You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- CNC DrillingDocument34 pagesCNC DrillingAjmal MohammedNo ratings yet
- Effect of Cryogenic Treatment On The Mechanical and Microstructural Properties of Aluminium Alloys - A Brief StudyDocument5 pagesEffect of Cryogenic Treatment On The Mechanical and Microstructural Properties of Aluminium Alloys - A Brief StudyAjmal MohammedNo ratings yet
- The Structure and Design of Press DiesDocument35 pagesThe Structure and Design of Press DiesAjmal MohammedNo ratings yet
- ME 143: Mechanics of Machinery-1: Dr. Aly Mousaad AlyDocument24 pagesME 143: Mechanics of Machinery-1: Dr. Aly Mousaad AlyAjmal MohammedNo ratings yet
- Presentation TranscriptDocument7 pagesPresentation TranscriptAjmal MohammedNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- AREMA Part 16Document20 pagesAREMA Part 16Luis RobeertthoNo ratings yet
- 1 Strengthofmaterials Interview QuestionsDocument21 pages1 Strengthofmaterials Interview QuestionsChanduReddyNo ratings yet
- CONCRETE TECHNOLOGY MCQDocument8 pagesCONCRETE TECHNOLOGY MCQAkshayNo ratings yet
- Φούρνος Electrolux παλιός διασκορπισηDocument14 pagesΦούρνος Electrolux παλιός διασκορπισηΠαναγιώτης ΚοκκίνηςNo ratings yet
- Mechanical and Tribological Properties of Ceramic Tiles: A ReappraisalDocument14 pagesMechanical and Tribological Properties of Ceramic Tiles: A ReappraisalSalih MohayaddinNo ratings yet
- Black and Galvanized Steel Pipe Size ChartDocument12 pagesBlack and Galvanized Steel Pipe Size ChartledaswanNo ratings yet
- Rockwell hardness test explainedDocument9 pagesRockwell hardness test explainedMahrukh JavedNo ratings yet
- Method Study For Process Flow of Cement PackingDocument37 pagesMethod Study For Process Flow of Cement Packingrameshkrk3835254100% (4)
- Combined Foundation Design PDFDocument8 pagesCombined Foundation Design PDFkvamshi_1971No ratings yet
- University of Texas Report On Galvanized Slip Coefficients Draft Final 4915Document37 pagesUniversity of Texas Report On Galvanized Slip Coefficients Draft Final 4915Jay ZengNo ratings yet
- 127/230 (245) KV With Copper Wire ShieldDocument1 page127/230 (245) KV With Copper Wire ShieldErick EspirituNo ratings yet
- (PDF) Machine Design ElementsDocument13 pages(PDF) Machine Design ElementsJunalin FabroNo ratings yet
- Boundary Wall Sample EstimateDocument10 pagesBoundary Wall Sample EstimateSebabrata ModakNo ratings yet
- External Visual Inspections of Pressure VesselsDocument2 pagesExternal Visual Inspections of Pressure Vesselssamy singaporeNo ratings yet
- UPD-ME-W7-CI-MT-4102 - Rev.B NEW +summary1Document4 pagesUPD-ME-W7-CI-MT-4102 - Rev.B NEW +summary1Didi Hadi RiantoNo ratings yet
- Slides 01Document29 pagesSlides 01Anudwaipaon AntuNo ratings yet
- A4.1 Chiller Unit IPE31Document55 pagesA4.1 Chiller Unit IPE31ALDO DANIEL PEREZ CALLEJASNo ratings yet
- Different types of concrete slabsDocument21 pagesDifferent types of concrete slabsJerico Flores100% (1)
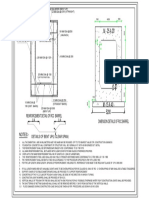
- Reinforcement Detail of RCC Barrel: NotesDocument1 pageReinforcement Detail of RCC Barrel: NotesAvinash SahuNo ratings yet
- Heat Trace DesignDocument60 pagesHeat Trace DesignnbsmaniannNo ratings yet
- Combined CL (01) A02-D01 - R01Document60 pagesCombined CL (01) A02-D01 - R01omar mamdouhNo ratings yet
- Module 1 Conmatls Chapter 4Document10 pagesModule 1 Conmatls Chapter 4Kriselle DulayNo ratings yet
- TIAMA KomplettpräsentationDocument4 pagesTIAMA KomplettpräsentationDominte MihaiNo ratings yet
- Design Calculation SheetDocument6 pagesDesign Calculation Sheetamo3330No ratings yet
- Plastics As A Construction MaterialDocument24 pagesPlastics As A Construction MaterialSuriya Ar100% (1)
- Fosroc Cemtop 200: Constructive SolutionsDocument4 pagesFosroc Cemtop 200: Constructive SolutionsVincent JavateNo ratings yet
- E 50B 4KG1 - Fire PDFDocument2 pagesE 50B 4KG1 - Fire PDFPatricia J Ángeles100% (1)
- Taconova 2012 PDF Catalogue PDFDocument374 pagesTaconova 2012 PDF Catalogue PDFSani PoulouNo ratings yet
- Hood Design Data - Range of Capture VelocitiesDocument3 pagesHood Design Data - Range of Capture VelocitieszshehadehNo ratings yet
- PocofoamDocument2 pagesPocofoamRay DanielNo ratings yet