You might also like
- Polyurethanes: Science, Technology, Markets, and TrendsFrom EverandPolyurethanes: Science, Technology, Markets, and TrendsRating: 1 out of 5 stars1/5 (1)
- Dyeing PU FibreDocument4 pagesDyeing PU FibrePhanAnh1412No ratings yet
- Optimization Fundamentals Approach of Classical Optimization MethodsDocument51 pagesOptimization Fundamentals Approach of Classical Optimization MethodsJohnNo ratings yet
- Behaviour of Lightweight Expanded Polyst PDFDocument4 pagesBehaviour of Lightweight Expanded Polyst PDFAman ThakurNo ratings yet
- The Potential Role of Hydrogen in India - Harnessing The Hype' TERI Report Launch Event December 16, 2020Document13 pagesThe Potential Role of Hydrogen in India - Harnessing The Hype' TERI Report Launch Event December 16, 2020Harinder Mohan SinghNo ratings yet
- 4ReviewontheManufacturingProcessesofPolyester PETandNylon 6FilamentYarnDocument7 pages4ReviewontheManufacturingProcessesofPolyester PETandNylon 6FilamentYarnSher Hai HamNo ratings yet
- Statement:: PROBLEM 2-12Document4 pagesStatement:: PROBLEM 2-12GUSTAVO VINICIUS VIEIRA MELLONo ratings yet
- Review Article: Chemical Recycling of PET Wastes With Different CatalystsDocument12 pagesReview Article: Chemical Recycling of PET Wastes With Different Catalystsdragonborn dragonbornNo ratings yet
- An Overview of Private Equity Investing in Emerging MarketsDocument20 pagesAn Overview of Private Equity Investing in Emerging MarketsDavid KeresztesNo ratings yet
- IC010 Corporation in General - Jan 1, 2009Document1 pageIC010 Corporation in General - Jan 1, 2009Jayjay FarconNo ratings yet
- Executive Summary WR 2019 Industrial Robots PDFDocument4 pagesExecutive Summary WR 2019 Industrial Robots PDFSalvador VilcaNo ratings yet
- PAK Transformer Study 15Nov2019NREL v2Document33 pagesPAK Transformer Study 15Nov2019NREL v2Asim RiazNo ratings yet
- Papel SemilogDocument1 pagePapel Semilognicoll mosqueraNo ratings yet
- GRP AnalysisDocument2 pagesGRP Analysisapi-589270978No ratings yet
- Love of My LifeDocument5 pagesLove of My LifeVigorito SlovavicNo ratings yet
- CSTR y PFRDocument3 pagesCSTR y PFREugenio Sebastian AndradeNo ratings yet
- 9463 BuildinginstructionDocument20 pages9463 BuildinginstructiondocmaashenriNo ratings yet
- Mazurka For Guitar - FerrerDocument1 pageMazurka For Guitar - FerrergarciaromeromarioNo ratings yet
- Palm Oil Facts & Figures: Efficient & Highly ProductiveDocument8 pagesPalm Oil Facts & Figures: Efficient & Highly ProductivejamestansmNo ratings yet
- Easychair Preprint: Mohammed Amine El Moukalafe and Khalid MinaouiDocument11 pagesEasychair Preprint: Mohammed Amine El Moukalafe and Khalid Minaouimouhib sanaaNo ratings yet
- xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx (ชื่อเรื่องภาษาไทย) Xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx (ชื่อเรื่องอังกฤษ)Document3 pagesxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx (ชื่อเรื่องภาษาไทย) Xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxx (ชื่อเรื่องอังกฤษ)sunnyme1976No ratings yet
- Internetuserate-Armedforcesrate ScatterplotDocument2 pagesInternetuserate-Armedforcesrate ScatterplotZACHARIAS PETSASNo ratings yet
- DR - Amy Yasko Microbes Metals MethylationDocument211 pagesDR - Amy Yasko Microbes Metals Methylationmaimutalin100% (2)
