You might also like
- Lean Six Sigma Skills AssessmentDocument4 pagesLean Six Sigma Skills Assessmentnaacha457No ratings yet
- TA Training Program 2008Document1 pageTA Training Program 2008Mahyudin MohamadNo ratings yet
- Valero Benicias Mechanical Integrity ProgramDocument8 pagesValero Benicias Mechanical Integrity ProgramsantoshjayantiNo ratings yet
- Software Testing and Continuous Quality Improvement Second EditionDocument4 pagesSoftware Testing and Continuous Quality Improvement Second EditionomersaabNo ratings yet
- Six Sigma Black Belt Roadmap-Lynda PDFDocument4 pagesSix Sigma Black Belt Roadmap-Lynda PDFChino Estoque FragataNo ratings yet
- Six Sigma Black Belt Roadmap-LyndaDocument4 pagesSix Sigma Black Belt Roadmap-LyndaChino Estoque FragataNo ratings yet
- Investor Opportunity FinalDocument18 pagesInvestor Opportunity FinalamitsundarNo ratings yet
- TSB Statistics ChecklistDocument2 pagesTSB Statistics ChecklistCosminaa MateiNo ratings yet
- Test Plan Review Checklist: Document ControlDocument4 pagesTest Plan Review Checklist: Document ControlNguyễn Minh TríNo ratings yet
- Sa 16Document5 pagesSa 16Cristian Fernando Sanabria BautistaNo ratings yet
- Ba 03Document46 pagesBa 03Naman JainNo ratings yet
- GAMMA 2 Course Material v2.0Document33 pagesGAMMA 2 Course Material v2.0sreenathNo ratings yet
- DOE For Method Development and Validation 2122014Document9 pagesDOE For Method Development and Validation 2122014NasserNo ratings yet
- Validation of Analytical MethodsDocument40 pagesValidation of Analytical MethodsPharmacist ipsNo ratings yet
- 1-8 MethodsValidationDocument40 pages1-8 MethodsValidationMuhammadAmdadulHoqueNo ratings yet
- Ba 03Document48 pagesBa 03Ravi SistaNo ratings yet
- 1-1 Mcgraw-Hill/Irwin ©2009 The Mcgraw-Hill Companies, All Rights ReservedDocument40 pages1-1 Mcgraw-Hill/Irwin ©2009 The Mcgraw-Hill Companies, All Rights ReservedDaibeth SomarribaNo ratings yet
- Genomics and Big Data 2Document11 pagesGenomics and Big Data 2nathalieNo ratings yet
- DM-PPT-Chapter-03-Demand Management & ForcastingDocument13 pagesDM-PPT-Chapter-03-Demand Management & Forcastingzobayer ahamedNo ratings yet
- Validation Plan / Protocol: (Re-) Validation of The Method XXX - AssayDocument19 pagesValidation Plan / Protocol: (Re-) Validation of The Method XXX - AssayQuality and Safety Consultants Co.No ratings yet
- EV Process FMEA Quick ReferenceDocument9 pagesEV Process FMEA Quick Referencesantosh kumarNo ratings yet
- Eltek Process FMEA Quick ReferenceDocument9 pagesEltek Process FMEA Quick Referencesantosh kumarNo ratings yet
- Risk Based Testing TechniquesDocument8 pagesRisk Based Testing TechniquesLucian CNo ratings yet
- Chap15 Demand Management and ForecastingDocument51 pagesChap15 Demand Management and ForecastingRanbir KapoorNo ratings yet
- Data PreparationDocument12 pagesData PreparationKhari haranNo ratings yet
- Functional Test Coverage TechniquesDocument6 pagesFunctional Test Coverage Techniqueskarthik233No ratings yet
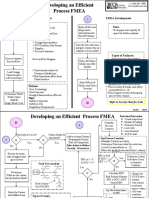
- Planning For FMEA Gather: FMEA Development: MediumDocument2 pagesPlanning For FMEA Gather: FMEA Development: MediumkhmortezaNo ratings yet
- Six Sigma Green Belt Roadmap - LiL PDFDocument4 pagesSix Sigma Green Belt Roadmap - LiL PDFKanchan KrishanNo ratings yet
- Six Sigma PracticeDocument4 pagesSix Sigma PracticeSakthikumar ChandrasekaranNo ratings yet
- Six Sigma Green Belt Roadmap - LiL PDFDocument4 pagesSix Sigma Green Belt Roadmap - LiL PDFShirley Mae YatcoNo ratings yet
- Assumptions of Various Statistical TestsDocument21 pagesAssumptions of Various Statistical TestsPratik GugliyaNo ratings yet
