You might also like
- Elastic, Plastic and Yield Design of Reinforced StructuresFrom EverandElastic, Plastic and Yield Design of Reinforced StructuresNo ratings yet
- Packing Density: A Key Concept For Mix Design of High Performance ConcreteDocument15 pagesPacking Density: A Key Concept For Mix Design of High Performance Concretedan4booksNo ratings yet
- Experimental Analysis On Ultra High Performance Concerte Using Binary Packing Density Modulus-Thesis-r9Document60 pagesExperimental Analysis On Ultra High Performance Concerte Using Binary Packing Density Modulus-Thesis-r9Gokulnath MahalingamNo ratings yet
- Particle Packing TheoryDocument15 pagesParticle Packing Theorysrujan varma kaithojuNo ratings yet
- Theeffectofcement PDFDocument8 pagesTheeffectofcement PDFLaur HaxhiuNo ratings yet
- Thesis On Concrete Mix Design PDFDocument5 pagesThesis On Concrete Mix Design PDFcrfzqkvcf100% (1)
- 1 s2.0 S0008884603003673 MainDocument7 pages1 s2.0 S0008884603003673 MainNp LbNo ratings yet
- INTRODUCTIONDocument10 pagesINTRODUCTIONSahil BadgujarNo ratings yet
- Mix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodDocument11 pagesMix Design of Structural Self-Compacting Concrete Using Void-Bulk Density MethodPtpgStucNo ratings yet
- Effect of Paste Amount On The PropertiesDocument7 pagesEffect of Paste Amount On The PropertiesNikki Marie A. CabahugNo ratings yet
- 248 Copyedited 1625 1 10 20210205Document7 pages248 Copyedited 1625 1 10 20210205ashNo ratings yet
- High Performance ConcreteDocument5 pagesHigh Performance ConcreteprasadNo ratings yet
- The Rheology of Cementitious MaterialsDocument6 pagesThe Rheology of Cementitious MaterialsAi VietNo ratings yet
- Wang S Li VC 07 Engineered Cementitous Composites With High-Volume+Document9 pagesWang S Li VC 07 Engineered Cementitous Composites With High-Volume+Basil Baby-PisharathuNo ratings yet
- Assignment HPC 1Document9 pagesAssignment HPC 1Mangala Mahanthan JanakiramanNo ratings yet
- Modeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksDocument7 pagesModeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksLiliana ForzaniNo ratings yet
- A Study On The Concrete Mix Design With Fly Ash For Multistoried BuildingsDocument8 pagesA Study On The Concrete Mix Design With Fly Ash For Multistoried BuildingsAlfadinAzzahrawaaniElNauvalNo ratings yet
- Development of high strength concrete using various pozzolansDocument9 pagesDevelopment of high strength concrete using various pozzolansumer54No ratings yet
- Effect of pozzolanas and fibers on concrete propertiesDocument7 pagesEffect of pozzolanas and fibers on concrete propertiesvishalNo ratings yet
- Ijret20140304041 PDFDocument12 pagesIjret20140304041 PDFAnonymous XX9Om322lNo ratings yet
- J Cemconres 2019 105858Document11 pagesJ Cemconres 2019 105858kashifNo ratings yet
- انكليزي مقالةDocument19 pagesانكليزي مقالةAhmed Al-IraqiNo ratings yet
- Oil Palm ShellsDocument6 pagesOil Palm ShellsFarzad DehghanNo ratings yet
- HPC Fundamentals and ApplicationDocument20 pagesHPC Fundamentals and ApplicationPrakash CharryNo ratings yet
- Relation Between Density and Compressive Strength of Hardened ConcreteDocument9 pagesRelation Between Density and Compressive Strength of Hardened ConcreteMohd NasimNo ratings yet
- Partially Replacing Cockle ShellDocument8 pagesPartially Replacing Cockle ShellUmange RanasingheNo ratings yet
- Special Concrete: Dr. Salmia Beddu BN-3-027Document72 pagesSpecial Concrete: Dr. Salmia Beddu BN-3-027Sufian Pian100% (1)
- Development of Geopolymer ConcreteDocument13 pagesDevelopment of Geopolymer Concreteपाँशुल जम्वाल राजपूतNo ratings yet
- Concrete Mix Design by Packing Density Method: January 2014Document14 pagesConcrete Mix Design by Packing Density Method: January 2014binodNo ratings yet
- Relation Between Density & Compressive Strength of Foamed ConcreteDocument22 pagesRelation Between Density & Compressive Strength of Foamed Concretekinley dorjeeNo ratings yet