- Research Report: Kezia Natasha KnowlesDocument29 pagesResearch Report: Kezia Natasha KnowlesShehry VibesNo ratings yet
- Mathematical Models For Alkaline Pulp and Paper Properties of Oil Palm Empty Fruit Bunch Fibre (Efb)Document2 pagesMathematical Models For Alkaline Pulp and Paper Properties of Oil Palm Empty Fruit Bunch Fibre (Efb)Rushdan IbrahimNo ratings yet
- Monthly Management Report: For May 2018Document4 pagesMonthly Management Report: For May 2018Joseph IshakNo ratings yet
- PGC 1 Powder Gun Control: Operating Instructions and Spare Parts ListDocument28 pagesPGC 1 Powder Gun Control: Operating Instructions and Spare Parts ListRizwan AdeelNo ratings yet
- Projected World Population From Year 2001Document3 pagesProjected World Population From Year 2001Morbid FreelanceNo ratings yet
- Stock Final Mallares DanielaDocument34 pagesStock Final Mallares Danielaleonardo carlin yarlequeNo ratings yet
- The Global Paint and Coatings Industry: Marke T Repor TDocument6 pagesThe Global Paint and Coatings Industry: Marke T Repor TCaptain PriceNo ratings yet
- Summarizing Data Using Tables, Charts and GraphsDocument3 pagesSummarizing Data Using Tables, Charts and GraphsGhina ShaikhNo ratings yet
- Kesoram CementDocument7 pagesKesoram Cementaniket chakiNo ratings yet
- Residential: Residential Design Sector BriefDocument28 pagesResidential: Residential Design Sector BriefMeeraNo ratings yet
- Piratas Do Caribe TabDocument2 pagesPiratas Do Caribe TabEdu MenesesNo ratings yet
- ATU V 1.0 February 2020 FinalDocument41 pagesATU V 1.0 February 2020 FinalMarcelo UGNo ratings yet
- Stock Market Briefing: Bear Market Indicators: Yardeni Research, IncDocument6 pagesStock Market Briefing: Bear Market Indicators: Yardeni Research, IncgfernandezvNo ratings yet
- Fulltext 2Document4 pagesFulltext 2Davood IranshahiNo ratings yet
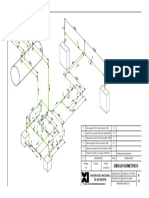
- Isometrico Tube (1) - ModelDocument1 pageIsometrico Tube (1) - ModelRenzo UPNo ratings yet
- Lithium Ion BatteriesDocument60 pagesLithium Ion BatteriesRavenaNo ratings yet
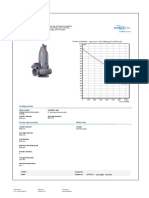
- Technical Specification: ConfigurationDocument5 pagesTechnical Specification: ConfigurationAhmedRamadanNo ratings yet
- Oxygen by Volume (%) Versus Boiler Duty: Fig N 2Document4 pagesOxygen by Volume (%) Versus Boiler Duty: Fig N 2Boiler ScrubberNo ratings yet
- La Guia MetAs 10 06 Densidad AguaDocument19 pagesLa Guia MetAs 10 06 Densidad AguaMayreneDavilaNo ratings yet
- Pertemuan: Minggu Ke 2 Materi: A. Minimal Spanning Tree Problem B. Maximal Flow Problem A. Minimal Spanning Tree ProblemDocument6 pagesPertemuan: Minggu Ke 2 Materi: A. Minimal Spanning Tree Problem B. Maximal Flow Problem A. Minimal Spanning Tree ProblempurnomoNo ratings yet
- Project Start 23-Apr-2018 Project End 10-Jun-2018Document3 pagesProject Start 23-Apr-2018 Project End 10-Jun-2018Farhad AkbarovNo ratings yet
- Tale of Two Cotton Picking FarmersDocument8 pagesTale of Two Cotton Picking FarmersgigivirataNo ratings yet
- ExcerptDocument10 pagesExcerptChristina PatrNo ratings yet
- Drop Test Yeast Violacein ProductionDocument4 pagesDrop Test Yeast Violacein ProductionRaúl RoblesNo ratings yet
- A Review of Lithium Extraction From Natural Resources:, Baozhong Ma, Yingwei Lü, Chengyan Wang, and Yongqiang ChenDocument16 pagesA Review of Lithium Extraction From Natural Resources:, Baozhong Ma, Yingwei Lü, Chengyan Wang, and Yongqiang Chen201400738No ratings yet