- Introduction Générale: Historique Mot CléDocument5 pagesIntroduction Générale: Historique Mot CléSara OuarabNo ratings yet
- Analytical Method Replacements - Regulatory Approved Strategies and Case StudiesDocument22 pagesAnalytical Method Replacements - Regulatory Approved Strategies and Case StudiesEleanor Seño-MenchavezNo ratings yet
- Data Preparation & AnalysisDocument27 pagesData Preparation & AnalysisVardaan BhaikNo ratings yet
- NX Nastran Numerical Methods User's GuideDocument284 pagesNX Nastran Numerical Methods User's GuideMSC Nastran Beginner100% (1)
- Linear Regression With Multiple Variables - Machine Learning, Deep Learning, and Computer VisionDocument12 pagesLinear Regression With Multiple Variables - Machine Learning, Deep Learning, and Computer VisionPreetam Kumar Ghosh100% (1)
- Validation ICH Q2 1672933932Document45 pagesValidation ICH Q2 1672933932Muqeet76No ratings yet
- AIML Assignment 6Document3 pagesAIML Assignment 6babymo299792458No ratings yet
- Session 3: Data Analysis PlanDocument4 pagesSession 3: Data Analysis PlanAbhishek VermaNo ratings yet
- Six Sigma Green Belt Roadmap - Lynda PDFDocument4 pagesSix Sigma Green Belt Roadmap - Lynda PDFKanchan KrishanNo ratings yet
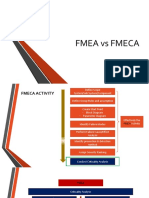
- FMEA Vs FMECADocument10 pagesFMEA Vs FMECAAndika Haris NugrohoNo ratings yet
- Six Sigma Green Belt Roadmap - LyndaDocument4 pagesSix Sigma Green Belt Roadmap - LyndaShirley Mae YatcoNo ratings yet
- Heuristic Risk-Based Test Automation: A Hybrid ApproachDocument10 pagesHeuristic Risk-Based Test Automation: A Hybrid ApproachPako Benjamin MokoweNo ratings yet
- Measure Phase: Process DiscoveryDocument81 pagesMeasure Phase: Process DiscoveryKefin TajebNo ratings yet
- Chap 012Document40 pagesChap 012APRENDICES SENANo ratings yet
- Section 1 - Scope (FITNET)Document6 pagesSection 1 - Scope (FITNET)Roberto LacalleNo ratings yet
- pmwj27 Oct2014 Wain Updating The Lang Factor Featured Paper PDFDocument17 pagespmwj27 Oct2014 Wain Updating The Lang Factor Featured Paper PDFVictor VazquezNo ratings yet
- FARO CAM2 Measure10 Software Tech SheetDocument3 pagesFARO CAM2 Measure10 Software Tech SheetRudi HasibuanNo ratings yet
- ASME V (2017) 139 Table T-421Document2 pagesASME V (2017) 139 Table T-421Rupam Baruah100% (1)
- Analytical Methods Validation DiagramDocument1 pageAnalytical Methods Validation DiagramMayra SanchezNo ratings yet
- AP Audit Calendar 2020Document4 pagesAP Audit Calendar 2020Bung HerryNo ratings yet
- HelloDocument3 pagesHellopalija shakyaNo ratings yet
- Checklist s1Document3 pagesChecklist s1Arwa HamdiNo ratings yet
- Variable Selection in Multivariable Regression Using SAS/IMLDocument20 pagesVariable Selection in Multivariable Regression Using SAS/IMLbinebow517No ratings yet
- ST Unit2Document75 pagesST Unit2Abhinav AbzNo ratings yet
- Execution Template - Quality Review FormDocument5 pagesExecution Template - Quality Review FormAzza ShoukrNo ratings yet
- PSM Standards ComparisionDocument47 pagesPSM Standards ComparisionkarimNo ratings yet
- 68 - ISO 18436 - 2 Annex - ADocument3 pages68 - ISO 18436 - 2 Annex - ACeliocp Pinheiro100% (1)
- Cost Estimate Classification SystemDocument7 pagesCost Estimate Classification SystemJarodNo ratings yet
- 05JA ChvaicerDocument11 pages05JA ChvaiceramgranadosvNo ratings yet
- Cleaning Validation Protocol PDFDocument17 pagesCleaning Validation Protocol PDFhauvu100% (1)
- Pharmaceutical Preformulation and FormulationDocument10 pagesPharmaceutical Preformulation and FormulationPrashansa ShresthaNo ratings yet
- VMP For EVFDocument56 pagesVMP For EVFPrashansa ShresthaNo ratings yet
