You might also like
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Process-gas screw compressor mechanical featuresDocument2 pagesProcess-gas screw compressor mechanical featuresShashank Sudhakar PathakNo ratings yet
- Chapter 11 BalancingDocument102 pagesChapter 11 Balancingewfsd100% (1)
- FPS Wind Turbine Rotor Balance Article PublishCDocument12 pagesFPS Wind Turbine Rotor Balance Article PublishCmlenzNo ratings yet
- Balancing Basic Part IIDocument6 pagesBalancing Basic Part IIAbdul KurniadiNo ratings yet
- Automotive - Motorsport Powertrain Lecture 7 Exhaust Turbine and Charge CoolingDocument43 pagesAutomotive - Motorsport Powertrain Lecture 7 Exhaust Turbine and Charge CoolingWaleedNo ratings yet
- Balancing TolerancesDocument7 pagesBalancing TolerancesAnonymous 7aN0oYUm7v100% (2)
- Fans. Balance, Vibration, and Vibration AnalysisDocument4 pagesFans. Balance, Vibration, and Vibration AnalysisTxomin RodríguezNo ratings yet
- Balancing of Rigid & Flexible Rotors PDFDocument6 pagesBalancing of Rigid & Flexible Rotors PDFJHON ANGEL VARGAS HUAHUASONCCO100% (1)
- ShaftingDocument3 pagesShafting41vaibhavNo ratings yet
- Perhitungan Gearbox Part-1 PDFDocument32 pagesPerhitungan Gearbox Part-1 PDFHermawan SuwantoNo ratings yet
- Gear Unit Engineering PracticeDocument4 pagesGear Unit Engineering PracticeafsuarezcoNo ratings yet
- Iso1940 PDFDocument12 pagesIso1940 PDFAlejandro Cruz MayaNo ratings yet
- HOT SPOTS IN TURBOEXPANDERS: STABILITY ANALYSIS AND CASE STUDYDocument11 pagesHOT SPOTS IN TURBOEXPANDERS: STABILITY ANALYSIS AND CASE STUDYelbusharieltaher1261100% (1)
- Balancing of RotorsDocument20 pagesBalancing of RotorsChetan Mistry100% (1)
- Just The Right BalanceDocument2 pagesJust The Right Balancevirtual_56No ratings yet
- Basics of Gearbox Selection: Common Aspects of Sizing ApplicationsDocument3 pagesBasics of Gearbox Selection: Common Aspects of Sizing ApplicationsSamik MukherjeeNo ratings yet
- Basics of Gearbox SelectionDocument5 pagesBasics of Gearbox SelectionPatil Amol PandurangNo ratings yet
- Study of Shaft Position in Gas Turbine Journal BearingDocument7 pagesStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraNo ratings yet
- AN Ngineering: Turning Gear and Component Selection GuidelinesDocument2 pagesAN Ngineering: Turning Gear and Component Selection GuidelinesJose Lorenzo ToralNo ratings yet
- Coupling Design Selection Guide for Turbomachinery ApplicationsDocument11 pagesCoupling Design Selection Guide for Turbomachinery ApplicationsVivek RathodNo ratings yet
- PreLoad in BearingsDocument7 pagesPreLoad in BearingsRaghavendra NagarajNo ratings yet
- Part 5 of 5Document7 pagesPart 5 of 5mick.pride81No ratings yet
- Iso 1940 - 1Document11 pagesIso 1940 - 1Kaushik Sengupta100% (2)
- Balance Quality Requirements of Rigid Rotors - The Practical Application of ISO 1940-1Document11 pagesBalance Quality Requirements of Rigid Rotors - The Practical Application of ISO 1940-1FabbroxNo ratings yet
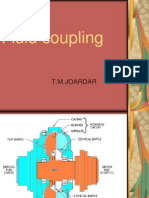
- Fluid coupling operating principlesDocument43 pagesFluid coupling operating principlesKuntal Satpathi50% (2)
- ISO Standards Std. DescriptionDocument21 pagesISO Standards Std. DescriptionrabmusukeNo ratings yet
- Balance StandardDocument11 pagesBalance StandardKarthik VkNo ratings yet
- Flexible Rotor Balancing - HalfenDocument7 pagesFlexible Rotor Balancing - HalfenSatyabrata SahooNo ratings yet
- Planetgear Catalog PDFDocument134 pagesPlanetgear Catalog PDFvegamarco80No ratings yet
- Precautions and Safeguards During In-Situ BalancingDocument13 pagesPrecautions and Safeguards During In-Situ BalancingAbdul KurniadiNo ratings yet
- Swing CheckDocument3 pagesSwing CheckSuresh RamanujaluNo ratings yet
- Bearing Life Calculation - Bearing Loads & Speeds - American Roller BearingDocument7 pagesBearing Life Calculation - Bearing Loads & Speeds - American Roller BearingNNOUBAIHNo ratings yet
- Maximizing pellet mill efficiency through optimal design factorsDocument10 pagesMaximizing pellet mill efficiency through optimal design factorsPuri PurwantariNo ratings yet
- Dynamic Balancing EccentricityDocument11 pagesDynamic Balancing EccentricitygrahazenNo ratings yet
- Renk Water Power Pbr170sbDocument6 pagesRenk Water Power Pbr170sbhumayun121No ratings yet
- Mi 200224Document8 pagesMi 200224Văn Tuấn NguyễnNo ratings yet
- Downhole Mud Motors - Directional Drilling ClubDocument15 pagesDownhole Mud Motors - Directional Drilling ClubJames KaranjaNo ratings yet
- Turk Loydu Machinery Jan 2016 AlignmentDocument10 pagesTurk Loydu Machinery Jan 2016 AlignmentDavid MestanzaNo ratings yet
