galvanized Information Sheet No.7Document7 pagesHot Dip Galvanized Information Sheet No.7mostafaNo ratings yet
- Kavish DesaiDocument33 pagesKavish DesaiKavish DesaiNo ratings yet
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDocument5 pagesBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodNo ratings yet
- Datasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1Document3 pagesDatasheet-Sandvik-188mn-En-V2017-10-17 10 - 15 Version 1szystNo ratings yet
- Data Sheet A-12Document7 pagesData Sheet A-12anon_928750560No ratings yet
- Cartech 321 Stainless: IdentificationDocument4 pagesCartech 321 Stainless: Identificationsaeedmahboob05No ratings yet
- Ficha Tecnica Metcoloy FeCr StainlessSteel WireDocument4 pagesFicha Tecnica Metcoloy FeCr StainlessSteel WireANDRES DOMINGUEZNo ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- High Strength Ni-Mo Low AlloyDocument5 pagesHigh Strength Ni-Mo Low Alloymohamed AdelNo ratings yet
- PlugDocument2 pagesPlugJalal AlbadriNo ratings yet
- Manganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?Document3 pagesManganese Steel: Hard, Abrasive and Unique Are Some of The Qualities Our Manganese Steel Can Be, What Do You Need?hhNo ratings yet
- DSMTS-0108.1 WC10Ni5Cr AggSintDocument3 pagesDSMTS-0108.1 WC10Ni5Cr AggSintpawoe3064No ratings yet
- TS200 Manual SML 1 PDFDocument32 pagesTS200 Manual SML 1 PDFTimNo ratings yet
- Inconel 112-DatasheetDocument1 pageInconel 112-DatasheetrobertNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Experimental Analysis of Friction Welding For Dissimilar MetalsDocument45 pagesExperimental Analysis of Friction Welding For Dissimilar MetalsSumaiya BegamNo ratings yet
- TDS 351do enDocument1 pageTDS 351do enMumkoNo ratings yet
- A-23 WB36 Rev 03 15NiCuMoNb5 MicrostructureDocument4 pagesA-23 WB36 Rev 03 15NiCuMoNb5 Microstructuremavis16No ratings yet
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNo ratings yet
- CF10MC (1.4571)Document3 pagesCF10MC (1.4571)Gilcimar Cavalcante GilcimarNo ratings yet
- DSMTS-0032.5 FeCr StainlessSteel WireDocument4 pagesDSMTS-0032.5 FeCr StainlessSteel WireJesus D. Gutierrez G.No ratings yet
- Welding Processes & InspectionDocument52 pagesWelding Processes & InspectionKaung Htet Cho100% (1)
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- URB25Document4 pagesURB25malika_00No ratings yet
- Creepresistant Hightemperature FCAW ENGDocument12 pagesCreepresistant Hightemperature FCAW ENGRuben Dario Mamani ArellanoNo ratings yet
- DSM-0310.0 WC10Co4Cr SintCrushDocument3 pagesDSM-0310.0 WC10Co4Cr SintCrushNabil SalimNo ratings yet
- Strenx 700 MC: Advanced High Strength SteelDocument2 pagesStrenx 700 MC: Advanced High Strength SteeldbaNo ratings yet
- PWE - Portable - WELD 1000W (Final) PDFDocument5 pagesPWE - Portable - WELD 1000W (Final) PDFChitMoeNo ratings yet
- Welding Inspection: Consumables Course Reference WIS 5Document29 pagesWelding Inspection: Consumables Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- Austenitic ST - St. 1.4372 (AISI 201)Document1 pageAustenitic ST - St. 1.4372 (AISI 201)pipedown456No ratings yet
- Magna 770Document20 pagesMagna 770கோகுல் இராNo ratings yet
- Technical Datasheet: Engineering SteelDocument1 pageTechnical Datasheet: Engineering SteelKarimulla ShaikNo ratings yet
- Stick Electrodes For Welding of Stainless Steels: Part NumberDocument19 pagesStick Electrodes For Welding of Stainless Steels: Part NumberAyman RiyadhNo ratings yet
- En 8Document1 pageEn 8Devendera TripathiNo ratings yet
- KObelco Rods 202-209Document4 pagesKObelco Rods 202-209dedikartiwa_dkNo ratings yet
- Westlock 316 Silver BulletDocument3 pagesWestlock 316 Silver BulletSunil RajNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanNo ratings yet
- Tseng 2013Document8 pagesTseng 2013coolmanbalu123No ratings yet
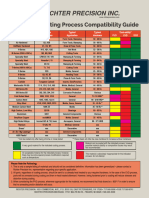
- Material Coating Process Compatibility Guide 2021Document2 pagesMaterial Coating Process Compatibility Guide 2021max8086No ratings yet
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterNo ratings yet
- 36CrB4 Rod - Wire Rev4 PDFDocument6 pages36CrB4 Rod - Wire Rev4 PDFKarthi KeyanNo ratings yet
- Kennametal Stellite - Cored Weld Wire DatasheetDocument2 pagesKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNo ratings yet
- Material Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsDocument3 pagesMaterial Product Data Sheet Amdry 400 Braze Filler Metal: Quick FactsJ. BangjakNo ratings yet
