You might also like
- Industrial Big Data Analytics: Challenges, Methodologies, and ApplicationsDocument12 pagesIndustrial Big Data Analytics: Challenges, Methodologies, and ApplicationsdishaNo ratings yet
- Recent Advances and Trends of Cyber-Physical and Big DataDocument7 pagesRecent Advances and Trends of Cyber-Physical and Big DataFleetNo ratings yet
- Smart Factory of Industry 4.0: Key Technologies, Application Case, and ChallengesDocument15 pagesSmart Factory of Industry 4.0: Key Technologies, Application Case, and ChallengesMohd Hizami Ab HalimNo ratings yet
- PDFDocument15 pagesPDFNorfazeli JaafarNo ratings yet
- Survey of Time Series Data Processing in Industrial InternetDocument6 pagesSurvey of Time Series Data Processing in Industrial InternetderrickwuspNo ratings yet
- 1 s2.0 S294973612200001X MainDocument17 pages1 s2.0 S294973612200001X MainJerri Bernardes de SouzaNo ratings yet
- Manufacturing Process Data Analysis Pipelines: A Requirements Analysis and SurveyDocument26 pagesManufacturing Process Data Analysis Pipelines: A Requirements Analysis and SurveyarvindyadavNo ratings yet
- 1 s2.0 S0278612518300062 MainDocument13 pages1 s2.0 S0278612518300062 MainREX MATTHEWNo ratings yet
- Data drivenSmartManufacturingDocument14 pagesData drivenSmartManufacturingAna Beatriz TeixeiraNo ratings yet
- Thoben Et Al - 2017 - Industrie40 and Smart ManufacturingDocument14 pagesThoben Et Al - 2017 - Industrie40 and Smart ManufacturingHoracioGutierrezNo ratings yet
- Article in Press: Data-Driven Smart ManufacturingDocument13 pagesArticle in Press: Data-Driven Smart ManufacturingĐan VũNo ratings yet
- Paperpresentationoni4 0Document6 pagesPaperpresentationoni4 0Iwinx Digital TechnologiesNo ratings yet
- The Industrial Internet of Things (IIoT) - An Analysis Framework-Hugh Boyes-2018-12Document12 pagesThe Industrial Internet of Things (IIoT) - An Analysis Framework-Hugh Boyes-2018-12Quốc Trí LêNo ratings yet
- Data Mining PDFDocument27 pagesData Mining PDFSharath S.KNo ratings yet
- Applsci-09-03865 / Additive ManufacturingDocument35 pagesApplsci-09-03865 / Additive ManufacturingJ KimNo ratings yet
- Industry 4.0: Presented byDocument5 pagesIndustry 4.0: Presented byMohammad SaqlainNo ratings yet
- How Data Will Transform Industrial Processes: Crowdsensing, Crowdsourcing and Big Data As Pillars of Industry 4.0Document14 pagesHow Data Will Transform Industrial Processes: Crowdsensing, Crowdsourcing and Big Data As Pillars of Industry 4.0Nur AthirahNo ratings yet
- Smart Manufacturing For The Oil Refining and Petrochemical IndustryDocument4 pagesSmart Manufacturing For The Oil Refining and Petrochemical IndustryMd Sultan AhemadNo ratings yet
- Cloud-Based Industrial Cyber-Physical System For Data-Driven Reasoning. A Review and Use Case On An Industry 4.0 Pilot LineDocument9 pagesCloud-Based Industrial Cyber-Physical System For Data-Driven Reasoning. A Review and Use Case On An Industry 4.0 Pilot LineSrichandan SobhanayakNo ratings yet
- "Industrie 4.0" and Smart Manufacturing - A Review of Research Issues and Application ExamplesDocument13 pages"Industrie 4.0" and Smart Manufacturing - A Review of Research Issues and Application ExamplesAlexandrina BugaNo ratings yet
- Artificial Intelligence For Cloud-Assisted Smart Factory: Special Section On Collaboration For Internet of ThingsDocument12 pagesArtificial Intelligence For Cloud-Assisted Smart Factory: Special Section On Collaboration For Internet of ThingsRamya VadiveluNo ratings yet
