You might also like
- PARTIAL CONDENSER DESIGN CHEMICAL ENGINEERINGDocument26 pagesPARTIAL CONDENSER DESIGN CHEMICAL ENGINEERINGsegunju50% (2)
- Fired Heater DesignDocument32 pagesFired Heater DesignGanesh KumarNo ratings yet
- WHRB (HRSG) Performance CalculationsDocument9 pagesWHRB (HRSG) Performance CalculationsLiam MoylanNo ratings yet
- Ombustion AND AFE Urnace Perations: C S F ODocument79 pagesOmbustion AND AFE Urnace Perations: C S F OTruth Seeker100% (1)
- Fire Heat Flux To Unwetted Vessels For Depressuring CalculationsDocument4 pagesFire Heat Flux To Unwetted Vessels For Depressuring Calculationsuetian729No ratings yet
- Shell and Tube Heat ExchangerDocument36 pagesShell and Tube Heat ExchangerSiti Nurshahira67% (3)
- Asme y 14.5.1M-1994 (En) - 2004Document92 pagesAsme y 14.5.1M-1994 (En) - 2004Robert Marsella100% (4)
- Installation and Maintenance Manual: Steam FlowmeterDocument36 pagesInstallation and Maintenance Manual: Steam FlowmeterSans K100% (1)
- Production of Synthesis Gas: Caalysis Today, 18 (1993) 305-324Document20 pagesProduction of Synthesis Gas: Caalysis Today, 18 (1993) 305-324ainmnrhNo ratings yet
- 07-Gaseous FuelsDocument52 pages07-Gaseous FuelsLeah MoyaoNo ratings yet
- Application of Energy-Saving Technology On Furnaces of Oil Refining UnitsDocument7 pagesApplication of Energy-Saving Technology On Furnaces of Oil Refining UnitsRupam MukherjeeNo ratings yet
- Calculating Heat Loss: Formulas and Examples for Pipes and Flat SurfacesDocument5 pagesCalculating Heat Loss: Formulas and Examples for Pipes and Flat SurfacesarjmandquestNo ratings yet
- Production of Synthesis GasDocument18 pagesProduction of Synthesis GasGonzalo TitoNo ratings yet
- Finned Tube Heat ExchangerDocument15 pagesFinned Tube Heat ExchangerAna Quintana0% (1)
- MET 49 2 79 82 TerpakDocument4 pagesMET 49 2 79 82 Terpaknaser hasan fauziNo ratings yet
- Co AnalyserDocument6 pagesCo Analysersanjay sharmaNo ratings yet
- Spontaneous Combustion Coal Parameters For The Crossing-Point Temperature (CPT) Method in A Temperature-Programmed System (TPS)Document15 pagesSpontaneous Combustion Coal Parameters For The Crossing-Point Temperature (CPT) Method in A Temperature-Programmed System (TPS)lopohi2934No ratings yet
- Furnaces: G. L. ShiresDocument5 pagesFurnaces: G. L. ShiresLTE002No ratings yet
- Design of SRU Thermal Reactor and Waste Heat Boiler Considering Recombination ReactionsDocument8 pagesDesign of SRU Thermal Reactor and Waste Heat Boiler Considering Recombination ReactionsNandha KumarNo ratings yet
- The Theory Behind Heat TransferDocument7 pagesThe Theory Behind Heat TransferselisenNo ratings yet
- Research Article: Parametric Study of High-Efficiency and Low-Emission Gas BurnersDocument8 pagesResearch Article: Parametric Study of High-Efficiency and Low-Emission Gas BurnersRolando PradaNo ratings yet
- Thermal Recovery MethodsDocument38 pagesThermal Recovery MethodsQaiser HafeezNo ratings yet
- 5USCM A02 LaminarflamesDocument14 pages5USCM A02 LaminarflamesShourya SrivastavaNo ratings yet
- Estimation of Over-All Heat TransferDocument10 pagesEstimation of Over-All Heat TransferAllan Troy SalazarNo ratings yet
- Emission in BFBCDocument6 pagesEmission in BFBCganesh kumar72No ratings yet
- Development of The "Micro Combustor"Document6 pagesDevelopment of The "Micro Combustor"Haris AbdullaNo ratings yet
- Heat Recovery Systems Using Ceramic Heat PipesDocument11 pagesHeat Recovery Systems Using Ceramic Heat PipesChander Prakash KamraNo ratings yet
- Coil DesignDocument69 pagesCoil DesignSadique Shaikh100% (1)