- Benefect DW SpecDocument2 pagesBenefect DW SpecJOLLY JAYA SENTOSANo ratings yet
- 15-20 Tons Per Hour NPK Compound Fertilizer Production LineDocument9 pages15-20 Tons Per Hour NPK Compound Fertilizer Production LineJOLLY JAYA SENTOSANo ratings yet
- Quotation Reconditioned of Wet Ball MillDocument2 pagesQuotation Reconditioned of Wet Ball MillJOLLY JAYA SENTOSANo ratings yet
- S Curve & PlanningDocument1 pageS Curve & PlanningJOLLY JAYA SENTOSANo ratings yet
- Compro Saj 2022 - 19102022Document51 pagesCompro Saj 2022 - 19102022JOLLY JAYA SENTOSANo ratings yet
- Eureka SMF1000 V.2020 04Document2 pagesEureka SMF1000 V.2020 04JOLLY JAYA SENTOSANo ratings yet
- Hammer Mills: Advantages FeaturesDocument2 pagesHammer Mills: Advantages FeaturesJOLLY JAYA SENTOSANo ratings yet
- NORMA Americas: Distribution Services Product CatalogDocument53 pagesNORMA Americas: Distribution Services Product CatalogMICHAEL MONGUINo ratings yet
- Control of Substances Hazardous To HealthDocument11 pagesControl of Substances Hazardous To HealthAshraf GamalNo ratings yet
- (##) Three in One Air Conditioner-NewDocument67 pages(##) Three in One Air Conditioner-NewMichael RodriguezNo ratings yet
- Metrode Cryogenic ER316 B-38Document5 pagesMetrode Cryogenic ER316 B-38Claudia MmsNo ratings yet
- Material Selection Task - Wind TurbineDocument12 pagesMaterial Selection Task - Wind TurbineVishwajit GaunsNo ratings yet
- Caradol Sa36 23Document2 pagesCaradol Sa36 23AL NDOYENo ratings yet
- 5.20 MSDS HTC NI 500 RP 1.2 MMDocument6 pages5.20 MSDS HTC NI 500 RP 1.2 MMMarsell StandhiNo ratings yet
- The Power HandbookDocument96 pagesThe Power HandbookVictor HaraujoNo ratings yet
- JURNAL Donat Kentang Ready To CookDocument11 pagesJURNAL Donat Kentang Ready To CookDia SariNo ratings yet
- Preparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsDocument6 pagesPreparation and Investigation of Some Properties of Acrylic Resin Reinforced With Siwak Fiber Used For Denture Base ApplicationsJawad K. OleiwiNo ratings yet
- MSDS Na2HPO4 (Monosodium Phospate) Atau Disodium Dihydrogen Phospate)Document5 pagesMSDS Na2HPO4 (Monosodium Phospate) Atau Disodium Dihydrogen Phospate)darmayunitaNo ratings yet
- Maerz Image 2009Document15 pagesMaerz Image 2009bsr82No ratings yet
- Thermal Properties of Molten SaltDocument42 pagesThermal Properties of Molten SaltVgvr Gvlsv50% (2)
- A. Karimi - Kinetic Studies and Reactor ModelingpdfDocument24 pagesA. Karimi - Kinetic Studies and Reactor ModelingpdfPetronela CozmaNo ratings yet
- Midterm Exam Form 5 INTESCIENCE COMPLETEDocument9 pagesMidterm Exam Form 5 INTESCIENCE COMPLETECHRISTOPHER SCALENo ratings yet
- Cat Delta ConectoresDocument90 pagesCat Delta ConectoresArgenis TRNo ratings yet
- Ch-27.3 Iron Carbon Equilibrium DiagramDocument58 pagesCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNo ratings yet
- USFDA Regulatory Toxicology OverviewDocument100 pagesUSFDA Regulatory Toxicology OverviewHarsh KoshtiNo ratings yet
- SikaGrout 215M.MSDSDocument5 pagesSikaGrout 215M.MSDSMuhammad Akbar AriantoNo ratings yet
- IADC Dual Gradient Workshop 050511Document295 pagesIADC Dual Gradient Workshop 050511RanchRoad100% (5)
- DissolutionDocument29 pagesDissolutionLama QaimariNo ratings yet
- GPAT Pharmaceutical Medical Chemistry SyllabusDocument3 pagesGPAT Pharmaceutical Medical Chemistry Syllabuskumar HarshNo ratings yet
- Grundfosliterature 5235678Document104 pagesGrundfosliterature 5235678Adriana SandruNo ratings yet
- Polyatomic Interferences On High Precision Uranium Isotope Ratio Measurements by MC-ICP-MSDocument7 pagesPolyatomic Interferences On High Precision Uranium Isotope Ratio Measurements by MC-ICP-MSDiana Buitrón OrtegaNo ratings yet
- Chapter 5 - Water Pollution. English VersionDocument11 pagesChapter 5 - Water Pollution. English VersionBijay MridhaNo ratings yet
- As 4086.1-1993 Secondary Batteries For Use With Stand-Alone Power Systems General RequirementsDocument7 pagesAs 4086.1-1993 Secondary Batteries For Use With Stand-Alone Power Systems General RequirementsSAI Global - APACNo ratings yet
- Extraction of Avocado Oil From Avocado PulpDocument12 pagesExtraction of Avocado Oil From Avocado PulpRonald Manyama100% (1)
- Catalogo Metadental PDFDocument33 pagesCatalogo Metadental PDFDiana TitoNo ratings yet
- 2 AcknowledgementDocument30 pages2 AcknowledgementMuhammad Mostafizur RahmanNo ratings yet