- Equipment and Instrument QualificationDocument108 pagesEquipment and Instrument QualificationNitinPrachiJain100% (5)
- Steven Galvin Presentation Gap AnalysisDocument29 pagesSteven Galvin Presentation Gap AnalysisPrashansa ShresthaNo ratings yet
- Validation Commissioning DocumentsDocument4 pagesValidation Commissioning DocumentsPrashansa ShresthaNo ratings yet
- EN - Rita Cabaco - A Validation Master Plan For Small Volume Parenterals - 08-2014Document93 pagesEN - Rita Cabaco - A Validation Master Plan For Small Volume Parenterals - 08-2014Anzari Muhammad100% (1)
- Validation of Analytical Methods - PRIMERDocument76 pagesValidation of Analytical Methods - PRIMERkchoksi2011100% (1)
- Recent Regulatory Updates and Trends in Analytical Method ValidationDocument43 pagesRecent Regulatory Updates and Trends in Analytical Method ValidationPrashansa ShresthaNo ratings yet
- 2015 GMP Validation Forum D1.T4.2.2 EMA and FDA Approaches To Process ValidationDocument77 pages2015 GMP Validation Forum D1.T4.2.2 EMA and FDA Approaches To Process ValidationNeda Aarabi100% (1)
- The Central Role of Analytic Method Development and Validation in Pharmaceutical DevelopmentDocument3 pagesThe Central Role of Analytic Method Development and Validation in Pharmaceutical DevelopmentPrashansa ShresthaNo ratings yet
- Oig Method Validation Procedure 01 PDFDocument10 pagesOig Method Validation Procedure 01 PDFMargaretaSianneNo ratings yet
- Validation of Analytical Methods - PRIMERDocument76 pagesValidation of Analytical Methods - PRIMERkchoksi2011100% (1)
- Validation of Analytical MethodsDocument85 pagesValidation of Analytical MethodsKhara TeanoTanNo ratings yet
- Validation of Analytical MethodsDocument85 pagesValidation of Analytical MethodsKhara TeanoTanNo ratings yet
- Physical Characterisation Pharma 2013Document2 pagesPhysical Characterisation Pharma 2013Prashansa ShresthaNo ratings yet
- Comments On Biopharmaceutical Classification System and Formulation DevelopmentDocument3 pagesComments On Biopharmaceutical Classification System and Formulation DevelopmentPrashansa ShresthaNo ratings yet
- Cleaning Validation - WHO LPA - Virtual GMP Training Marathon - Sep-Nov 2020Document86 pagesCleaning Validation - WHO LPA - Virtual GMP Training Marathon - Sep-Nov 2020Prashansa Shrestha100% (1)
- Forced Degradation Studies-DDT June2010-Rd3Document4 pagesForced Degradation Studies-DDT June2010-Rd3Prashansa ShresthaNo ratings yet
- The Central Role of Analytic Method Development and Validation in Pharmaceutical DevelopmentDocument3 pagesThe Central Role of Analytic Method Development and Validation in Pharmaceutical DevelopmentPrashansa ShresthaNo ratings yet
- Annex3TRS 970 PDFDocument30 pagesAnnex3TRS 970 PDFAtikur RonyNo ratings yet
- Forced Degradation Studies-DDT June2010-Rd3Document4 pagesForced Degradation Studies-DDT June2010-Rd3Prashansa ShresthaNo ratings yet
- DCVM QMSDocument41 pagesDCVM QMSPrashansa ShresthaNo ratings yet
- SOP-QAU-007-02-Disposal of Unusable Pharmaceutical ProductsDocument9 pagesSOP-QAU-007-02-Disposal of Unusable Pharmaceutical ProductsPrashansa ShresthaNo ratings yet
- Swabbing - Guide For Cleaning Validation PDFDocument1 pageSwabbing - Guide For Cleaning Validation PDFPrashansa ShresthaNo ratings yet
- Standard Operating ProcedureDocument3 pagesStandard Operating ProcedurePrashansa ShresthaNo ratings yet
- Guidance For Industry: Hong Kong Guide To GMP For The Secondary Packaging of Pharmaceutical ProductsDocument13 pagesGuidance For Industry: Hong Kong Guide To GMP For The Secondary Packaging of Pharmaceutical ProductsPrashansa ShresthaNo ratings yet
- Swabbing - Guide For Cleaning Validation PDFDocument1 pageSwabbing - Guide For Cleaning Validation PDFPrashansa ShresthaNo ratings yet