- Big Data Analytics For Manufacturing Internet of Things: Opportunities, Challenges and Enabling TechnologiesDocument27 pagesBig Data Analytics For Manufacturing Internet of Things: Opportunities, Challenges and Enabling TechnologiesRafael ZanettiNo ratings yet
- IndustrialAIPaper PublishedVersionDocument5 pagesIndustrialAIPaper PublishedVersionKiran LakkamNo ratings yet
- Recent Advances in Industrial Internet Insights AnDocument13 pagesRecent Advances in Industrial Internet Insights AnEmmanuel IglesiasNo ratings yet
- 09.iec-62264 Based Quality Operations Management According The Principles of Industrial Internet of ThingsDocument4 pages09.iec-62264 Based Quality Operations Management According The Principles of Industrial Internet of Thingsgiorgis072No ratings yet
- Industrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsDocument5 pagesIndustrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsCBMXNo ratings yet
- Applications of Internet of Things in Manufacturing: Conference PaperDocument7 pagesApplications of Internet of Things in Manufacturing: Conference PaperRafael ZanettiNo ratings yet
- Industrial Artificial Intelligence: August 2019Document10 pagesIndustrial Artificial Intelligence: August 2019Yadav BrandNo ratings yet
- Industry 4.0 and Chemical Industry The Technology Enablers Behind Strategic Growth of Chemical CompaniesDocument16 pagesIndustry 4.0 and Chemical Industry The Technology Enablers Behind Strategic Growth of Chemical CompaniesIJRASETPublicationsNo ratings yet
- Industrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsDocument5 pagesIndustrial Artificial Intelligence For Industry 4.0-Based Manufacturing SystemsMuhammad HaziqNo ratings yet
- Big Data Analytics For Intelligent Manufacturing Systems A ReviewDocument15 pagesBig Data Analytics For Intelligent Manufacturing Systems A Review21053386No ratings yet
- PI Sis BeneficiosDocument7 pagesPI Sis BeneficiosmatiasnNo ratings yet
- Ajeassp 2024 33 39Document7 pagesAjeassp 2024 33 39Kathirvel AyyaswamyNo ratings yet
- CIRP Conference Paper V5.0Document7 pagesCIRP Conference Paper V5.0Marko BrkicNo ratings yet
- Industrie4.0-AdvancedEngineeringofSmartProductsandSmartProduction09 October 2014Document15 pagesIndustrie4.0-AdvancedEngineeringofSmartProductsandSmartProduction09 October 2014Hasbullah AshariNo ratings yet
- Data Analytics and Machine Learning For Smart Process Manufacturing Recent Advances and Perspectives in The Big Data EraDocument7 pagesData Analytics and Machine Learning For Smart Process Manufacturing Recent Advances and Perspectives in The Big Data Eraanon_75571936No ratings yet
- Report-Cyber-Physical Systems To Improve Manufacturing ProcessDocument15 pagesReport-Cyber-Physical Systems To Improve Manufacturing ProcessADHITHYAN V HNo ratings yet
- A Review On Big Data Analytics For Energy Efficiency, Conservation and Management in Energy Intensive Manufacturing IndustriesDocument9 pagesA Review On Big Data Analytics For Energy Efficiency, Conservation and Management in Energy Intensive Manufacturing IndustriesIJRASETPublicationsNo ratings yet
- When Industry Meets Trustworthy AI: A Systematic Review of AI For Industry 5.0Document34 pagesWhen Industry Meets Trustworthy AI: A Systematic Review of AI For Industry 5.0allmickeyNo ratings yet