- Self Compacting ConcreteDocument15 pagesSelf Compacting ConcreteAmardeep Singh MultaniNo ratings yet
- Chapter 1&2Document9 pagesChapter 1&2nasiradeniji2020No ratings yet
- Microstructure of HPCDocument5 pagesMicrostructure of HPCmohanad tariqNo ratings yet
- Adding Limestone Fines As Cementitious Paste Replacement To Improve Tensile Strength Atiffness and Durability of ConcreteDocument34 pagesAdding Limestone Fines As Cementitious Paste Replacement To Improve Tensile Strength Atiffness and Durability of ConcretePurandhar ReddiNo ratings yet
- Experimental Study on Steel Fibre Reinforced Concrete by Partially Replacement of Cement with GGBS and MetakaolinDocument44 pagesExperimental Study on Steel Fibre Reinforced Concrete by Partially Replacement of Cement with GGBS and MetakaolinB VAMSI KRISHNANo ratings yet
- Construction and Building MaterialsDocument11 pagesConstruction and Building MaterialsJoao VitorNo ratings yet
- 1 s2.0 S0958946517311629 MainDocument8 pages1 s2.0 S0958946517311629 Maindeepali boradeNo ratings yet
- Effect of Sand To Aggregate Ratio and Dosage of Admixture On High Strength Concrete PropertiesDocument9 pagesEffect of Sand To Aggregate Ratio and Dosage of Admixture On High Strength Concrete PropertiesFredrick ChombaNo ratings yet
- Effect of Foam Stabilization On The Properties of Foamed Concrete Modified by Expanded PolystyreneDocument17 pagesEffect of Foam Stabilization On The Properties of Foamed Concrete Modified by Expanded PolystyreneDm EerzaNo ratings yet
- Development of High Performance Concrete Using Bottom Ash As Fine AggregateDocument8 pagesDevelopment of High Performance Concrete Using Bottom Ash As Fine AggregateAmit JainNo ratings yet
- A Research On Study Behaviour of Concrete by Partial Replacement of Cement With Metakaolin and GGBSDocument4 pagesA Research On Study Behaviour of Concrete by Partial Replacement of Cement With Metakaolin and GGBSEditor IJTSRDNo ratings yet
- Elsarticle TemplateDocument7 pagesElsarticle TemplatesandyyansikuNo ratings yet
- SCC Materials and PropertiesDocument7 pagesSCC Materials and Propertiesm_noorbashaNo ratings yet
- Review of Partial Cement Replacement by Fly Ash and Effect of Steel FibersDocument4 pagesReview of Partial Cement Replacement by Fly Ash and Effect of Steel FibersRaj KirarNo ratings yet
- Project Report Final12345Document37 pagesProject Report Final123459px97np56mNo ratings yet
- Super Plasticizer ConcreteDocument43 pagesSuper Plasticizer ConcretelazamNo ratings yet
- Mix Design Hints For Fly-Ash Concrete PDFDocument4 pagesMix Design Hints For Fly-Ash Concrete PDFKristine HarveyNo ratings yet
- Review On Change The Properties of Concrete by Adding Rice Husk Ash and MetakaolinDocument7 pagesReview On Change The Properties of Concrete by Adding Rice Husk Ash and MetakaolinIJRASETPublicationsNo ratings yet
- A Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcreteDocument15 pagesA Method For Mix-Design of Fiber-Reinforced Self-Compacting ConcretePrzemek_Spiesz_6880No ratings yet
- Experimental Studies On High Strength Concrete by Using Recycled Coarse AggregateDocument10 pagesExperimental Studies On High Strength Concrete by Using Recycled Coarse AggregateinventyNo ratings yet
- Concrete Mix Proportioning Using EMMA SoftwareDocument12 pagesConcrete Mix Proportioning Using EMMA SoftwareYuliusRiefAlkhalyNo ratings yet
- Foam Concrete ArticleDocument11 pagesFoam Concrete ArticleNibbz NibbzcusNo ratings yet
- 2 409 PDFDocument9 pages2 409 PDFpradeep kankeriNo ratings yet
- 2.1.2 Babu 1996Document10 pages2.1.2 Babu 1996shanmugapriyasudhaswNo ratings yet
- New Microsoft Office Word DocumentDocument8 pagesNew Microsoft Office Word DocumentYuvraj VaghelaNo ratings yet
- Stabilizing Mud Concrete Block With OPC: Background of The StudyDocument11 pagesStabilizing Mud Concrete Block With OPC: Background of The StudyWendelyn P. GarciaNo ratings yet
- Effects of Fine/coarse Aggregate Size and Shape On The Compressive Strength of ConcreteDocument7 pagesEffects of Fine/coarse Aggregate Size and Shape On The Compressive Strength of ConcreteELLA JOTOJOTNo ratings yet
