You might also like
- Tyco Electronic RJ45 ConnectorDocument17 pagesTyco Electronic RJ45 Connectorafiq danialNo ratings yet
- Application Specification: Power Ring ConnectorsDocument8 pagesApplication Specification: Power Ring ConnectorsChung LeNo ratings yet
- DDEControllerDocument13 pagesDDEControllercataNo ratings yet
- Ti 275135010 SK Tie4 Han10e m2b La en 1Document2 pagesTi 275135010 SK Tie4 Han10e m2b La en 1olivier.bigouretNo ratings yet
- Push-Pull Connectors Cable Mounted Plug CCA3 Series: CCA3P1/A12 1 2 P o L eDocument1 pagePush-Pull Connectors Cable Mounted Plug CCA3 Series: CCA3P1/A12 1 2 P o L eĦøÐâNo ratings yet
- Application Specification Quadrax Rectangular Connectors and Quadrax ContactsDocument24 pagesApplication Specification Quadrax Rectangular Connectors and Quadrax ContactsDaniel CasasolaNo ratings yet
- Connectors For Power Connection en 0718 ScreenDocument60 pagesConnectors For Power Connection en 0718 Screenolivier.bigouretNo ratings yet
- Ti 275135000 SK Tie4 Han10e m2b Le en 1Document2 pagesTi 275135000 SK Tie4 Han10e m2b Le en 1olivier.bigouretNo ratings yet
- Cat 7 S FTP Flex LSZH DcaDocument3 pagesCat 7 S FTP Flex LSZH DcaAries dNo ratings yet
- Eng SS 114-143088 H1Document15 pagesEng SS 114-143088 H1ZorbanfrNo ratings yet
- Eng SS 114-40023 D PDFDocument10 pagesEng SS 114-40023 D PDF1_2_georgeNo ratings yet
- 7TKK000108 - High-Tech Fuse - Catalogue - US - DGTDocument76 pages7TKK000108 - High-Tech Fuse - Catalogue - US - DGTadrian garciaNo ratings yet
- Q-Relay DatasheetDocument2 pagesQ-Relay DatasheetsamNo ratings yet
- NS11 80 C VQCDocument96 pagesNS11 80 C VQCIsrael CsNo ratings yet
- DEUTSCH DTM Series Connector System: 26 AUG 2020 Rev C1Document32 pagesDEUTSCH DTM Series Connector System: 26 AUG 2020 Rev C1Charly Ramos100% (1)
- Afs en Ca 180830 WDocument4 pagesAfs en Ca 180830 Wjohanes kharismaNo ratings yet
- Tourline PDFDocument9 pagesTourline PDF2022A Micha Michela FitrianaNo ratings yet
- 67SPECTBDocument22 pages67SPECTBNishanth Navaneetha GopalakrishnanNo ratings yet
- 1SNC160019C0203 - SNA Series - Terminal BlocksDocument156 pages1SNC160019C0203 - SNA Series - Terminal Blocksbaurzhan.kunkuzhayevNo ratings yet
- Connector: 2.0mm Pitch/crimp Style Wire-To-Wire ConnectorsDocument2 pagesConnector: 2.0mm Pitch/crimp Style Wire-To-Wire ConnectorsfrdrfdederNo ratings yet
- Instruction Sheet Cable Clamp Assemblies For Amplimite Hd-20 Andhd-22 ConnectorsDocument2 pagesInstruction Sheet Cable Clamp Assemblies For Amplimite Hd-20 Andhd-22 ConnectorsBruno GonçalvesNo ratings yet
- Conectores en Y PepperlDocument6 pagesConectores en Y PepperlOmar Velazquez HernandezNo ratings yet
- Brief Information: Sharp Tone Horn Set M26SDocument2 pagesBrief Information: Sharp Tone Horn Set M26SDhimas NNo ratings yet
- 7TKK000108 High-Tech Fuse Catalogue US DGTDocument76 pages7TKK000108 High-Tech Fuse Catalogue US DGTjrvvfNo ratings yet
- CHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Document14 pagesCHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Gaspar GarciaNo ratings yet
- CHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Document14 pagesCHAMP .050 Series I Blindmate Plug and Receptacle Single Connector Attachments (SCA) - 2Gaspar GarciaNo ratings yet
- IGCC-OPM-QUA-FMT-0087 Rev.0 - INSTRUMENT CABLE GLANDING - TERMINATION INSPECTION RECORDDocument2 pagesIGCC-OPM-QUA-FMT-0087 Rev.0 - INSTRUMENT CABLE GLANDING - TERMINATION INSPECTION RECORDAhmedNo ratings yet