- Lecture Three: Regular Expression (RE)Document2 pagesLecture Three: Regular Expression (RE)Colmain NassiriNo ratings yet
- Add Math Revision TestDocument12 pagesAdd Math Revision TestIvan AnnoNo ratings yet
- Solow Model Extension-Human CapitalDocument16 pagesSolow Model Extension-Human CapitalQusay Falah Al-dalaienNo ratings yet
- Elc Mmcoe Lab Manual-TutorialsDocument23 pagesElc Mmcoe Lab Manual-TutorialsjitbakNo ratings yet
- Assignment B - Group TheoryDocument24 pagesAssignment B - Group Theoryakshat dwivediNo ratings yet
- "IIFT 2015": CAT MBA Mba Institutes Gd/Pi General Awareness Motivational Story Article GrammarDocument20 pages"IIFT 2015": CAT MBA Mba Institutes Gd/Pi General Awareness Motivational Story Article GrammarShashwat VatsaNo ratings yet
- Object-Oriented Programming (CS F213) : BITS PilaniDocument14 pagesObject-Oriented Programming (CS F213) : BITS PilaniSAURABH MITTALNo ratings yet
- Day 2Document5 pagesDay 2JHuvieCLaireNo ratings yet
- 2019-20 - HYE - S3 - Math 1 - Q PDFDocument16 pages2019-20 - HYE - S3 - Math 1 - Q PDF3B19 CHOI LONG YIN 蔡朗彥No ratings yet
- LR Exercise Solutions From 1-14Document32 pagesLR Exercise Solutions From 1-14Vaibhav KumarNo ratings yet
- Title: Modeling and Finite Element Analysis (Static Structural) of An Aluminium Alloy Shaft On ANSYS WorkbenchDocument12 pagesTitle: Modeling and Finite Element Analysis (Static Structural) of An Aluminium Alloy Shaft On ANSYS WorkbenchMuneeb AliNo ratings yet
- An Olympiad Companion: K.E.Srivatsav PSBB Numgambakkam Anshul Ravichandar Sri Sankara Senior Secondary May 2012Document85 pagesAn Olympiad Companion: K.E.Srivatsav PSBB Numgambakkam Anshul Ravichandar Sri Sankara Senior Secondary May 2012Trifon Asenov IvanovNo ratings yet
- Introduction To AlgorithmsDocument769 pagesIntroduction To AlgorithmsShri Man90% (10)
- Database Assignment-2Document10 pagesDatabase Assignment-2binodvickyNo ratings yet
- Spherical Harmonics: LM L L LM L LM M LM LDocument10 pagesSpherical Harmonics: LM L L LM L LM M LM LJumar CadondonNo ratings yet
- MCS 033 NotesDocument7 pagesMCS 033 NotesAshikNo ratings yet
- Caesar II TrainingDocument61 pagesCaesar II TrainingReaderRRGHT86% (7)
- Nonlinear Computational MechanicsDocument8 pagesNonlinear Computational MechanicsAniruddh FaujdarNo ratings yet
- Nozzle Design TheoryDocument7 pagesNozzle Design TheoryWallayessNo ratings yet
- Fundamentals of Post-Tensioned Concrete Design For BuildingsDocument49 pagesFundamentals of Post-Tensioned Concrete Design For Buildingssalaverria0% (1)
- Circuit AnalysisDocument1 pageCircuit AnalysisstreetbaNo ratings yet
- Stage 1 Stage 2 Stage 3Document3 pagesStage 1 Stage 2 Stage 3Matt Julius CorpuzNo ratings yet
- 05 SEP-603B Diff Protection RET 670Document46 pages05 SEP-603B Diff Protection RET 670m khNo ratings yet
- Advanced XFEM AnalysisDocument61 pagesAdvanced XFEM AnalysisandersonarizaeNo ratings yet
- Lesson Plan (RANGE)Document4 pagesLesson Plan (RANGE)TheKnow04No ratings yet
- Kängurutävlingen - Matematikens Hopp 2020: JuniorDocument4 pagesKängurutävlingen - Matematikens Hopp 2020: JuniorerbgfujebhergNo ratings yet
- Homogeneous CoordinatesDocument27 pagesHomogeneous CoordinatesGogyNo ratings yet
- Full Download Introduction To Management Science 11th Edition Taylor Test BankDocument35 pagesFull Download Introduction To Management Science 11th Edition Taylor Test Bankjack9716pe100% (44)
- Soal Ujian Mat Diskrit 3Document1 pageSoal Ujian Mat Diskrit 3Media MaxNo ratings yet
- M.E - Civil (Hydraulic Engineering)Document39 pagesM.E - Civil (Hydraulic Engineering)Abhijit HavalNo ratings yet