You might also like
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Battery Maintenance ProductsDocument10 pagesBattery Maintenance ProductsA A Napis TeaNo ratings yet
- Application Specification: Power Ring ConnectorsDocument8 pagesApplication Specification: Power Ring ConnectorsChung LeNo ratings yet
- Nas 1714Document2 pagesNas 1714YossiNo ratings yet
- 220295-AI R0 Commercial ProposalDocument1 page220295-AI R0 Commercial ProposalRoger GracieNo ratings yet
- 120mm Ke-W A1 Apfsds-TDocument2 pages120mm Ke-W A1 Apfsds-Tpzkw2000No ratings yet
- 120mm KE W A1 APFSDS T 2023 10Document2 pages120mm KE W A1 APFSDS T 2023 101834295709No ratings yet
- Expansion Joint - Internal Corner: Solid Wall AT-mineral WoolDocument1 pageExpansion Joint - Internal Corner: Solid Wall AT-mineral WoolWadi Gabor100% (1)
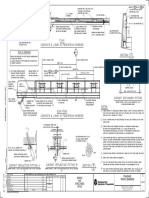
- Junction Box Installation in Traffic BarrierDocument1 pageJunction Box Installation in Traffic BarrierAdnan NajemNo ratings yet
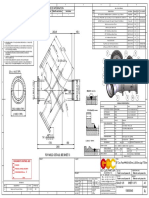
- Mark Piece Information: For Weld Details, See Sheet: 3Document5 pagesMark Piece Information: For Weld Details, See Sheet: 3Proorocu MikyNo ratings yet
- Installation guide for SecurEdge 3000 roof edge systemDocument2 pagesInstallation guide for SecurEdge 3000 roof edge systemConstantin GubavuNo ratings yet
- Post+order+documents+ - Electrical+junction+box 0 1 PDFDocument9 pagesPost+order+documents+ - Electrical+junction+box 0 1 PDFElwyn DavidNo ratings yet
- NA2XSEYBY 3 x (35-300) mm 12/20 cable specificationDocument1 pageNA2XSEYBY 3 x (35-300) mm 12/20 cable specificationMario SitorusNo ratings yet
- Drawing Tiang Highmast Pole - h25 - Automatic SyahrizalDocument1 pageDrawing Tiang Highmast Pole - h25 - Automatic Syahrizalagus supriadiNo ratings yet
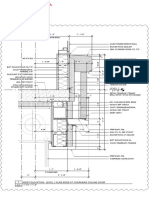
- Overhead Door Head DetailDocument1 pageOverhead Door Head Detaildata copyNo ratings yet
- 13-PRCBD-INS-FS-200 - PRESSURE GAUGE (PRC-Biodiesel-022)Document2 pages13-PRCBD-INS-FS-200 - PRESSURE GAUGE (PRC-Biodiesel-022)firman harianjaNo ratings yet
- Combined Pipe Support - 08 July 2017Document200 pagesCombined Pipe Support - 08 July 2017saurabh shuklaNo ratings yet
- Installation Guide For Sure-Seal Drip Edge: 1-1/2" SS RING Shank NailDocument2 pagesInstallation Guide For Sure-Seal Drip Edge: 1-1/2" SS RING Shank NailConstantin GubavuNo ratings yet
- JBL Lsr25P: Technical ManualDocument3 pagesJBL Lsr25P: Technical ManualAmm RaNo ratings yet
- PIU valves damaged during hydro testingDocument18 pagesPIU valves damaged during hydro testingAmit shahNo ratings yet
- EN 96 GigaLine A-DQ (ZN) B2Y OM4 Stranded 5000N BK LKD8AA70K110000Document2 pagesEN 96 GigaLine A-DQ (ZN) B2Y OM4 Stranded 5000N BK LKD8AA70K110000sehaad.ijmyouNo ratings yet
- Installation Guide For Securedge 3000 XT: #9 X 1-1/2" Ss Screw W/ WasherDocument2 pagesInstallation Guide For Securedge 3000 XT: #9 X 1-1/2" Ss Screw W/ WasherConstantin GubavuNo ratings yet
- SpecDocument2 pagesSpecdesmondNo ratings yet
- Gulf-O-Flex Insulation Sheets: Packing ListDocument4 pagesGulf-O-Flex Insulation Sheets: Packing ListSameera LakmalNo ratings yet
- Tiang PJU Oktagonal H-06M SP (Bottom 160mm) Sock 2 Inch RevDocument1 pageTiang PJU Oktagonal H-06M SP (Bottom 160mm) Sock 2 Inch Revkusnadi st100% (1)
- Kliplok Arrangement For Rooftop Solar PlantDocument1 pageKliplok Arrangement For Rooftop Solar PlantPankaj UlgekarNo ratings yet
- EQP DetailDocument24 pagesEQP Detailgullipalli srinivasa raoNo ratings yet
- S-1.2 Proposed Filling Station (Caltex Station) : Typical Section Thru BDocument1 pageS-1.2 Proposed Filling Station (Caltex Station) : Typical Section Thru BCarmela Andrea BuenafeNo ratings yet