- Industry 4.0: Tools and Implementation: September 2019Document12 pagesIndustry 4.0: Tools and Implementation: September 2019Ibrahim KukićNo ratings yet
- Industrial - Internet GE PDFDocument38 pagesIndustrial - Internet GE PDFJavier WaTakiNo ratings yet
- Framework of An Iot-Based Industrial Data Management For Smart ManufacturingDocument21 pagesFramework of An Iot-Based Industrial Data Management For Smart ManufacturingNawabMasidNo ratings yet
- Smart Manufacturing With Prescriptive Analytics: A Review of The Current Status and Future WorkDocument5 pagesSmart Manufacturing With Prescriptive Analytics: A Review of The Current Status and Future WorkalejandrozambranoNo ratings yet
- Manufacturing 43214Document13 pagesManufacturing 43214Jobewin GCS QIDNo ratings yet
- Duc TRAN ANH, Karol DĄBROWSKI, Katarzyna SKRZYPEKDocument10 pagesDuc TRAN ANH, Karol DĄBROWSKI, Katarzyna SKRZYPEKaalvarez_438587No ratings yet
- Guide To Industrial Analytics Solving Data Science Problems For Manufacturing and The Internet of Things (Richard Hill, Stuart Berry)Document285 pagesGuide To Industrial Analytics Solving Data Science Problems For Manufacturing and The Internet of Things (Richard Hill, Stuart Berry)kelvincardona1991No ratings yet
- A Review of Cybersecurity Guidelines For Manufacturing Factories in Industry 4.0Document29 pagesA Review of Cybersecurity Guidelines For Manufacturing Factories in Industry 4.0jermNo ratings yet
- Design and Development of IIoT Dashboard For Overall Equipment Effectiveness Monitoring of CNC Machine ToolsDocument12 pagesDesign and Development of IIoT Dashboard For Overall Equipment Effectiveness Monitoring of CNC Machine ToolsIJRASETPublicationsNo ratings yet
- Processes: A Review of Data Mining Applications in Semiconductor ManufacturingDocument38 pagesProcesses: A Review of Data Mining Applications in Semiconductor Manufacturingjaykim1No ratings yet
- Sensors 18 01428Document17 pagesSensors 18 01428Avikan OdynsonNo ratings yet
- Designing A SAAS Platform For Industry 4.0 Smart ManufacturingDocument9 pagesDesigning A SAAS Platform For Industry 4.0 Smart ManufacturingIJRASETPublicationsNo ratings yet
- Proceeding 75 004 8667Document8 pagesProceeding 75 004 8667Jelena DjordjevicNo ratings yet
- Industry 4.0: Industrial Revolutions and Future ViewDocument5 pagesIndustry 4.0: Industrial Revolutions and Future ViewCharith LiyanageNo ratings yet
- ImplementationofIndustry4 0SmartManufacturingRDocument9 pagesImplementationofIndustry4 0SmartManufacturingRravivpsNo ratings yet
- Metamodels For Industry 4.0Document22 pagesMetamodels For Industry 4.0Rajiv Ranjan100% (1)
- Sagar Patnaik Saayan Ghosh Shreyankur Tripathi Varun LakshmananDocument25 pagesSagar Patnaik Saayan Ghosh Shreyankur Tripathi Varun LakshmananShreyankur TripathiNo ratings yet
- Application of Data Stream Processing Technologies in Industry 4.0: What Is Missing?Document7 pagesApplication of Data Stream Processing Technologies in Industry 4.0: What Is Missing?Vignesh DeepNo ratings yet
- Tao2018 - Digital Twin in Industry SoADocument11 pagesTao2018 - Digital Twin in Industry SoAbmdeonNo ratings yet
- Predictive Maintenance in Smart Factories: Architectures, Methodologies, and Use-casesFrom EverandPredictive Maintenance in Smart Factories: Architectures, Methodologies, and Use-casesTania CerquitelliNo ratings yet