- Particle Packing Approach for Designing Mortar Phase of Self-Compacting ConcreteDocument14 pagesParticle Packing Approach for Designing Mortar Phase of Self-Compacting ConcreteTarek ChikerNo ratings yet
- Foamed Concrete Mix DesignDocument9 pagesFoamed Concrete Mix DesignMohd Nazim Othman100% (1)
- Fine and Ultrafine Materials For Concrete DurabilityDocument19 pagesFine and Ultrafine Materials For Concrete DurabilitymrafigNo ratings yet
- Ramnarain Ruia Autonomous CollegeDocument16 pagesRamnarain Ruia Autonomous CollegemrafigNo ratings yet
- Week 11Document9 pagesWeek 11ShubhamNo ratings yet
- Alcofine Geopolymer ConcreteDocument11 pagesAlcofine Geopolymer ConcretemrafigNo ratings yet
- A Review On Alccofine A Supplementary Cementitous MaterialDocument6 pagesA Review On Alccofine A Supplementary Cementitous MaterialSiddhesh Kamat MhamaiNo ratings yet
- Boral Micron: Workability, Shrinkage Crack Resistance, and High Strength ConcreteDocument5 pagesBoral Micron: Workability, Shrinkage Crack Resistance, and High Strength ConcretemrafigNo ratings yet
- Ultrafine Study RPTDocument19 pagesUltrafine Study RPTmrafigNo ratings yet
- Indian Institute of Food Processing Technology: Food Safety and Quality Testing Laboratory (DFSQT)Document3 pagesIndian Institute of Food Processing Technology: Food Safety and Quality Testing Laboratory (DFSQT)mrafigNo ratings yet
- Boral Micron: Resistance To Corrosion, Alkali Silica Reaction, and Sulfate AttackDocument6 pagesBoral Micron: Resistance To Corrosion, Alkali Silica Reaction, and Sulfate AttackmrafigNo ratings yet
- Conducting Baselines and Collecting Data for Effective M&EDocument24 pagesConducting Baselines and Collecting Data for Effective M&EmrafigNo ratings yet
- High Reactivity: Metakaolin PozzolanDocument2 pagesHigh Reactivity: Metakaolin PozzolanmrafigNo ratings yet
- Concrete surface hardener composition and construction methodDocument13 pagesConcrete surface hardener composition and construction methodmrafigNo ratings yet
- Alccofine 1203: Micro Fine Mineral Additive For Concrete and MortarsDocument3 pagesAlccofine 1203: Micro Fine Mineral Additive For Concrete and MortarsmrafigNo ratings yet
- Microsoft Word - TDS - 303 Dura Floor HardenerDocument2 pagesMicrosoft Word - TDS - 303 Dura Floor HardenermrafigNo ratings yet
- HORIBA Emission Monitoring Solutions For Power PlantsDocument1 pageHORIBA Emission Monitoring Solutions For Power PlantsmrafigNo ratings yet
- FLOOR-PRO 601 LIQUID FLOOR HARDENER Is A One-ComponentDocument3 pagesFLOOR-PRO 601 LIQUID FLOOR HARDENER Is A One-ComponentmrafigNo ratings yet
- Baseline Data Collection Required For EIADocument2 pagesBaseline Data Collection Required For EIAmrafigNo ratings yet
- Using Recycled Gypsum in Cement ManufactureDocument72 pagesUsing Recycled Gypsum in Cement ManufacturemrafigNo ratings yet
- PDFDocument4 pagesPDFHương ThânNo ratings yet
- Hanly Green Concrete For Sustainable ConstructionDocument61 pagesHanly Green Concrete For Sustainable ConstructionmrafigNo ratings yet
- Hanly Tile FullCourseMaterialsDocument56 pagesHanly Tile FullCourseMaterialsmrafigNo ratings yet
- Reference List Designing With Tile Today - From Ancient History To ModernDocument1 pageReference List Designing With Tile Today - From Ancient History To ModernmrafigNo ratings yet
- Hanly Sustainable Conc CertDocument1 pageHanly Sustainable Conc CertmrafigNo ratings yet
- Hanly Tile FullCourseMaterialsDocument56 pagesHanly Tile FullCourseMaterialsmrafigNo ratings yet
- 2018 Yearly CalendarDocument72 pages2018 Yearly CalendarmrafigNo ratings yet
- Hanly C Reduction CertDocument1 pageHanly C Reduction CertmrafigNo ratings yet
- 2018 Yearly CalendarDocument72 pages2018 Yearly CalendarmrafigNo ratings yet
- 2016 Yearly CalendarDocument1 page2016 Yearly CalendarKenneth PunlaNo ratings yet
- Who Water ManualDocument2 pagesWho Water ManualmrafigNo ratings yet