- Dynamic Balancing ExplainedDocument14 pagesDynamic Balancing ExplainedMudassar Ali RongaNo ratings yet
- Donny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionFrom EverandDonny’S Unauthorized Technical Guide to Harley-Davidson, 1936 to Present: Volume Iv: Performancing the EvolutionRating: 4 out of 5 stars4/5 (1)
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorFrom EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNo ratings yet
- Major Process Equipment Maintenance and RepairFrom EverandMajor Process Equipment Maintenance and RepairRating: 4 out of 5 stars4/5 (4)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Internal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsFrom EverandInternal Combustion Engine Bearings Lubrication in Hydrodynamic BearingsNo ratings yet
- VW Transporter T4 Workshop Manual Diesel 2000-2004From EverandVW Transporter T4 Workshop Manual Diesel 2000-2004Rating: 5 out of 5 stars5/5 (5)
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Ray Optics 2024 New NotesDocument23 pagesRay Optics 2024 New NotesCiber AreaNo ratings yet
- Premium Industrial NDT SolutionsDocument16 pagesPremium Industrial NDT SolutionsSiva ShankarNo ratings yet
- EDC DTS MV015 Earthing EquipmentDocument53 pagesEDC DTS MV015 Earthing EquipmentJoe bilouteNo ratings yet
- Refrigeration System ComponentsDocument4 pagesRefrigeration System ComponentsBensoyNo ratings yet
- Industry Standards & Regulations: ASME - Performance Test Codes CollectionDocument2 pagesIndustry Standards & Regulations: ASME - Performance Test Codes Collectionismael7901No ratings yet
- FM2 (4th) May2019Document2 pagesFM2 (4th) May2019Parminder SinghNo ratings yet
- Swimming Pool, Pond, and Salt Water Pumps: Technical CatalogueDocument68 pagesSwimming Pool, Pond, and Salt Water Pumps: Technical CatalogueFénixNo ratings yet
- Edexcel AS PhysicsDocument172 pagesEdexcel AS PhysicsNishchay Bhatt93% (14)
- Allied DC Portable Aspirator User ManualDocument9 pagesAllied DC Portable Aspirator User ManualmiguelNo ratings yet
- Chapter Two Literature ReviewDocument5 pagesChapter Two Literature ReviewLarweh DanielNo ratings yet
- Improve energy efficiency with power factor correctionDocument64 pagesImprove energy efficiency with power factor correctionDiana ConsstantinNo ratings yet
- Tekla Structural Designer To BS CodesDocument135 pagesTekla Structural Designer To BS CodesReader of Down Hill100% (1)
- Errors Gyro CompassDocument13 pagesErrors Gyro CompassReetam BoseNo ratings yet
- KE47503 High Voltage Chapter 7 - Measurement of High Volatges and CurrentsDocument53 pagesKE47503 High Voltage Chapter 7 - Measurement of High Volatges and CurrentsCeticia KellyNo ratings yet
- Unit 2 - Optical Communication - WWW - Rgpvnotes.inDocument11 pagesUnit 2 - Optical Communication - WWW - Rgpvnotes.inPranav ChaturvediNo ratings yet
- Parameters of DC High-Speed Circuit-Breakers: Artur RojekDocument5 pagesParameters of DC High-Speed Circuit-Breakers: Artur RojekagarwaalaaaaNo ratings yet
- Initial Steps in Hydrolysis of TiCl4 to Produce TiO2 NanoparticlesDocument10 pagesInitial Steps in Hydrolysis of TiCl4 to Produce TiO2 NanoparticlesCuong Ky NguyenNo ratings yet
- Cell Phone Battery Flashlight DIY: Build a Bright LED Light Using Old Phone BatteriesDocument6 pagesCell Phone Battery Flashlight DIY: Build a Bright LED Light Using Old Phone Batteriesnita_alecsandruNo ratings yet
- Quiz Bee - QuestionsDocument14 pagesQuiz Bee - QuestionsLaurence Blaire IonNo ratings yet
- Board Questions Chapter 1Document15 pagesBoard Questions Chapter 1nehapriyadharshini cbeiarchNo ratings yet
- Deformable - Chapter 5Document21 pagesDeformable - Chapter 5Charlotte FerriolNo ratings yet
- CD-BA1500H: Service ManualDocument52 pagesCD-BA1500H: Service ManualmrudzinskasNo ratings yet
- PHY370 - Chapter 4.0 - Nuclear PhysicsDocument34 pagesPHY370 - Chapter 4.0 - Nuclear PhysicsaisyahNo ratings yet
- Mock Test SeriesDocument15 pagesMock Test SeriesSuganNo ratings yet
- Struc 2Document14 pagesStruc 2keeno manzanoNo ratings yet
- Electrostatic ToysDocument7 pagesElectrostatic ToysBrandon McCormickNo ratings yet
- Module-2 Energy Systems & AnalysisDocument46 pagesModule-2 Energy Systems & Analysisrushi C SNo ratings yet
- Astm F 1281Document12 pagesAstm F 1281Attef BedaweNo ratings yet
- Instruction Manual Interface Unit GR 200 Series (GIF200) : 6F2S1916 (Rev. 0. 5)Document22 pagesInstruction Manual Interface Unit GR 200 Series (GIF200) : 6F2S1916 (Rev. 0. 5)krishna mohanNo ratings yet
- Neet Physics KotaDocument6 pagesNeet Physics KotaDipti SinghNo ratings yet