- GstarCAD2021 Network License Manager GuideDocument18 pagesGstarCAD2021 Network License Manager Guidegstarcad IndonesiaNo ratings yet
- IoTES Lab ManualDocument9 pagesIoTES Lab ManualdevrepankajNo ratings yet
- Web Programming Lab ManualDocument73 pagesWeb Programming Lab ManualKunal Arora0% (2)
- MCP1640/B/C/D: 0.65V Start-Up Synchronous Boost Regulator With True Output Disconnect or Input/Output Bypass OptionDocument32 pagesMCP1640/B/C/D: 0.65V Start-Up Synchronous Boost Regulator With True Output Disconnect or Input/Output Bypass OptionseseNo ratings yet
- Data Stucture LAB Manual 03Document12 pagesData Stucture LAB Manual 03Sheikh Abdul MoqeetNo ratings yet
- SD WanDocument2 pagesSD WanElion SilvaNo ratings yet
- Balanza - Doran ScalesDocument22 pagesBalanza - Doran ScalesMoyiiNo ratings yet
- PWR Picopsu 160 XT ManualDocument5 pagesPWR Picopsu 160 XT ManualyudiherdianaNo ratings yet
- Admissions Open 2012: Manipal UniversityDocument1 pageAdmissions Open 2012: Manipal UniversityTFearRush0No ratings yet
- Outdoor Units: EDUS 39 - 606A - R1Document31 pagesOutdoor Units: EDUS 39 - 606A - R1msn20091No ratings yet
- List of B Grade JournalsDocument4 pagesList of B Grade JournalsLovechocolateeNo ratings yet
- CH 01Document23 pagesCH 01Karan MadaanNo ratings yet
- Catalogo de PLCS IdecDocument106 pagesCatalogo de PLCS IdecAdan RiveraNo ratings yet
- Optilift ESPDocument2 pagesOptilift ESPMaria JoseNo ratings yet
- 2nd Annual Technical Teachers' Conference Programme PDFDocument5 pages2nd Annual Technical Teachers' Conference Programme PDFSandileVilaneNo ratings yet
- (WWW - Entrance-Exam - Net) - IsTQB Sample Paper 4Document5 pages(WWW - Entrance-Exam - Net) - IsTQB Sample Paper 4kkNo ratings yet
- SB-912-037 R1 - SB-914-023 R1 - Installation of An Electric Starter With Enhanced Power For Rotax Motor Type 912 Und 914 (Serie)Document4 pagesSB-912-037 R1 - SB-914-023 R1 - Installation of An Electric Starter With Enhanced Power For Rotax Motor Type 912 Und 914 (Serie)AO BeltranNo ratings yet
- Resurch Paper No1Document4 pagesResurch Paper No1Er Ravindra JagdhaneNo ratings yet
- Outsystems Training Curriculum (Freshers)Document3 pagesOutsystems Training Curriculum (Freshers)Chethan BkNo ratings yet
- Pioneer GMX972 CarampDocument25 pagesPioneer GMX972 CarampJavier Arias LuceroNo ratings yet
- Wavence 18 Installation Nokia EDUDocument113 pagesWavence 18 Installation Nokia EDUHIYEBININo ratings yet
- Masdar-The City of FutureDocument20 pagesMasdar-The City of Futurernbzmtw6rwNo ratings yet
- Tely Share 1402325537312Document1 pageTely Share 1402325537312Duong CaoNo ratings yet
- Girma Project ProposalDocument7 pagesGirma Project ProposalantehenNo ratings yet
- Unmanned Petrol Bunk System Using Rfid TechnologyDocument11 pagesUnmanned Petrol Bunk System Using Rfid TechnologyEshwar EslavathNo ratings yet
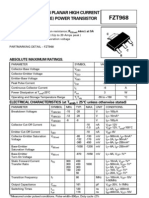
- Transistor FZT 968Document2 pagesTransistor FZT 968Arkadium ElectronicaNo ratings yet
- Net Metering SopDocument14 pagesNet Metering Sopamad khanNo ratings yet
- Guideline Xper2Document6 pagesGuideline Xper2Ivan AguilarNo ratings yet
- Pendahuluan: Rekayasa Trafik Sukiswo Sukiswo@elektro - Ft.undip - Ac.idDocument9 pagesPendahuluan: Rekayasa Trafik Sukiswo Sukiswo@elektro - Ft.undip - Ac.idBetson Ferdinal SaputraNo ratings yet
- Lutron / Tridium Bacnet Integration: QuantumDocument7 pagesLutron / Tridium Bacnet Integration: Quantumfairguy80No ratings yet