- AMPSEAL Automotive Plug Connector and Header Assembly: Application SpecificationDocument9 pagesAMPSEAL Automotive Plug Connector and Header Assembly: Application SpecificationАндрей9No ratings yet
- Series: Rectangular Multi-ConnectorDocument12 pagesSeries: Rectangular Multi-ConnectorPersonalityQNo ratings yet
- TG-4033 Dubai Metro - Cables - NHT - NewDocument17 pagesTG-4033 Dubai Metro - Cables - NHT - NewJason SecretNo ratings yet
- CELLFLEX® Factory-Fit Jumper Assembly, 4.3-10 Male / 4.3-10 MaleDocument1 pageCELLFLEX® Factory-Fit Jumper Assembly, 4.3-10 Male / 4.3-10 Malehgfhfg6 kgkghjkNo ratings yet
- Interface - Cable Trench - 6320Document3 pagesInterface - Cable Trench - 6320PrasadNo ratings yet
- 1 150, 50, 280 & Lever Lock 280 & Lever LockDocument46 pages1 150, 50, 280 & Lever Lock 280 & Lever LocksanachNo ratings yet
- Multi Contact SpecsDocument16 pagesMulti Contact SpecsJackson Dias RochaNo ratings yet
- Separable Connectors & Bushings - Interface C: DescriptionDocument3 pagesSeparable Connectors & Bushings - Interface C: DescriptionMario TNo ratings yet
- Series 1846 - Single-Pole Pushbutton Switches: Product Features On RequestDocument3 pagesSeries 1846 - Single-Pole Pushbutton Switches: Product Features On RequestDanny DurhamNo ratings yet
- Document 8 PDFDocument4 pagesDocument 8 PDFLuis Miguel Esquivel SequeiraNo ratings yet
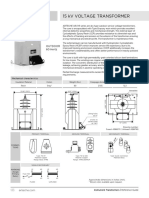
- 15 KV Voltage Transformer: Outdoor 60 HertzDocument2 pages15 KV Voltage Transformer: Outdoor 60 HertzRodNo ratings yet
- Circular Threaded Coupling ConnectorsDocument2 pagesCircular Threaded Coupling Connectorsmohana6No ratings yet
- Circular Threaded Coupling ConnectorsDocument2 pagesCircular Threaded Coupling Connectorsmohana6No ratings yet
- STP-JR Product CatalogueDocument4 pagesSTP-JR Product CatalogueRachel OdendaalNo ratings yet
- DC DrivesDocument54 pagesDC DrivesmahalakshmiNo ratings yet
- PDFDocument100 pagesPDFHeart Sandler SandlerNo ratings yet
- Part Number: Status: Overview: Description:: DocumentsDocument2 pagesPart Number: Status: Overview: Description:: Documentszhigan chenNo ratings yet
- 43M43MRS12 0500FFPDocument1 page43M43MRS12 0500FFPhgfhfg6 kgkghjkNo ratings yet
- Restrained Slab Design To BS8110Document1 pageRestrained Slab Design To BS8110Sumedha MayadunnaNo ratings yet
- Porta Fusible Canister para 34.5 KVDocument24 pagesPorta Fusible Canister para 34.5 KVjryamNo ratings yet
- CONECTORDocument2 pagesCONECTORhdbryansNo ratings yet
- Industrial Ethernet Cat.5+: Leoni Special Cables GMBHDocument2 pagesIndustrial Ethernet Cat.5+: Leoni Special Cables GMBHLeodoletaNo ratings yet
- 2198-In010 - En-P 2198-K57CK-D15MDocument4 pages2198-In010 - En-P 2198-K57CK-D15MMaximilianoAlvarezNo ratings yet
- Te rj45Document14 pagesTe rj45João Oliveira BentesNo ratings yet
- Terminal Blocks: KasugaDocument6 pagesTerminal Blocks: KasugaKs MuraliNo ratings yet
- CTS2 5-6Document2 pagesCTS2 5-6g.mendezNo ratings yet
- 'A' Size Fibre Databook - Revision 2023-01Document13 pages'A' Size Fibre Databook - Revision 2023-01quanNo ratings yet
- Section 3 Cellular Telecom PDFDocument24 pagesSection 3 Cellular Telecom PDFHughes ElectronicsNo ratings yet
- Cable 182911 DatwylerDocument2 pagesCable 182911 DatwylerAlicia AltamiranoNo ratings yet
- Connector Selection GuidDocument24 pagesConnector Selection Guidvelanvasanth31No ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- SafeShop Business Plan PDFDocument16 pagesSafeShop Business Plan PDFkalchati yaminiNo ratings yet
