You might also like
- Building A Digital Storage OscilloscopeDocument56 pagesBuilding A Digital Storage Oscilloscopeskiziltoprak100% (2)
- Specification: For Applying Interleaving Material and PowdersDocument2 pagesSpecification: For Applying Interleaving Material and Powdersjsrplc7952No ratings yet
- Application Variables NordsonDocument8 pagesApplication Variables NordsonssierroNo ratings yet
- Powder Coating PDFDocument6 pagesPowder Coating PDFNita HandayaniNo ratings yet
- Powder Bro 2-09 PDFDocument8 pagesPowder Bro 2-09 PDFjmezapNo ratings yet
- Petersilka 2011 Periodontology - 2000Document19 pagesPetersilka 2011 Periodontology - 2000Dr. DeeptiNo ratings yet
- A Modified Well Index To Account For Shear Thi - 2020 - Journal of Petroleum SciDocument12 pagesA Modified Well Index To Account For Shear Thi - 2020 - Journal of Petroleum SciAnyone KnowingNo ratings yet
- Chapter 5: Powder Coating Application MethodsDocument27 pagesChapter 5: Powder Coating Application MethodsMike MotariNo ratings yet
- WhatWhyHowofPowder Coating PDFDocument12 pagesWhatWhyHowofPowder Coating PDFСтанислав ПодольскийNo ratings yet
- Chen and Lloyd, 1994Document8 pagesChen and Lloyd, 1994stevenNo ratings yet
- Lechler Fachbericht Asme-Power-Conference 2009-07 Van-Durme enDocument6 pagesLechler Fachbericht Asme-Power-Conference 2009-07 Van-Durme enhungleteNo ratings yet
- 1 s2.0 S0032591021009220 MainDocument14 pages1 s2.0 S0032591021009220 Maineka nurulNo ratings yet
- Mid Term Paper ME 206Document4 pagesMid Term Paper ME 206Super FreakNo ratings yet
- Installation of Pharmaceutical Process Piping - A Case StudyDocument6 pagesInstallation of Pharmaceutical Process Piping - A Case StudycuongtdbsbNo ratings yet
- Effect of Bimodal Powder Blends On Part Density AnDocument11 pagesEffect of Bimodal Powder Blends On Part Density Anfrankypanky123No ratings yet
- Nano HVOFThermicoDocument43 pagesNano HVOFThermicohirafarooq2000No ratings yet
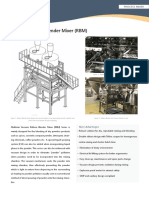
- Vacuum Ribbon Blender Mixer (RBM)Document2 pagesVacuum Ribbon Blender Mixer (RBM)AngelNo ratings yet
- Troubleshooting GuideDocument11 pagesTroubleshooting GuideСтанислав ПодольскийNo ratings yet
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- Sulphur-JanFeb16 Sulphur Burning OptimisationDocument8 pagesSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarNo ratings yet
- LS 1Document7 pagesLS 1Annappa N ANo ratings yet
- Adv Eng Mater - 2022 - Douglas - The Influence of Powder Reuse On The Properties of Laser Powder Bed Fused Stainless SteelDocument13 pagesAdv Eng Mater - 2022 - Douglas - The Influence of Powder Reuse On The Properties of Laser Powder Bed Fused Stainless Steelfrankypanky123No ratings yet
- Design Characteristics and Development of A Nozzle For Coaxial Laser CladdingDocument10 pagesDesign Characteristics and Development of A Nozzle For Coaxial Laser CladdingEduardo MendezNo ratings yet
- Calculo de Potencia para Evaporadores de Pelicula Agitada Mckenna 1995Document15 pagesCalculo de Potencia para Evaporadores de Pelicula Agitada Mckenna 1995Sebastian PinzonNo ratings yet
- En Inside MarineDocument1 pageEn Inside MarineCharles JacobNo ratings yet
- Sulphur Burning OptimisationDocument8 pagesSulphur Burning OptimisationTeal TealyNo ratings yet
- In Situ Laser Repair of Steam Turbine BladesDocument5 pagesIn Situ Laser Repair of Steam Turbine BladesMohanachandran JayakaranNo ratings yet
- Powder Technology: A. Allimant, M.P. Planche, Y. Bailly, L. Dembinski, C. CoddetDocument5 pagesPowder Technology: A. Allimant, M.P. Planche, Y. Bailly, L. Dembinski, C. Coddetedith pamela larios lopezNo ratings yet