- 153/RAC/L: Cable Gland Selection TableDocument2 pages153/RAC/L: Cable Gland Selection TableManikandan ShriNo ratings yet
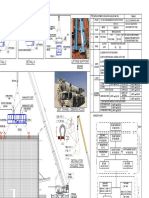
- Detail-2 Detail-3 Lifting Support Beam: Method Statement of Installation Chilled, Ws Pump, TankDocument1 pageDetail-2 Detail-3 Lifting Support Beam: Method Statement of Installation Chilled, Ws Pump, TankHải Trần QuốcNo ratings yet
- M0257 - Jbox - Ss316: Qtl007 Jbox - Ss316 Main Assembly Neoptix Canada LPDocument1 pageM0257 - Jbox - Ss316: Qtl007 Jbox - Ss316 Main Assembly Neoptix Canada LPfz23No ratings yet
- STP-JR Product CatalogueDocument4 pagesSTP-JR Product CatalogueRachel OdendaalNo ratings yet
- Series Series: General Purpose Enclosures General Purpose EnclosuresDocument11 pagesSeries Series: General Purpose Enclosures General Purpose Enclosureseser kiyanNo ratings yet
- Wide-Lite MPB Remote Indoor Ballast Bulletin 1988Document2 pagesWide-Lite MPB Remote Indoor Ballast Bulletin 1988Alan MastersNo ratings yet
- Bridge Engineeing Drawings 10.2 - A4 - 3Document1 pageBridge Engineeing Drawings 10.2 - A4 - 3Adnan NajemNo ratings yet
- Eng SS 114-143088 H1Document15 pagesEng SS 114-143088 H1ZorbanfrNo ratings yet
- Uline Static BagDocument1 pageUline Static BagCADTDDNo ratings yet
- Teraoka Adhesive Tapes For The Automotive IndustryDocument2 pagesTeraoka Adhesive Tapes For The Automotive Industryion ionNo ratings yet
- 201sa Unit Pack: Ordering Number LogicDocument2 pages201sa Unit Pack: Ordering Number LogicKarlos Antonio Salinas MoralesNo ratings yet
- Ms 02 36Document2 pagesMs 02 36batrarobinNo ratings yet
- GTP 185Document3 pagesGTP 185er.manishnhpcNo ratings yet
- KM26 ET3 Heat Cable SpecsDocument8 pagesKM26 ET3 Heat Cable SpecskmiqdNo ratings yet
- Dimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedDocument1 pageDimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedRUN GONo ratings yet
- ITT American Electric Horizontal Luminaire Series 25 & 26 Spec Sheet 2-81Document8 pagesITT American Electric Horizontal Luminaire Series 25 & 26 Spec Sheet 2-81Alan Masters100% (1)
- Kabel TreyDocument3 pagesKabel TreyQoim RestratNo ratings yet
- Drawing Falcon 6-9-12 18 GravityDocument1 pageDrawing Falcon 6-9-12 18 GravityPhal BritNo ratings yet
- 501 453 Universal ColdFlowDocument2 pages501 453 Universal ColdFlowRavi VarmaNo ratings yet
- Siemens MotorDocument1 pageSiemens MotorFarshad MahmoudiNo ratings yet
- Bob Cat6 FTP DatasheetDocument1 pageBob Cat6 FTP DatasheetJhinson Edgar CoyagoNo ratings yet
- Slrsebp: Mason Industries, IncDocument2 pagesSlrsebp: Mason Industries, Incgenas7265No ratings yet
- Vessels MWG en 301019Document33 pagesVessels MWG en 301019Hamza ShahidNo ratings yet
- En TVR DDocument23 pagesEn TVR DsaniNo ratings yet
- Long-lasting tubular gel SMG batteriesDocument4 pagesLong-lasting tubular gel SMG batteriessyNo ratings yet
- A GA-230077 1 OF 1: Bore & Keyway Details Id Fan Hub Bore & Keyway Details Motor (VFD) HubDocument1 pageA GA-230077 1 OF 1: Bore & Keyway Details Id Fan Hub Bore & Keyway Details Motor (VFD) Hubwaj1No ratings yet
- Restaurant+ +04 16 20Document30 pagesRestaurant+ +04 16 20Santiago MenesesNo ratings yet
- Eng SS 114-16008 PDocument11 pagesEng SS 114-16008 PMuhammad SyafiiNo ratings yet
- 5024 - Wire Rope Sling Inspection Form PDFDocument1 page5024 - Wire Rope Sling Inspection Form PDFAgung NugrohoNo ratings yet
- Technical Specs for 36,000 CFM Floor Mounted Fan UnitDocument3 pagesTechnical Specs for 36,000 CFM Floor Mounted Fan UnitSuraj KhopeNo ratings yet
- The Korean MiracleDocument20 pagesThe Korean MiracleDivya GirishNo ratings yet
- Price Action - Japanese Candlestick Patterns SheetDocument4 pagesPrice Action - Japanese Candlestick Patterns SheetVicaas VSNo ratings yet