- Soot & ScaleDocument12 pagesSoot & ScaleLow Shen WeiNo ratings yet
- 2.2 Theory of Gasification: 2.2.1 Prediction of The Gas Composition 2.2.2 Gasifier EfficiencyDocument34 pages2.2 Theory of Gasification: 2.2.1 Prediction of The Gas Composition 2.2.2 Gasifier EfficiencyRen H. RoxasNo ratings yet
- Combustion Theory Lesson Review and ExampleDocument6 pagesCombustion Theory Lesson Review and ExampleVan Nguyen Huu VanNo ratings yet
- Conductive Heat TransferDocument11 pagesConductive Heat TransferHew LetNo ratings yet
- Oden Thal 2010Document18 pagesOden Thal 2010Prakash MishraNo ratings yet
- Furnaces: Essential Heat SourcesDocument16 pagesFurnaces: Essential Heat SourcesHamzah A. LaftaNo ratings yet
- Predict combustion gas emissivities with simple equationsDocument4 pagesPredict combustion gas emissivities with simple equationsFranny CasasolaNo ratings yet
- Calculate Heat Loss from Insulated PipeDocument8 pagesCalculate Heat Loss from Insulated PipeTon PhichitNo ratings yet
- Reliability Analysis On A Shell and Tube Heat ExchDocument12 pagesReliability Analysis On A Shell and Tube Heat ExchkotisanampudiNo ratings yet
- Rotatory Kiln DesignDocument11 pagesRotatory Kiln DesignMiguel Calabozo AlvaroNo ratings yet
- Manuscript Ie 2019 04182e Revised PDFDocument23 pagesManuscript Ie 2019 04182e Revised PDFpabloNo ratings yet
- Comb CycleDocument13 pagesComb Cyclerain55555No ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Calculating Thermal Efficiency of Gas Fired Heaters: by Eng: Mostafa MahmoudDocument24 pagesCalculating Thermal Efficiency of Gas Fired Heaters: by Eng: Mostafa Mahmoudmostafa_1000No ratings yet
- Condensing Economizer ArticleDocument4 pagesCondensing Economizer ArticleErhan KayabaşıNo ratings yet
- Overall Heat Transfer Coefficient 2Document37 pagesOverall Heat Transfer Coefficient 2John Harold CuaresmaNo ratings yet
- APH PerformanceDocument9 pagesAPH PerformanceSiva SubramaniyanNo ratings yet
- R001 - CLAspenDocument10 pagesR001 - CLAspenEdwaef EdsfresrNo ratings yet
- Combustion FundamentalsDocument40 pagesCombustion Fundamentalsbinu vaNo ratings yet
- Thermo CEPDocument9 pagesThermo CEPm.sheraz malikNo ratings yet
- Calculation of Overall Heat Transfer CoefficientDocument2 pagesCalculation of Overall Heat Transfer CoefficientSrihari KodimelaNo ratings yet
- Module 5 Heat Exchanger Design - Part 1Document24 pagesModule 5 Heat Exchanger Design - Part 1Prince immanent BopapeNo ratings yet
- Design of LPG Refigeration System: 1. Copper TubesDocument20 pagesDesign of LPG Refigeration System: 1. Copper TubesJeevan Landge PatilNo ratings yet
- Heat Transfer Processes in Detergent IndustryDocument17 pagesHeat Transfer Processes in Detergent Industryعبدالمحسن علي ENo ratings yet
- Unit V: Combustion Stoichiometry and Kinetics, Flames and TypesDocument44 pagesUnit V: Combustion Stoichiometry and Kinetics, Flames and TypesTUSHAR DAGARNo ratings yet
- Fired Heater DesignDocument35 pagesFired Heater Designzorro21072107100% (6)
- RaoufICSOBADocument12 pagesRaoufICSOBAPedro Milton ChibulachoNo ratings yet
- CombustionDocument21 pagesCombustionDeepak kumarNo ratings yet
- Chapter 4: Heat Exchangers: Two Fluids That Are at Different Temperatures WhileDocument90 pagesChapter 4: Heat Exchangers: Two Fluids That Are at Different Temperatures Whilesohaib389892No ratings yet
- Me - 312, Hmt-Lec-Week 5Document21 pagesMe - 312, Hmt-Lec-Week 5Ahsan JunaidNo ratings yet
- School of Physics, Sydney University, Sydney, NSW 2006, AustraliaDocument14 pagesSchool of Physics, Sydney University, Sydney, NSW 2006, Australiahassan zohairNo ratings yet