- Doxycycline TabletsDocument2 pagesDoxycycline TabletsAlexandra CociuNo ratings yet
- Vap 20 - 30 - 40Document39 pagesVap 20 - 30 - 40Celeynes RTNo ratings yet
- Globalization Trends - Guest Lecture May 2023Document23 pagesGlobalization Trends - Guest Lecture May 2023Spare Email AccountNo ratings yet
- Doxycycline Prolonged Release CapsulesDocument2 pagesDoxycycline Prolonged Release CapsulesAlexandra CociuNo ratings yet
- Curve Fitting (Lecturers)Document27 pagesCurve Fitting (Lecturers)Leul SolomonNo ratings yet
- Papel-Monologaritmico Original Questão 2Document1 pagePapel-Monologaritmico Original Questão 2Ana Luíza SilvaNo ratings yet
- Barcelona Statana Actvity 4Document3 pagesBarcelona Statana Actvity 4Joyce Ann Agdippa BarcelonaNo ratings yet
- Economic Outlook For Southeast Asia, China and India 2020 PDFDocument21 pagesEconomic Outlook For Southeast Asia, China and India 2020 PDFAuditorat 3D BPK-RI100% (1)
- Brazilliance by Laurindo Almeida PDFDocument8 pagesBrazilliance by Laurindo Almeida PDFcgrapskiNo ratings yet
- Nylon 6 ImagesDocument3 pagesNylon 6 ImagesGnanam RNo ratings yet
- Introduction To PolymersDocument180 pagesIntroduction To PolymersDaffa Talitha Widyadhana WidyadhanaNo ratings yet
- Assignment 2 - Phuc - Sem A 2021 - Low DIDocument12 pagesAssignment 2 - Phuc - Sem A 2021 - Low DITrang HaNo ratings yet
- Ahmad and Ab Saman Abd KaderDocument6 pagesAhmad and Ab Saman Abd Kadernarplastik ekstrüzyon sistemleriNo ratings yet
- PLA-coated Sisal Fibre-Reinforced Polyester Composite: Water Absorption, Static and Dynamic Mechanical PropertiesDocument8 pagesPLA-coated Sisal Fibre-Reinforced Polyester Composite: Water Absorption, Static and Dynamic Mechanical Propertiesnarplastik ekstrüzyon sistemleriNo ratings yet
- Global and Russian Output of Polyester Fibres in 2013: E. M. AizenshteinDocument7 pagesGlobal and Russian Output of Polyester Fibres in 2013: E. M. Aizenshteinnarplastik ekstrüzyon sistemleriNo ratings yet
- Methods of Controlling Curing Kinetics in Polymer CoatingsDocument4 pagesMethods of Controlling Curing Kinetics in Polymer Coatingsnarplastik ekstrüzyon sistemleriNo ratings yet
- Weather-Net®: Scancom'S High Quality Sling For Outdoor FurnitureDocument4 pagesWeather-Net®: Scancom'S High Quality Sling For Outdoor Furniturenarplastik ekstrüzyon sistemleriNo ratings yet
- Always The Right Solution.: Material Choise For Sealing ProfilesDocument8 pagesAlways The Right Solution.: Material Choise For Sealing Profilesnarplastik ekstrüzyon sistemleriNo ratings yet
- Premium High Comfort Wrist StrapsDocument8 pagesPremium High Comfort Wrist Strapsnarplastik ekstrüzyon sistemleriNo ratings yet
- 15kV - AL Okonite MV-105Document2 pages15kV - AL Okonite MV-105jackNo ratings yet
- Allyl Alcohol: Allyl Alcohol For Synthesis. CAS No. 107-18-6, EC Number 203-470-7Document4 pagesAllyl Alcohol: Allyl Alcohol For Synthesis. CAS No. 107-18-6, EC Number 203-470-7sharmi2011No ratings yet
- 3-Soil Phytoremediation - A Case Study in GreeceDocument13 pages3-Soil Phytoremediation - A Case Study in GreeceKOPSIDAS ODYSSEASNo ratings yet
- BOS-M.Sc. Syllabus - 23-09-VBSPU 2022Document57 pagesBOS-M.Sc. Syllabus - 23-09-VBSPU 2022Susheel MishraNo ratings yet