- Conditions For The Emergence of Life On The Early Earth: Summary and ReflectionsDocument15 pagesConditions For The Emergence of Life On The Early Earth: Summary and Reflectionsapi-3713202No ratings yet
- XII Class Assignment Programs 2023-24Document8 pagesXII Class Assignment Programs 2023-24Sudhir KumarNo ratings yet
- Edited Hydraulics Lecture - Part 2 - OrificesDocument36 pagesEdited Hydraulics Lecture - Part 2 - OrificesVincentNo ratings yet
- Flavors Supplies BudgetDocument6 pagesFlavors Supplies BudgetJomarie EmilianoNo ratings yet
- Mercer Role and Job Analysis InfoDocument3 pagesMercer Role and Job Analysis InfojehaniaNo ratings yet
- SD Series Digital AC Servo System User Manual GuideDocument66 pagesSD Series Digital AC Servo System User Manual GuideAdnene SaanounNo ratings yet
- Avelino Vs Cuenco (Case Digest)Document8 pagesAvelino Vs Cuenco (Case Digest)Christopher Dale WeigelNo ratings yet
- A Rite of SpringDocument10 pagesA Rite of SpringLucius Gregory MeredithNo ratings yet
- Presentation on Indentured LabourersDocument10 pagesPresentation on Indentured LabourersAshis karmakar100% (1)
- Computer Organization and Assembly Language: Lecture 1 - Basic ConceptsDocument13 pagesComputer Organization and Assembly Language: Lecture 1 - Basic ConceptsNosreffejDelRosarioNo ratings yet
- SAQ Ans 6Document3 pagesSAQ Ans 6harshanauocNo ratings yet
- Basic Electronic ComponentsDocument28 pagesBasic Electronic ComponentsJafar ShaikhNo ratings yet
- Modigliani MillerDocument12 pagesModigliani MillerAlvaro CamañoNo ratings yet
- Four Pillars of EducationDocument42 pagesFour Pillars of EducationWinter BacalsoNo ratings yet
- Sapamine CSN Textile Softener: Technical Data SheetDocument5 pagesSapamine CSN Textile Softener: Technical Data SheetsaskoNo ratings yet
- Assignments - 2017 09 15 182103 - PDFDocument49 pagesAssignments - 2017 09 15 182103 - PDFMena AlzahawyNo ratings yet
- Template Project Approach QuestionnaireDocument1 pageTemplate Project Approach QuestionnaireSara AliNo ratings yet
- Thermo Safety Cabinets MSC-Advantage - User ManualDocument53 pagesThermo Safety Cabinets MSC-Advantage - User ManualAhmed SalamaNo ratings yet
- Project Name: Purchase Order Management Creation Date: 26 October 2021 Created By: Sofiyan PathanDocument2 pagesProject Name: Purchase Order Management Creation Date: 26 October 2021 Created By: Sofiyan PathanAtul PawarNo ratings yet
- Kelley DavisDocument3 pagesKelley Davisapi-626701108No ratings yet
- Berkowitz Et Al (2010) - Skills For Psychological Recovery - Field Operations GuideDocument154 pagesBerkowitz Et Al (2010) - Skills For Psychological Recovery - Field Operations GuideRita CamiloNo ratings yet
- New Translation and Deciphering of ChineDocument14 pagesNew Translation and Deciphering of ChineRémyNo ratings yet
- Mark Dyczkowski and Trika Journal March 2015 Vol.1.No.1.Document10 pagesMark Dyczkowski and Trika Journal March 2015 Vol.1.No.1.Mark Dyczkoswki and Trika Journal100% (2)
- Were in The City of Palu in Central Sulawesi, IndonesiaDocument5 pagesWere in The City of Palu in Central Sulawesi, IndonesiaTú AnhNo ratings yet
- RRT LH: Gt'R:Ut (TLDocument75 pagesRRT LH: Gt'R:Ut (TLkl equipmentNo ratings yet
- Band Theory and Bloch Theorem in Solid State PhysicsDocument8 pagesBand Theory and Bloch Theorem in Solid State PhysicsVicky VickyNo ratings yet
- Evbox Ultroniq V2: High Power Charging SolutionDocument6 pagesEvbox Ultroniq V2: High Power Charging SolutionGGNo ratings yet
- Fairfield Institute of Management & Technology E-Commerce: Lab/Practical File Subject Code: 112Document24 pagesFairfield Institute of Management & Technology E-Commerce: Lab/Practical File Subject Code: 112AYUSHNo ratings yet