- "Vacuum Blasting". An Innovative New Process For Metallic Coating of Surfa-Ces With A Shotipowder MixtureDocument5 pages"Vacuum Blasting". An Innovative New Process For Metallic Coating of Surfa-Ces With A Shotipowder MixtureMhand AmsNo ratings yet
- 2014 Sensor For Dry Content in A Board MachineDocument27 pages2014 Sensor For Dry Content in A Board MachineNilton AlmeidaNo ratings yet
- Pasalopoulos FAIM2020Document7 pagesPasalopoulos FAIM2020George VosniakosNo ratings yet
- Bulk Properties of PowdersDocument15 pagesBulk Properties of Powderslhphong021191No ratings yet
- Corrosion Protection For Fisher Valves: Bulletin 59:090Document8 pagesCorrosion Protection For Fisher Valves: Bulletin 59:090Datt NguyenNo ratings yet
- Optimizing Metal Powders For Additive Manufacturing: Exploring The Impact of Particle Morphology and Powder FlowabilityDocument23 pagesOptimizing Metal Powders For Additive Manufacturing: Exploring The Impact of Particle Morphology and Powder Flowabilityjoelrey tagamaNo ratings yet
- Film Forming Spray A Comprehensive ReviewDocument9 pagesFilm Forming Spray A Comprehensive ReviewInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Routing For Manufacturability and Reliability: FeatureDocument12 pagesRouting For Manufacturability and Reliability: FeaturepvickyNo ratings yet
- Sprayed Concrete Application GuidelinesDocument6 pagesSprayed Concrete Application GuidelinesUrosNo ratings yet
- Training Guide Chapter 4 Spray Methods 1Document22 pagesTraining Guide Chapter 4 Spray Methods 1Derviş Mehmet BaşakNo ratings yet
- Rheology and Microstructure of Emulsion Based Cosmetic MascaraDocument2 pagesRheology and Microstructure of Emulsion Based Cosmetic MascaraabdiNo ratings yet
- Fabrication of A Cost Effective Automatic Controller For Spray-Pyrolysis Technique To Deposit Thin FilmsDocument4 pagesFabrication of A Cost Effective Automatic Controller For Spray-Pyrolysis Technique To Deposit Thin Filmsbipul ahmedNo ratings yet
- Ijertv12n7 01Document7 pagesIjertv12n7 01IgorNo ratings yet
- Supplementary FuelNozzleFinishingDocument16 pagesSupplementary FuelNozzleFinishingAndi RifkyNo ratings yet
- PC 2009 Powder Coating GlossaryDocument2 pagesPC 2009 Powder Coating GlossaryTamoor TariqNo ratings yet
- Akışkanlar VizeDocument5 pagesAkışkanlar Vizeselenaykaya8No ratings yet
- Ae Powder HiDocument33 pagesAe Powder HiswoinkerNo ratings yet
- DR - 43 - Defect Reduction and Defect Stability in IMEC's 14nm Half-Pitch Chemo-Epitaxy DSA Flow - 2014Document33 pagesDR - 43 - Defect Reduction and Defect Stability in IMEC's 14nm Half-Pitch Chemo-Epitaxy DSA Flow - 2014Mukti Ali SadikinNo ratings yet
- Urea Solution Dosing System For Improved Catalyst EfficiencyDocument6 pagesUrea Solution Dosing System For Improved Catalyst EfficiencyRahul ENo ratings yet
- Nanostructured CoatingDocument46 pagesNanostructured CoatingPawan SharmaNo ratings yet
- Diesel & Gas Turbine Worldwide - Autumn 2021Document4 pagesDiesel & Gas Turbine Worldwide - Autumn 2021dongkwan.kimNo ratings yet
- Die Attach Dispensing MethodsDocument3 pagesDie Attach Dispensing Methodsquinn akaneNo ratings yet
- Mechanical Design of The Reverse Roll Coater PDFDocument2 pagesMechanical Design of The Reverse Roll Coater PDFMiGUELNo ratings yet
- Setting Additives Influence On The Thermomechanical Properties of Wet Shotcrete Refractory Castable MatricesDocument6 pagesSetting Additives Influence On The Thermomechanical Properties of Wet Shotcrete Refractory Castable MatricesBagas Prasetyawan Adi NugrohoNo ratings yet