- Tubular Reforming and Auto Thermal Reforming of NGDocument23 pagesTubular Reforming and Auto Thermal Reforming of NGJeremy Soh'100% (1)
- Combustion Process Fundamentals ExplainedDocument41 pagesCombustion Process Fundamentals ExplainedKingrad1100% (1)
- Eng Mechanics - FricitionDocument26 pagesEng Mechanics - FricitionBARUN SINGHNo ratings yet
- Heat Engines ExplainedDocument78 pagesHeat Engines ExplainedKhushank MNo ratings yet
- Piping Design GuideDocument65 pagesPiping Design GuideShrey PatelNo ratings yet
- Course WildeDocument76 pagesCourse Wildeberserker2236No ratings yet
- Exp. No. 6 Zener Diode V - I CharacteristicsDocument6 pagesExp. No. 6 Zener Diode V - I CharacteristicsAyush Kumar SinghNo ratings yet
- Lecture-Note of Chapter 4 From LemmiDocument34 pagesLecture-Note of Chapter 4 From LemmiMustefa UsmaelNo ratings yet
- MUCLecture 2021 111657848Document6 pagesMUCLecture 2021 111657848Bun RongNo ratings yet
- Ferrous: PrintedDocument40 pagesFerrous: PrintedsunsirNo ratings yet
- Tehnicni Program SESSION 2018Document34 pagesTehnicni Program SESSION 2018kenlavie2No ratings yet
- Influence of Steel, Glass and Polymer Fibers On The Cracking Behavior of Reinforced Concrete Beams Under FlexureDocument11 pagesInfluence of Steel, Glass and Polymer Fibers On The Cracking Behavior of Reinforced Concrete Beams Under FlexureMashfiqul IslamNo ratings yet
- IFM - SM7000 - Debitmetre - Sortie AnalogiqueDocument4 pagesIFM - SM7000 - Debitmetre - Sortie Analogiquenapnap5No ratings yet
- De Broglie PHD Thesis LengthDocument8 pagesDe Broglie PHD Thesis Lengthfjdqvrcy100% (2)
- Bio462 Exp 1Document5 pagesBio462 Exp 12023491958No ratings yet
- ICRU Report No. 90 Key Data for Ionizing Radiation DosimetryDocument118 pagesICRU Report No. 90 Key Data for Ionizing Radiation DosimetryMarcusNo ratings yet
- JawapanDocument3 pagesJawapanYusfalina Mohd YusoffNo ratings yet
- Ch02-Zealey PRE 4thppDocument67 pagesCh02-Zealey PRE 4thppMuhammad Kashif RashidNo ratings yet
- Emergency Fairlite LightingDocument3 pagesEmergency Fairlite LightingawadalmekawyNo ratings yet
- TT IimDocument106 pagesTT IimrakeshNo ratings yet
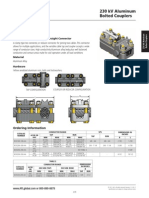
- 230kV Aluminum Bolted Cable Couplers PDFDocument5 pages230kV Aluminum Bolted Cable Couplers PDFCarloNo ratings yet
- Q3 Science 5 Periodical Test Questions No HeadingDocument4 pagesQ3 Science 5 Periodical Test Questions No HeadingWea Joy Mantolino-MasNo ratings yet
- Learn 5 essentials of welding carbon steel platesDocument9 pagesLearn 5 essentials of welding carbon steel platesJerome A. GomezNo ratings yet
- Valve Actuator Selection GuideDocument3 pagesValve Actuator Selection GuideBramJanssen76100% (1)
- Dice Vault - PARAGONDocument5 pagesDice Vault - PARAGONWolfcreed87No ratings yet
- GLOBE PFG-red planetary geared vane motors for industrial applicationsDocument26 pagesGLOBE PFG-red planetary geared vane motors for industrial applicationsTarcio TomNo ratings yet
- 20150714rev1 ASPACC 2015Document22 pages20150714rev1 ASPACC 2015HERDI SUTANTONo ratings yet
- Short Circuit and Overcurrent Protection of IGCT-based Three-Level NPC InvertersDocument7 pagesShort Circuit and Overcurrent Protection of IGCT-based Three-Level NPC InvertersReza GhasemiNo ratings yet
- Radio Controls Setup GuideDocument52 pagesRadio Controls Setup GuideHaitham Mohamed100% (1)
- Ultra-Pod FASTON Fully Insulated Receptacles and Tabs: Application SpecificationDocument13 pagesUltra-Pod FASTON Fully Insulated Receptacles and Tabs: Application SpecificationBrian RuttleNo ratings yet