- Shotcrete and Its Potential Applications On Ontario ConstructionDocument63 pagesShotcrete and Its Potential Applications On Ontario ConstructionEmre SayınNo ratings yet
- Pilecap Design DetailsDocument4 pagesPilecap Design DetailsAmier ThaqifNo ratings yet
- Silica Fume 5 PDFDocument14 pagesSilica Fume 5 PDFNour KottiNo ratings yet
- IRC SP 76-2015 Conventional - Thin WhitetoppingDocument52 pagesIRC SP 76-2015 Conventional - Thin WhitetoppingjitendraNo ratings yet
- Ordinary Portland Cement (OPC) : Ordinary Portland Cement (Simply Called Ordinary Cement) Refers To The Hydraulic BindingDocument24 pagesOrdinary Portland Cement (OPC) : Ordinary Portland Cement (Simply Called Ordinary Cement) Refers To The Hydraulic BindingMS PMNo ratings yet
- Changing RoomDocument15 pagesChanging RoomJignesh P KoratNo ratings yet
- UNITENICCBT08 Mix Designof Styrofoam ConcreteDocument13 pagesUNITENICCBT08 Mix Designof Styrofoam ConcreteDoge IronyNo ratings yet
- ETABS 2016 Concrete Frame Design: ETABS 2016 16.2.1 License # 1JXCLPR5B4Z7ACJDocument2 pagesETABS 2016 Concrete Frame Design: ETABS 2016 16.2.1 License # 1JXCLPR5B4Z7ACJMohamed Kadafi KaswarNo ratings yet
- Reflective Pavers & TilesDocument2 pagesReflective Pavers & TileskaptimNo ratings yet
- 9 Geir BerntsenDocument21 pages9 Geir BerntsenLuis QuirozNo ratings yet
- CQP433F Batch Plants ObservationDocument3 pagesCQP433F Batch Plants ObservationjjsalcedNo ratings yet
- Slab RCDDocument18 pagesSlab RCDbarcebalniceNo ratings yet
- SP-60 RevisedManuscript PDFDocument14 pagesSP-60 RevisedManuscript PDFhector alfonsoNo ratings yet
- Seismic Design For Special Moment Resisting Frame Based On ACI 318-19 Input Data & Design SummaryDocument6 pagesSeismic Design For Special Moment Resisting Frame Based On ACI 318-19 Input Data & Design SummaryBryan Perez0% (1)
- Affordable Housing Construction in Andhra PradeshDocument7 pagesAffordable Housing Construction in Andhra PradeshNaveen NunnaNo ratings yet
- TNT PH 2 PLDT ROSARIO - As-Built PlanDocument3 pagesTNT PH 2 PLDT ROSARIO - As-Built PlanDebussy PanganibanNo ratings yet
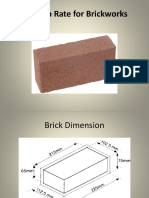
- Built Up Rate Calculator for BrickworksDocument20 pagesBuilt Up Rate Calculator for BrickworksfarhanimNo ratings yet
- Major Project Report PDFDocument74 pagesMajor Project Report PDFGaddam Sudheer100% (1)
- Anjuman College of Engineering & TechnologyDocument8 pagesAnjuman College of Engineering & TechnologySandeepNo ratings yet
- Quality Control of Reinforced Concrete Structures For DurabilityDocument9 pagesQuality Control of Reinforced Concrete Structures For Durabilitychirag dumaniyaNo ratings yet
- Carbonation PaperDocument34 pagesCarbonation PaperShahin ShajahanNo ratings yet
- SabbDocument1 pageSabbSuraksha PalNo ratings yet
- Construction Cost Estimation SheetDocument200 pagesConstruction Cost Estimation SheetPUMANo ratings yet
- Detailed Explanation - IS 10262 Reivised CodeDocument6 pagesDetailed Explanation - IS 10262 Reivised CodeYOGESH CHAUHANNo ratings yet
- Consol P200-R1 S: Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 SDocument2 pagesConsol P200-R1 S: Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 S Consol P200-R1 SMa'rufNo ratings yet
- Construction of Concrete Drainage Canal in Pastrana, LeyteDocument4 pagesConstruction of Concrete Drainage Canal in Pastrana, LeyteRezealf Ullasini AlferezNo ratings yet
- Evaluating Cockle Shell Concrete Hollow BlocksDocument26 pagesEvaluating Cockle Shell Concrete Hollow BlocksJessa Mae Enciso AustriaNo ratings yet
- ACI 207.4R-05 Cooling and Insulating Systems For Mass Concrete (Reapproved 2012)Document19 pagesACI 207.4R-05 Cooling and Insulating Systems For Mass Concrete (Reapproved 2012)farhadamNo ratings yet
- Use of fly ash in road construction and cement concreteDocument14 pagesUse of fly ash in road construction and cement concreteGuru VittalNo ratings yet
- FRP Cable Tray 1Document37 pagesFRP Cable Tray 1Vikas TanejaNo ratings yet