- Powder Technology: Yuan Yu, Wenjing Ren, Jiaxiang LiuDocument5 pagesPowder Technology: Yuan Yu, Wenjing Ren, Jiaxiang Liudavibraga8041No ratings yet
- Additive Manufacturing: Balaji Soundararajan, Daniele Sofia, Diego Barletta, Massimo PolettoDocument27 pagesAdditive Manufacturing: Balaji Soundararajan, Daniele Sofia, Diego Barletta, Massimo PolettoHarris DanielNo ratings yet
- API Dispersal Through Hot Melt ExtrusionDocument3 pagesAPI Dispersal Through Hot Melt ExtrusionKhaled Abdel-Ghaffar SalamaNo ratings yet
- Ljepila PolikloroprenDocument19 pagesLjepila PolikloroprenaprosoNo ratings yet
- Powder Flowability Characterisation Methodology For Powder-Bed-Based Metal Additive ManufacturingDocument12 pagesPowder Flowability Characterisation Methodology For Powder-Bed-Based Metal Additive ManufacturingpnpexpertsNo ratings yet
- Experimental Research OnDocument6 pagesExperimental Research OnAllah BakhshNo ratings yet
- CFM SPM 70-48-00Document8 pagesCFM SPM 70-48-00ZakiHaunaNo ratings yet
- Husner RatioDocument11 pagesHusner RatioShania BarajaNo ratings yet
- Corrosion and Protection GuideDocument6 pagesCorrosion and Protection Guidexaekne100% (4)
- Corrosion Classes: ISO 12944 Impact Interior ExteriorDocument1 pageCorrosion Classes: ISO 12944 Impact Interior ExterioraliabdulhamidNo ratings yet
- Ip PDFDocument1 pageIp PDFecruz_yhwhNo ratings yet
- Protective Coating System ISO-12944-5Document2 pagesProtective Coating System ISO-12944-5Iwan HastiawanNo ratings yet
- NE IP Reference Chart 0614Document1 pageNE IP Reference Chart 0614aliabdulhamidNo ratings yet
- Doctoral Programmes Admission: Personal DetailsDocument7 pagesDoctoral Programmes Admission: Personal DetailsaliabdulhamidNo ratings yet
- ArticleCollection OilGasDocument40 pagesArticleCollection OilGasaliabdulhamidNo ratings yet
- CorrosionDocument11 pagesCorrosionLurdesAlmeida100% (2)
- Chemicals LabelsDocument1 pageChemicals LabelsaliabdulhamidNo ratings yet
- Challenging The Organic "Zinc Rich" Primer StandardDocument9 pagesChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- PBS Position Motion Sensors en PDFDocument696 pagesPBS Position Motion Sensors en PDFRoman VarvariciNo ratings yet
- ASTM F 1941 Yr 10 Bolt CoatingsDocument11 pagesASTM F 1941 Yr 10 Bolt Coatingskman548No ratings yet
- A Simple and Effective Approach To Developing and MaintainingDocument6 pagesA Simple and Effective Approach To Developing and MaintainingaliabdulhamidNo ratings yet
- Angels and Demons in The Realm of Protective CoatingsDocument26 pagesAngels and Demons in The Realm of Protective Coatingsaliabdulhamid100% (1)
- M Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnDocument28 pagesM Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnaliabdulhamidNo ratings yet
- Comparing Multiple Weathering Techniques Among Various CoatingsDocument15 pagesComparing Multiple Weathering Techniques Among Various Coatingsaliabdulhamid100% (1)
- Abrasive Selection Economics - Cost or PriceDocument10 pagesAbrasive Selection Economics - Cost or Pricealiabdulhamid100% (1)
- Materials System SpecificationDocument22 pagesMaterials System SpecificationAjeetKumarNo ratings yet
- 09-Samss-071 Requirements For Inorganic Zinc PrimerDocument6 pages09-Samss-071 Requirements For Inorganic Zinc PrimeraliabdulhamidNo ratings yet
- 09-Samss-089 2018Document27 pages09-Samss-089 2018Allan LindoNo ratings yet
- 09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServiceDocument10 pages09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServicealiabdulhamidNo ratings yet