- Ionic Liquid: Green Chemistry PresentationDocument29 pagesIonic Liquid: Green Chemistry PresentationBaloch SamNo ratings yet
- Petroleum Engineering: Formation DamageDocument50 pagesPetroleum Engineering: Formation DamageOussama AISSAOUANo ratings yet
- Gc-Ms Analysis of The Chemical Composition of Essential Oil Isolated From Achillea Millefolium L.Document9 pagesGc-Ms Analysis of The Chemical Composition of Essential Oil Isolated From Achillea Millefolium L.Central Asian StudiesNo ratings yet
- LL0209AADocument6 pagesLL0209AAbedeko.vietnamNo ratings yet
- Bamboo Fibre Reinforced Biocomposites: A Review: Materials and Design July 2012Document17 pagesBamboo Fibre Reinforced Biocomposites: A Review: Materials and Design July 2012jagdeep nainNo ratings yet
- Finishes in Textiles: Identification: AATCC Test Method 94-2002Document7 pagesFinishes in Textiles: Identification: AATCC Test Method 94-2002Travel BDNo ratings yet
- Theoretical Background: (CITATION Soh19 /L 1033)Document4 pagesTheoretical Background: (CITATION Soh19 /L 1033)Kimberly McleanNo ratings yet
- Tabela de Compatibilidade QuímicaDocument16 pagesTabela de Compatibilidade QuímicaFernando Ferreira FigueirôaNo ratings yet
- TDS-PatAdd AF 34 - AntiespumanteDocument2 pagesTDS-PatAdd AF 34 - AntiespumanteChemtools ChemtoolsNo ratings yet
- Conceptual Literature: Source: Garden Eco., 2020Document19 pagesConceptual Literature: Source: Garden Eco., 2020Angela mae PanganibanNo ratings yet
- Pharmacognosy Mcqs AllDocument19 pagesPharmacognosy Mcqs AllNUKHBA SahiNo ratings yet
- Mayuri - Arti Minor Project 5th Draft (Final)Document50 pagesMayuri - Arti Minor Project 5th Draft (Final)Mayuri BezalwarNo ratings yet
- T P ElastomerDocument63 pagesT P ElastomerSuyash TrivediNo ratings yet
- Qualitative Tests For CarbohydratesDocument1 pageQualitative Tests For CarbohydratesMuhammad AslamNo ratings yet
- Deterioration of Library Resources and Its Causes: Theoretical ReviewDocument6 pagesDeterioration of Library Resources and Its Causes: Theoretical ReviewHungbo EmmanuelNo ratings yet
- Logic of Organic SynthesisDocument101 pagesLogic of Organic Synthesisjomi sultonzodaNo ratings yet
- B.SC - Chemistry Sem.I To VI (W.e.f.2020-2021)Document36 pagesB.SC - Chemistry Sem.I To VI (W.e.f.2020-2021)hsjaganiNo ratings yet
- Advanced Dairy Chemistry: DR - Ganesh Kumar MSC (Dairy Tech) PH.D (Dairy Tech)Document40 pagesAdvanced Dairy Chemistry: DR - Ganesh Kumar MSC (Dairy Tech) PH.D (Dairy Tech)Alemayehu YohanesNo ratings yet
- Dictionary of Chemical Formulas - Sonu PDFDocument60 pagesDictionary of Chemical Formulas - Sonu PDFAtulya Singh75% (4)
- Hsslive-xi-botany-RESPIRATION IN PLANTS-8Document7 pagesHsslive-xi-botany-RESPIRATION IN PLANTS-8diyakozhimalaNo ratings yet
- Household Toilet Bowl Cleaner Formulations: E - TextbooksDocument14 pagesHousehold Toilet Bowl Cleaner Formulations: E - TextbooksDanyal2222No ratings yet
- MesotherapyDocument6 pagesMesotherapydr_elhelalyNo ratings yet
- Chemical Cons 01 PL ImrichDocument120 pagesChemical Cons 01 PL ImrichДеца СрбијеNo ratings yet
- Productos Formulados Octubre 2021Document176 pagesProductos Formulados Octubre 2021Jonathan OsmanNo ratings yet
- Mock Che CHKLSTDocument3 pagesMock Che CHKLSTnassorussi9No ratings yet
- Herbal Uv Protection MilkDocument1 pageHerbal Uv Protection MilkGlobal Care Cosmetics CorporationNo ratings yet