- Child Has Does: The Adultery, Child Be and Entitled His Own, The Child's That His DueDocument1 pageChild Has Does: The Adultery, Child Be and Entitled His Own, The Child's That His DuerickmortyNo ratings yet
- Motion For Forensic Examination - Cyber CasedocxDocument5 pagesMotion For Forensic Examination - Cyber CasedocxJazz Tracey100% (1)
- Integrated Weed Management 22.11.2021Document8 pagesIntegrated Weed Management 22.11.2021Izukanji KayoraNo ratings yet
- CASE Assignment #4Document3 pagesCASE Assignment #4Matti Hannah V.No ratings yet
- Case Study: The Firm Wide 360 Degree Performance Evaluation Process at Morgan Stanley SummaryDocument1 pageCase Study: The Firm Wide 360 Degree Performance Evaluation Process at Morgan Stanley SummaryMehran MalikNo ratings yet
- Ccu X122Document1 pageCcu X122haranahalliNo ratings yet
- Casio fx-82MSDocument49 pagesCasio fx-82MSPéter GedeNo ratings yet
- Digests OnlyDocument337 pagesDigests OnlyMaria Zola Estela GeyrozagaNo ratings yet
- G1 - Introduction Generator ProtectionDocument21 pagesG1 - Introduction Generator ProtectionOoi Ban JuanNo ratings yet
- Modelling and Simulation of Armature ControlledDocument7 pagesModelling and Simulation of Armature ControlledPrathap VuyyuruNo ratings yet
- Module 1 Unit 2 - Hardware and Software MGT PDFDocument7 pagesModule 1 Unit 2 - Hardware and Software MGT PDFRose Bella Tabora LacanilaoNo ratings yet
- Romualdez v. SB, GR. No. 152259, July 29, 2004Document1 pageRomualdez v. SB, GR. No. 152259, July 29, 2004MonicaCelineCaroNo ratings yet
- List of Ambulance Services in Rajahmundry - PythondealsDocument5 pagesList of Ambulance Services in Rajahmundry - PythondealsSRINIVASARAO JONNALANo ratings yet
- Industrial Disputes Act1947 Cases: By: Anil Ashish Topno ROLL NO: 12003 Retail Management 2 YearDocument15 pagesIndustrial Disputes Act1947 Cases: By: Anil Ashish Topno ROLL NO: 12003 Retail Management 2 YearAnil Ashish Topno100% (1)
- Adverse Event Log TemplateDocument2 pagesAdverse Event Log TemplateLore LopezNo ratings yet
- Warm Mix Asphalt: "National Perspective"Document46 pagesWarm Mix Asphalt: "National Perspective"Royhan RizkyNo ratings yet
- Chapter 6 Game Theory TwoDocument9 pagesChapter 6 Game Theory TwoMextli BarritaNo ratings yet
- Schindler's List Theme Sheet Music For Piano, Violin (Solo)Document1 pageSchindler's List Theme Sheet Music For Piano, Violin (Solo)Sara SzaboNo ratings yet
- Case Laws IBBIDocument21 pagesCase Laws IBBIAbhinjoy PalNo ratings yet
- 6-GFM Series: Main Applications DimensionsDocument2 pages6-GFM Series: Main Applications Dimensionsleslie azabacheNo ratings yet
- UntitledDocument72 pagesUntitledMark SinclairNo ratings yet
- Jsa Camp Engine Service 350 HRSDocument1 pageJsa Camp Engine Service 350 HRSAdel AlKhedawyNo ratings yet
- Creating A New Silk UI ApplicationDocument2 pagesCreating A New Silk UI Applicationtsultim bhutiaNo ratings yet
- Product Information Flyer: CIMSTAR® 10-570-HFP With FACT™Document2 pagesProduct Information Flyer: CIMSTAR® 10-570-HFP With FACT™sobheysaidNo ratings yet
- Chapter 09 SolutionsDocument43 pagesChapter 09 SolutionsDwightLidstromNo ratings yet
- Smart Goals Rubric 2Document2 pagesSmart Goals Rubric 2api-338549230100% (2)
- 2019 Book TheEBMTHandbookDocument688 pages2019 Book TheEBMTHandbook88tk6rccsmNo ratings yet
- TCS-60 WebDocument94 pagesTCS-60 WebNasrul Salman100% (1)
- Delivery For OutSystems Specialization Sample Exam - enDocument8 pagesDelivery For OutSystems Specialization Sample Exam - enmahesh manchalaNo ratings yet