- Materials System SpecificationDocument7 pagesMaterials System SpecificationAjeetKumarNo ratings yet
- Materials System SpecificationDocument8 pagesMaterials System SpecificationAjeetKumarNo ratings yet
- Envicool AC AIRCON MC30HDNC1ADocument7 pagesEnvicool AC AIRCON MC30HDNC1ABores ModearNo ratings yet
- Soliphant T FTM20, FTM21: Technical Information VibronicDocument16 pagesSoliphant T FTM20, FTM21: Technical Information VibronicmichaelNo ratings yet
- Datenblatt Towersun 128 APRIL12 V1.1 EnglischDocument5 pagesDatenblatt Towersun 128 APRIL12 V1.1 EnglischIatan AlexandruNo ratings yet
- Rr410209 High Voltage EngineeringDocument6 pagesRr410209 High Voltage EngineeringSrinivasa Rao GNo ratings yet
- MPX5700Document11 pagesMPX5700mardonioandradeNo ratings yet
- DSPDocument5 pagesDSPKarishma SavNo ratings yet
- Group 6 Prolix Switch: 1. Operating Principle Wiring DiagramDocument1 pageGroup 6 Prolix Switch: 1. Operating Principle Wiring DiagramDavidNo ratings yet
- PCT M1 FlowDocument2 pagesPCT M1 FlowRms VicNo ratings yet
- Hyw 100 t5 GB Stage 2Document5 pagesHyw 100 t5 GB Stage 2Randy RNo ratings yet
- What Is Silicone Conformal Coating For PCBDocument19 pagesWhat Is Silicone Conformal Coating For PCBjackNo ratings yet
- 2SC458Document6 pages2SC458mei jonieNo ratings yet
- CBIP Tranformer ManualDocument422 pagesCBIP Tranformer ManualAnchal M. Pahwa78% (9)
- PDU For TMA Catalog (Add 3DT) - Add CEQ V3.0 - 001 PDFDocument3 pagesPDU For TMA Catalog (Add 3DT) - Add CEQ V3.0 - 001 PDFpandavision76No ratings yet
- AutosequencesDocument98 pagesAutosequencesJhonatanNo ratings yet
- Fractal Geometry-Inspired Microstrip Patch Antenna Design For Vehicular CommunicationDocument6 pagesFractal Geometry-Inspired Microstrip Patch Antenna Design For Vehicular Communicationvirendra100% (1)
- Cataloge Man Hinh Dieu Khien Deepsea - Dse7320Document2 pagesCataloge Man Hinh Dieu Khien Deepsea - Dse7320QuangNgocNo ratings yet
- ADC08831/ADC08832 8-Bit Serial I/O CMOS A/D Converters With Multiplexer and Sample/Hold FunctionDocument24 pagesADC08831/ADC08832 8-Bit Serial I/O CMOS A/D Converters With Multiplexer and Sample/Hold Functionrudra_1No ratings yet
- Malabar Cements LimitedDocument16 pagesMalabar Cements LimitedachyuachyuthanNo ratings yet
- VRM 8.3 DC-DC Converter Design Guidelines: Order Number: 243870-004Document15 pagesVRM 8.3 DC-DC Converter Design Guidelines: Order Number: 243870-004draNo ratings yet
- 04302522Document6 pages04302522proteccionesNo ratings yet
- Department of Electrical Engineering Electical & Electronics Measurement Question BankDocument4 pagesDepartment of Electrical Engineering Electical & Electronics Measurement Question Bankvijay patilNo ratings yet
- ETC Raisoni Endsem PaperDocument14 pagesETC Raisoni Endsem PaperYogesh Jounjalkar100% (1)
- Carrier VRF EmeaDocument168 pagesCarrier VRF EmeaΤζίνα ΓιαννοπούλουNo ratings yet
- HPX8 59Document5 pagesHPX8 59Alexander RamosNo ratings yet
- I48E-EN-01 SigmaServoDrive DatasheetDocument18 pagesI48E-EN-01 SigmaServoDrive DatasheetjuujaaNo ratings yet
- Flatron T730SH SHM SHK Chassis Ca136Document44 pagesFlatron T730SH SHM SHK Chassis Ca136api-369767290% (10)
- Specs 16700Document33 pagesSpecs 16700Marcilio CarvalhoNo ratings yet
- Proportional Valve Controller-PCB Only-: Electronic ControlsDocument2 pagesProportional Valve Controller-PCB Only-: Electronic ControlsSIVARAMANJAGANATHANNo ratings yet
- Brochure Ref 670Document4 pagesBrochure Ref 670veerabossNo ratings yet